International Journal for Scientific Research & Development
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

527 White Rose Lane Renovation
6 5 4 3 2 1 STANDARD ABBREVIATIONS SYMBOLOGY LEGEND 527 WHITE ROSE LANE RENOVATION & AND MTL METAL 1 @ AT FCU FAN COIL UNIT ADDM ADDENDUM FD FLOOR DRAIN NA NOT APPLICABLE 1 2 A7 -01 3 ELEVATION REFERENCE ADJ ADJUSTABLE FDN FOUNDATION NIC NOT IN CONTRACT A2 -01 AFF ABOVE FINISHED FLOOR FE FIRE EXTINGUISHER NO NUMBER AGG AGGREGATE FEC FIRE EXTINGUISHER CABINET NOM NOMINAL 4 2060 Craigshire Road BUILDING CODE INFORMATION GENERAL NOTES AHU AIR HANDLING UNIT FEP FINISH END PANEL NTS NOT TO SCALE EXTERIOR INTERIOR Saint Louis, MO 63146 ALT ALTERNATE FF&E FURNITURE, FIXTURE & EQUIPMENT T. 314.241.8188 PROJECT SUMMARY: 1. THE CONSTRUCTION DOCUMENTS HAVE BEEN CAREFULLY PREPARED BUT MAY NOT DEPICT ALUM ALUMINUM FFE FINISH FLOOR ELEVATION OC ON CENTER SIM F. 314.241.0125 PROJECT INCLUDES THE RENOVATION OF AN EXISTING SINGLE FAMILY EVERY CONDITION TO BE ENCOUNTERED. IT IS THEREFORE THE GENERAL CONTRACTOR & APPROX APPROXIMATE(LY) FG FIBERGLASS OD OUTSIDE DIAMETER ______1 BUILDING SECTION REFERENCE D RESIDENTIAL DWELLING, NEW CONSTRUCTION OF A TWO CAR GARAGE SUBCONTRACTORS RESPONSIBILITY TO FIELD VERIFY ALL CONDITIONS OF THE AFFECTED ARCH ARCHITECT FHCSK FLAT HEAD COUNTERSUNK OFF OFFICE A101 www.kai-db.com TO THE REAR OF THE EXISTING STRUCTURE, AND A COVERED WORK PRIOR TO SUBMITTING A BID. IF CONDITIONS DIFFER OR ADDITIONAL WORK IS REQUIRED ASPH ASPHALT FIN FINISH OH OPPOSITE HAND Missouri State Certificate of Authority #1234567 CONDITIONED CORRIDOR TO CONNECT THE TWO. BEYOND THAT STATED IN THE CONSTRUCTION DOCUMENTS IT IS THE CONTRACTORS AUTO AUTOMATIC FIXT FIXTURE OPNG OPENING SIM RESPONSIBILITY TO BRING SUCH MATTERS TO THE ATTENTION OF THE ARCHITECT IN A WALL SECTION REFERENCE APPLICABLE ST. -
Technical Specifications Part 1 Civil, Structural And
Civil, Structural & Architectural Specifications ANNEX VIII TECHNICAL SPECIFICATIONS PART 1 CIVIL, STRUCTURAL AND ARCHITECTURAL Page 1 of 234 Civil, Structural & Architectural Specifications ANNEX VIII TABLE OF CONTENTS CHAPTER CHAPTER ONE - SITE PREPARATION & DEMOLITION General Building Demolition CHAPTER THREE - CONCRETE WORKS Cast In Place Concrete Concrete Topping (Decorative Stamped Concrete) CHAPTER FOUR - MASONRY Unit Masonry Exterior Stonework CHAPTER FIVE - METAL WORK Metal Fabrications Round Handrail Diameter 40 mm Plexi Shed CHAPTER SIX - WOODWORK Joinery CHAPTER SEVEN - THERMAL AND MOISTURE PROTECTION Sheet Waterproofing Membrane Roofing Tiles Roofing Metal Roofing Roof Drainage Roof Accessories Flashing And Sheet Metal Joint Sealers (Expansion Joint) CHAPTER EIGHT - DOORS AND WINDOWS Metal Door Frames Wood Doors Aluminum Doors And Windows Glass & Glazing Door Hardware (Ironmongery) CHAPTER NINE - FINISHES Lath And Plaster Floor and Wall Cladding Suspended Ceilings Non-Structural Metal Framing Gypsum Board Interior Stonework Painting CHAPTER TEN - SPECIALTIES Toilet Accessories Epoxy Resin Work Anti-Shatter Window Film Access Control CHAPTER ELEVEN - DRINKING WATER Page 2 of 234 Civil, Structural & Architectural Specifications ANNEX VIII Lebanese Standard Page 3 of 234 Civil, Structural & Architectural Specifications ANNEX VIII CHAPTER ONE SITE PREPARATION & DEMOLITION Page 4 of 234 Civil, Structural & Architectural Specifications ANNEX VIII CHAPTER ONE SITE PREPARATION & DEMOLITION PART 1 - GENERAL SCOPE OF WORK The work comprises of the rehabilitation of the Building. SITE PROTECTION The contractor should take all measures to protect the site and to protect the users during the rehabilitation period as per the Engineer instructions. The contractor should not allow or add any load to the existing body to avoid any risk in construction works. -
The Datum Reference Frame1 Application of Datums Datums and Datum Reference Frames Are Considered to Be Absolutely Perfect, Which Makes Them Imaginary
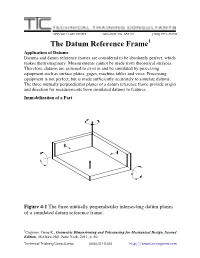
856 SALT LAKE COURT SAN JOSE, CA 95133 (408) 251–5329 The Datum Reference Frame1 Application of Datums Datums and datum reference frames are considered to be absolutely perfect, which makes them imaginary. Measurements cannot be made from theoretical surfaces. Therefore, datums are assumed to exist in and be simulated by processing equipment such as surface plates, gages, machine tables and vises. Processing equipment is not perfect, but is made sufficiently accurately to simulate datums. The three mutually perpendicular planes of a datum reference frame provide origin and direction for measurements from simulated datums to features. Immobilization of a Part Figure 4-1 The three mutually perpendicular intersecting datum planes of a simulated datum reference frame. 1Cogorno, Gene R., Geometric Dimensioning and Tolerancing for Mechanical Design, Second Edition, McGraw-Hill, New York, 2011, p. 50. Technical Training Consultants (408) 251-5329 http://www.ttc-cogorno.com Parts are thought to have six degrees of freedom, three degrees of translational freedom and three degrees of rotational freedom. A part can move back and forth in the X direction, in and out in the Y direction, and up and down in the Z direction, and rotate around the X-axis, around the Y-axis, and around the Z-axis as shown in Figure 4-1. A part is oriented and immobilized relative to the three mutually perpendicular intersecting datum planes of the datum reference frame in a selected order of precedence as shown in Figure 4-2. In order to properly place an imperfect, rectangular part in a simulated datum reference frame, the primary datum feature sits flat on one of the planes with a minimum of three points of contact that are not in a straight line. -

Fundamental Good Practice Guide in the Design and Interpretation of Engineering Drawings for Measurement Processes
GPG 79 & 80 6/12/05 9:29 am Page 1 A NATIONAL MEASUREMENT GOOD PRACTICE GUIDE No. 79 Fundamental Good Practice in the Design and Interpretation of Engineering Drawings for Measurement Processes GPG 79 & 80 6/12/05 9:29 am Page 2 The DTI drives our ambition of ‘prosperity for all’ by working to create the best environment for business success in the UK. We help people and companies become more productive by promoting enterprise, innovation and creativity. We champion UK business at home and abroad. We invest heavily in world-class science and technology. We protect the rights of working people and consumers. And we stand up for fair and open markets in the UK, Europe and the world. This Guide was developed by the National Physical Laboratory on behalf of the NMS. Measurement Good Practice Guide No. 79 Fundamental Good Practice in the Design and Interpretation of Engineering Drawings for Measurement Processes David Flack Engineering Measurement Team Engineering and Process Control Division Keith Bevan Bevan Training and Assessment Services Limited ABSTRACT This good practice guide is written for engineers, designers and metrology technicians who wish to understand the basics of the interpretation of engineering drawings in relation to the measurement process. After reading this guide designers should have a better understanding of the measurement process and metrology technicians should be in a better position to interpret the aims of the designer. © Crown Copyright 2005 Reproduced with the permission of the Controller of HMSO and Queen's Printer for Scotland July 2005 ISSN 1368-6550 National Physical Laboratory Hampton Road, Teddington, Middlesex, TW11 0LW Acknowledgements This document has been produced for the Department of Trade and Industry’s National Measurement System Policy Unit under contract number GBBK/C/08/17. -

7 Dimensioning Section 7.1 Basic Dimensioning Principles Section 7.2 Dimensioning Techniques
7 Dimensioning Section 7.1 Basic Dimensioning Principles Section 7.2 Dimensioning Techniques Chapter Objectives • Add measurements, notes, and symbols to a technical drawing. • Apply ASME and ISO standards to dimen- sions and notes. • Differentiate between size dimen- sions and location dimensions. • Specify geometric tol- erances using symbols and notes. • Add dimensions to a drawing using board- drafting techniques. • Use a CAD system to add dimensions, notes, and geometric tolerances to a techni- cal drawing. Playing with Plastics Jonathan Ive says that engineers and designers can now do things with plastic that were previously impossible. What are the characteristics of plastic that give it this ability? 214 Drafting Career Jonathan Ive, Engineer What comes to mind when you think of a mobile phone that offers all these features: multimedia player, access to the Internet, camera, text messaging, and visual voicemail? Probably the iPhone designed by Jonathan Ive, senior vice president of industrial design at Apple Inc., and his product design team. Ive, recipient of many awards, is especially proud of what the iPod shuffl e represents. Originally shipped for $79, its aluminum body clips together with a tolerance of ±0.03 mm—remarkable precision. “I don’t think there’s ever been a product produced in such volume at that price … given so much time and care.… I hope that integrity is obvious.” Academic Skills and Abilities • Math • Science • English • Social Studies • Physics • Mechanical Drawing Career Pathways A bachelor’s degree in engineering is required for almost all entry-level engineering jobs. Some engineers must be licensed by all 50 states and the District of Columbia. -

Vicinity Map Drawing Index Project Team Symbols And
GENERAL NOTES GENERAL NOTES SYMBOLS AND ABBREVIATIONS DRAWING INDEX QUALITY AND JOB MANAGEMENT ABBREVIATION TERM: P.T. PRESSURE TREATED REGULATORY AGENCIES F.FL. FINISH FLOOR AARCHITECTURALRCHITECTURAL AADADAADA & AND PTD. PAINTED 1. ALL WORK SHALL CONFORM TO THE MOST CURRENT, APPLICABLE LOCAL AND NATIONAL CODES, INCLUDING 1. THE CONTRACTOR SHALL CONSULT THE INTERIOR FINISH SCHEDULE FOR ALL INTERIOR MATERIALS L ANGLE FIN. FINISH T1.1 PROJECT TITLE SHEET ADA1 DISABLED ACCESSIBLITY DETAILS BUT NOT LIMITED TO: CALIFORNIA BUILDING CODE COORDINATION, CABINETS, ETC. @ AT FLR. FLOOR PTN. PARTITION (CBC), UNIFORM MECHANICAL CODE (UMC), UNIFORM PLUMBING CODE (UPC), NATIONAL ELECTRIC CODE (NEC), 2. ALL ITEMS OF MILLWORK SHALL BE CAREFULLY ERECTED WITH TIGHT−FITTING JOINTS, CAREFULLY CUT AND FLOUR. FLUORESCENT T1.2 NON−RESIDENTAL MANDATORY ANCHOR BOLTS R. RISER mm.. e. p.m. p. AND CALIFORNIA ENERGY STANDARDS (TITLE 24). SECURED. EXPOSED NAILS OR SCREWS SHALL BE SET IN PUTTY. BACK PRIME ALL MILLWORK BEFORE A.B. FACE OF MEASURES F.O. R.D. ROOF DRAIN SEPARATE DRAWINGS, CALCULATIONS AND SUBMITTAL MATERIALS SHALL BE PROVIDED FOR REVIEW AND INSTALLATION AND PROTECT AGAINST DAMPNESS. MOLDS AND FACES SHALL BE CLEAN CUT AND TRUE ABV. ABOVE F.O.F. FACE OF FINISH T1.3 CONSTRUCTION WASTE PLAN 2. PATTERN. ALL WORK SHALL BE THOROUGHLY CLEANED AND SANDED TO RECEIVE THE FINISH. SHARP APPROVAL OF SIGNAGE. A.C. AIR CONDITIONING FACE OF STUD REF. REFRIGERATOR M.1 MECHANICAL PLAN CORNERS OF SMALL MEMBERS OF FINISH WOODWORK SHALL BE SLIGHTLY ROUNDED. F.O.S. A0.1 SITE PLAN 3. IT SHALL BE THE RESPONSIBILITY OF THE CONTRACTOR, AS HOLDER OF PERMITS TO NOTIFY THE BUILDING A.C.T. -
Datum Reference Frame Position and Shape Tolerances Tolerance Analysis
Basic rules of dimensioning Reference coordinate system Šimon Kovář Dimensioning in engineering technical documentation Dimensions and tolerances on technical drawings are given by the standard ISO 129-1: 2004. Design Methodology | 2020 The main dimensioning principles • All dimension information must be shown on the drawing. • The dimensions must be placed in a view in which it is clear to which element it belongs. • Ever informations may be on the drawing only once. • Prefer to place dimensions related to the same element in one view. • Prefer functional dimensions. • The same length units (mm) must be used. • Angles are given in degrees, minutes and seconds (0 ° 10´20,5´´). • We don´t create more dimensions than absolutely necessary. • Repeating features are dimensioned on only in one base feature. • For definition positions and values of features are decisive dimensions. • Dimensions that result from the representation of elements are not quoted (right angles, regular polyhedra…) Design Methodology | 2020 Elements in entry of dimensions • dimension lines: • are at a distance of approx. 10mm from the edge of the body, • other parallel dimension lines have a spacing of at least 7mm, • centre lines and edges must not be used as dimension lines, • extension lines - project approx. 2mm beyond the dimension line, • dimension lines and extension lines should not intersect any other lines, • dimension numerals: • are positioned at the approximate centre of the dimension line (although exceptions occur), • are positioned approx. 0,5mm to 1,5mm above the dimension line, • within a drawing, only one of the possible terminations of dimension lines may be used, Design Methodology | 2020 Elements in entry of dimensions • Geometric element – point, line, surface. -

Construction Plan Submission Checklist for Division of Transportation Solutions Projects
Delaware Department of Transportation Construction Plan Submission Checklist for Division of Transportation Solutions Projects Directions for Completing the Checklist . This checklist indicates what content should be included on each plan sheet at each submission. The checkboxes indicate that information is required and must be included in the plan submission. For each submission, indicate that the required information has been included in the plan submission by placing an “X” in the appropriate checkbox. Items may need to be added for some projects and may not be required for others. If the Project Manager determines an item is not required, place a strikethrough line through the item that is not required. DelDOT's Project Manager shall review this checklist with the Designer/Consultant at each submission to verify that all necessary information has been included in the plans and shall sign below for each submission to attest to the completeness of the plan submission. (Electronic Signature is Acceptable) Project Information Contract #: Primavera ID: Contract Name: Designer: Project Manager: Verification of Submission Completeness Submission Designer Approval Project Manager Approval Survey Plans Preliminary Plans Semi-Final Plans Final Plans Date Last Modified: 11/02/2020 Page 1 of 19 Delaware Department of Transportation Construction Plan Submission Checklist for Division of Transportation Solutions Projects Technical Submissions Note: All submissions are to be delivered to the Project Manager in PDF format. Survey Prelim Semi Final -
Low Survey Data - A
(OJ· . ' .· . ' - ~ .. ·. ··i ·.. · o······ ·~ . s··~.~.;.··... ·.. .. .· . .. .. ,. .. ~·. .•·········. •··.~•·.· •• ····...· . [LJJ........·.· • ~ ~.~· [i····. · ·· · ~~ : . : . • .· . • . '7> . : ~ >. '' [L ~.....·. .• .. " T{}={] JOURNAL OF THE CANADIAN HYDROGRAPHIC ASSOCIATION Edition No. 66 Fall I Winter 2004 REVUE DE l 'ASSOCIATION CANADIENNE D'HYDROGRAPHIE Edition No. 66 Automne I Hiver 2004 \ I (/) (/) z 0 ......--..1 ...... I (J'1 (j) N 00 Journal of the Canadian Hydrographic Association Revue de I' Association canadienne d'hyd rographie contents con u Edition/Edition 66 • Fall/Winter Automne/Hiver 2004 5 Pictou Bar Lighthouse: Destroyed by Fire July 5, 2004- R. Desborough 7 Bayfield Cottage, Bic, QC - R. Jackson 8 The Last Years of BAYFIELD (II) Remembered- A. Leyzack I I Prediction of Ice Concentration in the Gulf of St. Lawrence Using Modular Neural Networks - M. EI-Diasty and A. EI-Rabbany 21 S57-Based Paper Chart Production - A. Pirozhnikov 27 Implications of the Navigation Surface Approach for Archiving and Charting Shallow Survey Data - A. Armstrong, R. Brennan and S. Smith 36 Establishing a Seamless Vertical Reference along the Tidal Segment of the Saint John River- J. Zhao, J. E. Hughes Clarke and S. Brucker 45 Canada's Offshore: Jurisdiction, Rights and Management, 3rd edition - Book review by B. Calderbank Editorial StaffiEquipe de redaction regular features I chroniques Editor/Redacteur en chef: A. Leyzack Layout/Mise en page: J. Weedon 2 Cover photo I Photographie en couverture Translation/Traduction: P. Page CHA Directors I Directeurs de I'ACH B. Labreque 2 News/Nouvelles: CHA Branches 3 Editors' Note I Note des redacteurs Financial Manager/Directeur des finances: J. Walker Distribution: E. Brown 4 Message from the National President I Mot du President national Every edition also receives assistance from the CHA Lighthouse Committee. -
Table of Contents
GILBERT PUBLIC WORKS AND ENGINEERING STANDARDS Table of Contents 1.0 GENERAL CONDITIONS AND REQUIREMENTS ................................................ 1 1.1 PURPOSE AND INTENT ...................................................................................... 1 1.2 LEGAL AUTHORITY ............................................................................................ 1 1.2.1 Town Code and Ordinances ................................................................. 1 1.2.2 Applicability ........................................................................................ 2 1.2.3 Severability ......................................................................................... 2 1.3 PROJECT CLASSIFICATIONS .............................................................................. 2 1.3.1 Public Works ....................................................................................... 2 1.3.2 Private Development Infrastructure .................................................... 2 1.4 COMPREHENSIVE PLANNING ............................................................................. 3 1.4.1 General Plan ....................................................................................... 3 1.4.2 Transportation Master Plan ................................................................. 3 1.4.3 Integrated Water Resources Master Plan ............................................ 3 1.4.4 Parks Master Plan ............................................................................... 3 1.5 REFERENCES .................................................................................................... -
Section Perspective
Section Perspective DATE 17 FEBRUARY 2020 PROJECT DADU 206 ARCHITECTS, TYP. SHEET CO ER STATUS PROPOSAL ADDRESS SEATTLE, WA [email protected] A000 ABBREVIATIONS SYMBOLS LEGEND GENERAL INFORMATION PROJECT DESCRIPTION @ AT MANUF. MANUFACTURER GRID LINE 0 CONTACT: & AND MAX. MAXIMUM MARK KELLER CL CENTERLINE MECH. MECHANICAL MARK@TYP. ORKS PL PROPERTY LINE MIN. MINIMUM 206 319 6915 DIAMETER MTL. METAL FREE TO USE ° DEGREES M. MINERAL OOL INSULATION ROOM NAME COST TO LICENSE PLAN: ROOM REFERENCE $145 , HOUR ADDITIONAL SERVICES 300 sf footprint DADU with open upstairs living space. ' FEET 01 " INCHES N NORTH N.I.C. NOT IN CONTRACT REFERENCES: A.F.F. ABOVE FINISHED FLOOR NO. NUMBER 1. ESTIMATE BASED ON COMPARABLE SEATTLE $97,000 estimated construction cost.¹ ALUM. ALUMINUM NOM. NOMINAL CONSTRUCTION AND HISTORICAL AS -BUILT DATA. ARCH. ARCHITECTURAL N.T.S. NOT TO SCALE BASE COST DOEST NOT INCLUDE SITE ORK, ALL REFERENCE 1 O NER -SELECTED APPLIANCES, OR FURNISHINGS. B.O. BOTTOM OF O OVEN 2. .OSEPH LSTIBUREK, BUILDING SCIENCE Highly performing envelope with low-VOC materials inside and out. O.C. ON CENTER CORPORATION, BSI -001: THE PERFECT WALL . C.I.P. CAST -IN -PLACE O.D. OUTSIDE DIAMETER LIFESPAN REFLECTS PRIMARY STRUCTURE AND Energy modeling and life-cycle analysis implemented to meet CLG. CEILING ASSEMBLY COMPONENTS OF THE BUILDING. CONC. CONCRETE PLUMB. PLUMBING DOOR REFERENCE 011 3. CHRIS MAKEPEACE AND BARRIE DENNIS, THERMAL CONT. CONTINUOUS ENVELOPES VII, PERSIST –PRESSURE EQUALIZED aggressive sustainability targets: CNTR COUNTERTOP R REFRIGERATOR RAIN SCREEN INSULATED STRUCTURE C.S. CENTER OF STUD R.C.P. REFLECTED CEILING PLAN TECHNIQUE –DESIGN APPROACH. -

TFG Glossary of Terms 2015
Copyright © 2015 Timber Framers Guild TFG Glossary of Terms 2015 KEY TO CROSS-REFERENCE TERMS See also See a related, similar thing Cf. Compare a related, dissimilar thing Also Another name for the same thing (q.v.) Which see ABUTMENT. In joinery, the end of one timber touch- BASKET HITCH. Open sling configuration for lifting ing another. See also BUTT JOINT. timber. Cf. CHOKER HITCH. ADZE. Handled edge tool (various patterns) with its BAY. Crosswise volume (perpendicular to roof ridge) in a edge at a right angle to the handle, used to shape or dress building, bounded by two bents or crossframes. Cf. AISLE. timbers. BEAM. Any substantial horizontal framing member. AISLE. Lengthwise volume (parallel to the roof ridge) in BEARING. Area of contact in a joint through which a building divided into several such spaces, usually three. load is transferred. Cf. BAY. BED TIMBER. Short, stout timber used to distribute ANCHOR BEAM. In a Dutch barn, the major tie beam concentrated loads at bridge piers and abutments. joined to H-bent posts, generally by outside-wedged BEETLE. Large wooden mallet typically weighing 15 to through tenons. 30 lbs. Also COMMANDER, PERSUADER. ANGLE TIE. Horizontal corner brace at plate level, often BENDING. Deviation from straight resulting from the combined with a dragon beam (q.v.) under hip roofs. application of force. In a bent member, the concave sur- ANISOTROPIC. Material whose structural properties face is compressed, the convex surface is tensioned and the are not identical in every direction. neutral axis is unaffected. ARCH BRACE 1. Curved brace. 2. Brace rising from BENT.