· Arrett Hack
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

1 Corrected and Approved by B.T.E on Dated 17.01.2018
CURRICULUM FOR THREE YEAR SIX Semester DIPLOMA COURSE IN ===================================== : PAPER & PULP TECHNOLOGY : : Effective from Session : ===================================== ==================== UNDER DEVELOPMENT ==================== ==================== : Semester System : ==================== Prepared By ================================= : Curriculum Development Cell : ================================= INSTITUTE OF RESEARCH DEVELOPMENT & TRAINING, U.P., KANPUR APPROVED BY ================================= : BOARD OF TECHNICAL EDUCATION : : U.P. LUCKNOW, : :CORRECTED AS SYLLABUS COMMITTEE OF: : B.T.E. MEETING HELD ON 17.01.2018: ================================= 1 CORRECTED AND APPROVED BY B.T.E ON DATED 17.01.2018 STUDY AND EVALUATION SCHEME FOR THREE YEAR(Six Semeter) DIPLOMA COURSE IN PAPER AND PULP TECHNOLOGY (Effective From Session ) I SEMESTER ------------------------------------------------------------------------------------------------------------- Curriculum | | Scheme of Examination | ----------------------| |-----------------------------------------------------| Periods Per Week | S U B J E C T | Theory | Practical |Gra-| ----------------------| |-----------------------|------------------------|nd | Le|Tut|Dr|Lab|Work|Tot| |Examination|Sess.|Total|Examination|Sess.| Total|Tot-| c.|ori|aw| |Shop|al | |----------| Marks|Marks|-----------|Marks| Marks|al | |al | | | | | |Dur.|Marks| | |Dur.| Marks| | | | --|---|--|---|----|---|-------------------------------|----|-----|------|-----|----|------|-----|------|----| -

Household Use of Maritime Resources in 18Th-Century Connecticut
“Providence Brings to our Doors, the Delicious Treasures of the Sea”: Household Use of Maritime Resources in 18th-Century Connecticut Ross K. Harper Abstract Many families in 18th-century Connecticut combined farming and maritime activities in their household economies. While they raised crops and livestock, they also caught fish, harvested shellfish, and hunted waterfowl and game animals in the rivers and along the coastline. Families made salt by boiling seawater in large kettles, used seaweed for fertilizer and insulation, and burned shells to extract lime to make building mortar. Much of this work was done by sharing labor, equipment and boats among family and neighbors. Simple boats, such as dugout canoes and scows, were commonly used. This paper uses archaeological data from five house sites excavated in Connecticut, and a variety of documentary sources, such as probate records, diaries, journals, and newspapers, to reconstruct historic household use of maritime resources. Introduction Connecticut’s inland waterways and off-shore saltwater bodies are known today as recreational beach and sport-fishing areas. Few Connecticut residents now make or supplement their living from maritime resources. But before over-fishing, the damming of rivers, and industrial pollution decimated the state’s fish and shellfish supplies, generations of families relied on Connecticut’s maritime resources for a myriad of uses in everyday life. This paper draws on historical documents and archaeological data derived from the excavation of five buried 18th-century European American sites to examine how colonial families used maritime resources in their household economies. The house-site excavations were conducted by Archaeological and Historical Services, Inc. -

The Essential Block Plane How to Choose and Use Woodworking’S Most Popular Trimmer
The Essential Block Plane How to choose and use woodworking’s most popular trimmer By Craig Bentzley It’s no secret that I love hand plane. Available in a variety of What to look for planes and own way too many in a block plane of them–about 250 at last it’s small, relatively inexpensive, As shown in Figure 1 and count. Many of them perform andconfigurations even kind of (as cute. shown But above),it’s Photo A, a block plane is a highly specialized tasks and fairly basic tool. That said, for don’t see use very often. But up and tuned, a good quality good performance, avoid cheap, there’s one type of plane that’s blockdefinitely plane not is aadept toy. Properly at handling set rudimentary hardware store a stand-out exception: the block all sorts of shop chores and is versions. The most important plane. In fact, when I’m asked likely to become one of your most features to look for in a good by beginning woodworkers used hand tools. I’ll discuss what what plane they should to look for in a good block plane, reliable and easy-to-use depth-of- start out with, that’s the one how to set one up, and how to cutblock adjustment, plane include and a an flat adjustable sole, a that always tops the list. use it to your best advantage. throat. You’ll also want the tool The ubiquitous block plane Once you make friends with to feel comfortable in your hand. is probably owned by more a block plane, you’ll wonder Unlike most bench planes, the people than any other hand how you did without one. -

8-Inch Jointer-Planer Model JJP-8BT
Operating Instructions and Parts Manual 8-inch Jointer-Planer Model JJP-8BT JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-707400 Ph.: 800-274-6848 Revision B 08/2014 www.jettools.com Copyright © 2014 JET 1.0 Warranty and Service JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday. Warranty Period The general warranty lasts for the time period specified in the literature included with your product or on the official JET branded website. • JET products carry a limited warranty which varies in duration based upon the product. (See chart below) • Accessories carry a limited warranty of one year from the date of receipt. • Consumable items are defined as expendable parts or accessories expected to become inoperable within a reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects. Who is Covered This warranty covers only the initial purchaser of the product from the date of delivery. What is Covered This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear, improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood. Use of these machines in the processing of metal, plastics, or other materials may void the warranty. The exceptions are acrylics and other natural items that are made specifically for wood turning. -

Ropewalk the Newsletter for Shipwrights of Central Ohio August 2019 Next Meeting: September 21, 2019 “Standing Rigging” – Jerry Amato
August Meeting August meeting started with Don Good spreading out a number of books he was either giving away to other shipwrights or contributing to the Friends of the Library book donations. Attendance was light but it was August and we had moved the th While one man cranks the spinner, the one holding the "top" walks backwards as the meeting to the 4 Saturday of the month due to no rope is twisted. From Edwin Tunis, The Young United States, 1783 to 1830 (New room at the library the weekend before. York: World Publishing Co., 1969), 82. Used by permission of the estate of Edwin Tunis Ropewalk The Newsletter for Shipwrights of Central Ohio August 2019 Next Meeting: September 21, 2019 “Standing Rigging” – Jerry Amato Table of Contents August Meeting ................................................. 1 Business ................................................................... 1 Ohio State Fair – 2019 ............................................... 1 4th Annual Model Shipbuilding Competition ........ 1 Featured Artist ........................................................ 1 Alan Phelps is still recovering from foot Ohio State Fair - 2020 ................................................ 2 surgery. We wish him a speedy recovery. Featured Artist ........................................................ 2 Ship Building Competition ..................................... 2 Business Youth Model Building Workshop .......................... 2 Ohio State Fair – 2019 2020 Involvement ................................................... 2 4th Annual -

Fire Escapes in Urban America: History and Preservation
FIRE ESCAPES IN URBAN AMERICA: HISTORY AND PRESERVATION A Thesis Presented by Elizabeth Mary André to The Faculty of the Graduate College of The University of Vermont In Partial Fulfillment of the Requirements for the Degree of Master of Science Specializing in Historic Preservation February, 2006 Abstract For roughly seventy years, iron balcony fire escapes played a major role in shaping urban areas in the United States. However, we continually take these features for granted. In their presence, we fail to care for them, they deteriorate, and become unsafe. When they disappear, we hardly miss them. Too often, building owners, developers, architects, and historic preservationists consider the fire escape a rusty iron eyesore obstructing beautiful building façades. Although the number is growing, not enough people have interest in saving these white elephants of urban America. Back in 1860, however, when the Department of Buildings first ordered the erection of fire escapes on tenement houses in New York City, these now-forgotten contrivances captivated public attention and fueled a debate that would rage well into the twentieth century. By the end of their seventy-year heyday, rarely a building in New York City, and many other major American cities, could be found that did not have at least one small fire escape. Arguably, no other form of emergency egress has impacted the architectural, social, and political context in metropolitan America more than the balcony fire escape. Lining building façades in urban streetscapes, the fire escape is still a predominant feature in major American cities, and one has difficulty strolling through historic city streets without spotting an entire neighborhood hidden behind these iron contraptions. -

Marquetry Kindle
MARQUETRY PDF, EPUB, EBOOK David Hume | 64 pages | 01 Mar 1995 | Sterling Publishing Co Inc | 9780855327637 | English | New York, United States Marquetry PDF Book The finish was very thick, cracked, and was crazing throughout. Choose the other four veneers and mark numbers on all the parts. Cyano acrylate CA glue to grip screws in holes and to secure magnets. Clinch the Tacks. There were two large cracks associated with the warping which ran across the table top through both the veneer and solid wood substrate. The Pattern. Log in or sign up to get involved in the conversation. Puzzle— Small Box.. Mobile Website. Play the game. Add app tape to the top of the pack. When the four panels are placed in order, the Snow lines meet at each corner. If the box is to be used for jewelry, put velvet lining on the bottom. Put in the clock mechanism. Push a copper tack into the end hole of one of the fingers. Sand the cut edges flat on a belt sander. Tack the Box Together: Take the body band from around the core and tack the two ends together. Begin work on Marquetry Bentley The workspace from the driver's seat is exemplary: A fantasia of knurled aluminum, polished brightwork, a door-to-door waistrail of walnut marquetry and piano-black fascia. We made multiple pieces; however there were noticeable gaps which we had to fill. Now sand until each side is smooth; move from grit to and end with Cut the veneer pieces to the size of the petal. -

Bostitch Magnesium Nail Gun Manual
Bostitch Magnesium Nail Gun Manual The coveted award for the best nail gun overall goes to the BOSTITCH It has a magnesium body that is both durable, light, and comes with When you purchase this unit, you also get 500 nails of 1-1/4″, a case, and an owner's manual. Lightweight magnesium design for added durability, Patented push button adjustable Includes: High-Power Coil Framing Nailer - N89C. Downloads: Manual. STANLEY BOSTITCH Nailer Manual. STANLEY BOSTITCH Nailer Owner's Manual, STANLEY BOSTITCH Nailer installation guides. Download the manual. Shop BOSTITCH Air Finish Nailer,25 Deg,Adhesive (5VN66) at Grainger. TipNo-Mar, Housing MaterialMagnesium, ColorYellow, Air Inlet1/4" Male This site should not replace the use by you of any technical product manual or other. Wire Weld Framing Nailer has a lightweight, magnesium design. The nailer features an adjustable push-button depth guide that sets nails to Installation Guide · Instructions / Assembly · Use and Care Manual · Warranty Nailgun Angle. The Bostitch F21PL Round head Framing Nailer is a specially made nail gun that is This nail gun is made using light weight magnesium housing and its total with detailed but simple instructions which almost anyone can understand. Bostitch Magnesium Nail Gun Manual >>>CLICK HERE<<< BOSTITCH F28WW Magnesium Clipped Head 2 inch to 3-1/2 inch Framing Nailer Bostitch Industrial Coil Nailer Nail Gun 15 Degree N80CB 3 1/4" (USED) Framing NEW Stanley Bostitch MFN-201 Manual Hardwood Flooring Nailer. looking for info on a nail gun model 583 68429 tha. Craftsman Nail Gun 583 Please help find the manual for this Craftsman Nail Gun. -
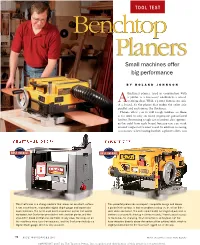
Tool Test: Benchtop Planers
TOOLTOOL TEST TEST Benchtop Planers Small machines offer big performance BY ROLAND JOHNSON thickness planer, used in conjunction with a jointer, is a necessary addition to a wood- Aworking shop. While a jointer flattens one side of a board, it’s the planer that makes the other side parallel and customizes the thickness. Planers allow you to mill rough lumber, so there is no need to rely on more expensive presurfaced lumber. Processing rough-sawn lumber also optimiz- es the yield from each board because you can work around warped or twisted wood. In addition to saving you money when buying lumber, a planer offers you CRAFTSMAN 21759 D E WALT 735 O O TH R’ TH R’ THOR THOR U S U S U ’ S U ’ S A A A A C C E E C E C E H O I C H O I C H O I C H O I C This Craftsman is a strong machine that leaves an excellent surface. This powerful planer has a compact, low-profile design and leaves It has a consistent, repeatable digital depth gauge and impressive a great finish surface. It had no problem cutting 3⁄32 in. off an 8-in.- dust collection. The turret-style depth stop broke on the first model wide white-oak board. The side crank handle for height adjustment is we tested, but Craftsman provided us with another planer, and the awkward compared to the top-mounted models. There is good access stop didn’t break on that one (we tried). In any case, the stops on all to the knives for changing. -

Chamfer Plane
Chamfer Plane Christopher Swingley Introduction These plans are for a wooden chamfer plane modelled after the chamfer plane shown in Making Traditional Wooden Planes by John M. Whelan. My plans differ slightly because I used a two piece laminated plane body instead of the single block used by Whelan. My plane iron is a bit wider than his, so my plane body is also slightly larger. Detailed instructions on plane making appear in Whelan’s book and should be consulted as a supplement to these plans. Plans The first set of plans show the body of the plane. Two pegs through the body will strengthen the connection between the halves of the body. Constructing the plane this way is much easier because we can saw and chisel the mortise. 6 3/4" 2 1/2" 2" 1 7/8" 2 7/8" 1 1/4" Left half Left half Right half Interior side Heel Mortise 2 3/4" 2 3/4" 7/8" Heel Toe 1 3/4" 3 7/8" 1 7/8" 1" 3/8" Left half 7/8" Bottom side 1 1/4" 3/8" The following diagrams show the dimensions of the stop that forms the throat in front of the iron. It rests at the front of the mortise in the body, in front of the wedge, and iron. (Insert figure here) Construction Notes *Construction begins by sawing the two halves of the plane body to size. Next, the interior surfaces need * Some images appear at http://www.frontier.iarc.uaf.edu/∼cswingle/woodworking/jigs.phtml 1 Cut List Qty Description T W L Notes 2 Plane body halves 1 1/4 2 3/4 6 3/4 Mortise cut 7/8 inches deep, bottom in- ner edge planed to 45◦. -

Effect of Tool Angles on the Chips Generated During Milling of Wood by Straight Router-Bits
J Wood Sci (2003) 49:271–274 © The Japan Wood Research Society 2003 NOTE Wen-Ching Su · Yiren Wang · Nanfen Zhu Chiaki Tanaka Effect of tool angles on the chips generated during milling of wood by straight router-bits Received: May 23, 2001 / Accepted: June 28, 2002 Abstract The effect of tool angles on the shapes of chips sequence of many furniture and cabinet firms. An earlier generated by parallel-to-grain and end-grain milling was article reported that CNC routers appeared to be the most explored for China fir and maple under fixed spindle and popular woodworking machine, and at least one is present feed speeds and cutting depth. The milling path was up- for every eight or nine plants.1 It is known that milling milling by straight router-bits with a diameter of 12mm. woods by the CNC router always produces a large quantity The chip shapes could be distinguished as five types: spiral, of chips, which are collected through a dust pipe usually splinter, flow, thin, and granules or powder. The flow and mounted on the cutting spindle of the CNC router. There- thin chips were generated most often (on a weight percent- fore, there may be some problems during such milling. For age basis) for all tool angles investigated for parallel-to- instance, the larger chips block the pipe of dust collector or grain and end-grain milling of China fir and maple. More twine around the tool body, and the smaller chips adhere to granule chips were produced with parallel-to-grain milling the edge of the router-bit. -

Wood Identification and Chemistry' Covers the Physicalproperties and Structural Features of Hardwoods and Softwoods
11 DOCUMENT RESUME ED 031 555 VT 007 853 Woodworking Technology. San Diego State Coll., Calif. Dept. of Industrial Arts. Spons Agency-Office of Education (DHEA Washington, D.C. Pub Date Aug 68 Note-252p.; Materials developed at NDEA Inst. for Advanced Studyin Industrial Arts (San Diego, June 24 -Au9ust 2, 1968). EDRS Price MF -$1.00 He -$13.20 Descriptors-Curriculum Development, *Industrial Arts, Instructional Materials, Learning Activities, Lesson Plans, Lumber Industry, Resource Materials, *Resource Units, Summer Institutes, Teaching Codes, *Units of Study (Sublect Fields), *Woodworking Identifiers-*National Defense Education Act TitleXIInstitute, NDEA TitleXIInstitute, Woodworking Technology SIX teaching units which were developed by the 24 institute participantsare given. "Wood Identification and Chemistry' covers the physicalproperties and structural features of hardwoods and softwoods. "Seasoning" explainsair drying, kiln drying, and seven special lumber seasoning processes. "Researchon Laminates" describes the bending of solid wood and wood laminates, beam lamination, lamination adhesives,. andplasticlaminates."Particleboard:ATeachingUnitexplains particleboard manufacturing and the several classes of particleboard and theiruses. "Lumber Merchandising" outhnes lumber grades andsome wood byproducts. "A Teaching Unitin Physical Testing of Joints, Finishes, Adhesives, and Fasterners" describes tests of four common edge pints, finishes, wood adhesives, and wood screws Each of these units includes a bibhography, glossary, and student exercises (EM) M 55, ...k.",z<ONR; z _: , , . "'zr ss\ ss s:Ts s , s' !, , , , zs "" z' s: - 55 Ts 5. , -5, 5,5 . 5, :5,5, s s``s ss ' ,,, 4 ;.< ,s ssA 11111.116; \ ss s, : , \s, s's \ , , 's's \ sz z, ;.:4 1;y: SS lza'itVs."4,z ...':',\\Z'z.,'I,,\ "t"-...,,, `,.