Drum Brake Assembly
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Review Paper on Drum Brake
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-ISSN: 2278-1684,p-ISSN: 2320-334X, Volume 18, Issue 3 Ser. II (May – June 2021), PP 48-51 www.iosrjournals.org A review paper on Drum brake Shubhendra Khapre1 Dr. Rajesh Metkar2 1Dept. of Mechanical Engg, GCOEA 2Prof. Dept. of Mechanical Engg, GCOEA Abstract: In the automobile, there is a most common and important factor is safety like, braking system, airbags, good suspension, good handling, and safe cornering, etc. from the all safety system the most important and critical system is a brake system. A brake is a mechanical device that inhibits motion. A drum brake is a brake that uses friction caused by a set of shoes or pads that press against a rotating drum-shaped part called a brake drum. In this paper, we have studied the brake shoe of motor vehicles. A brake shoe is the part of a braking system which carries the brake lining in the drum brakes used on automobile or brake block in train brakes and bicycle brakes. A brake shoe is also known as a device which can be slow down railroad cars. Keywords: Breaking system, Suspension, Brake shoe, Brake lining. --------------------------------------------------------------------------------------------------------------------------------------- Date of Submission: 02-06-2021 Date of Acceptance: 15-06-2021 --------------------------------------------------------------------------------------------------------------------------------------- I. Introduction We know about the braking system, there are few types of brakes like a drum brake, disc brake. The drum brake consists of backing plates, brake drum, wheel cylinder, brake pads, brake shoe, etc. The drum brake is used in various motor vehicles like passenger cars, lightweight trucks, most of the two-wheelers. -

Drum Brakes Inspection & Service
Drum Brakes Inspection & Service First you must get the drum off! • Some slide right off, • Some have to be hit with a hammer. • Some have holes to install two bolts (Tighten each bolt equally) Remove A Brake Drum Use penetrant around axle hub May need to hammer floating drum Wet down inside of drum to control dust before hammering Only hammer on the axle flange! (ask to be shown) May need to adjust brake shoes inward Remove A Brake Drum For a fixed brake drum you will need to carefully adjust the wheel bearings when done! There are many tricks to removing stuck brake drums. Before you break something ASK! Understand each piece and avoid mistakes Terminology Anchor Wheel Cylinder Brake Shoes Primary Secondary Return Springs Shoe hold downs Terminology Parking Brake Strut Parking Brake Cable Self Adjusters Backing Plate (often neglected) Backing Plates Backing plates are often overlooked and usually have grooved & worn shoe support pads Be sure to thoroughly clean backing plate and lightly lube the support pads • contact points on backing plate are called a shoe pad. They should be filed flat to prevent shoes from hanging up in deep grooves or better yet just replace the backing plate. Always lube Shoe Support Tabs with a thin layer of Synthetic Disc Brake Lubricant (or suitable lube) Be careful… do not use too much. Grease on brake shoes is BIG TROUBLE! Dual-Servo or Leading-Trailing • Drum brakes on Rear Wheel drive are most often Dual Servo. • They have a Primary and Secondary brake shoe • The Primary shoe friction material is shorter and it faces the front of the vehicle Dual Servo braking action Both brake shoes will pivot Primary shoe will wedge the secondary out into the drum Primary and secondary shoe will fit backwards, but not properly work Which is the primary shoe? Where is the front of this vehicle? Dual-Servo or Leading-Trailing • Drum brakes on Front Wheel drive are most often Leading-Trailing. -

Low Loader Trailer Manual
Low Loader Trailer Manual If you have any questions please email [email protected] ph (855) 744 3877 futuratrailers.com Futura Trailers Limited Warranty (Overview) Below is a brief overview of your trailers TWO YEAR LIMITED WARRANTY and the process for obtaining warranty service. The full description of the warranty can be found on our website www.futuratrailers.com/warranty. Futura Trailers Inc warrants that its product will be free from defects in materials and workmanship, under normal use and service for a period of two (2) years. The warranty period starts the day of purchase by the original owner. U.S. DEPARTMENT OF TRANSPORT (DOT) REQUIRES FUTURA TRAILERS INC TO HAVE A RECORD OF THE FIRST PURCHASER OF A NEW VEHICLE. PLEASE ASSIST YOUR DEALER BY PROVIDING THE NECESSARY INFORMATION TO REGISTER YOUR TRAILER OR REGISTER ON OUR WEB SITE FUTURATRAILERS.COM/WARRANTY OR E-MAIL [email protected] OR PHONE 855 744 3877 In the event that the trailer is returned to an authorized Futura Trailers dealer or Futura Trailers facility or authorised agent and under their inspection is determined to have been defective in material and/or workmanship, under normal use, the trailer will be repaired without charge to the original purchaser. You must contact Futura Trailers Inc or the dealer from which your trailer was purchased to make a warranty claim. All warranty work performed must be pre-approved by Futura Trailers Inc, or Futura Trailers Inc reserves the right to deny coverage. All repairs must be performed by Futura Trailers Inc, Futura Trailers Inc dealer or a service agent that has been pre-approved by Futura Trailers Inc. -

Design and Analysis of Modular Caliper Assembly
DESIGN AND ANALYSIS OF MODULAR CALIPER ASSEMBLY A Thesis by Nikhil Pratap Wagh Bachelor of Engineering, Shivaji University, 2000. Submitted to the College of Engineering and the faculty of the Graduate School of Wichita State University in partial fulfillment of the requirements for the degree of Master of Science December 2005 DESIGN AND ANALYSIS OF MODULAR BRAKE CALIPER ASSEMBLY I have examined the final copy of this thesis for form and content and recommend that it to be accepted in partial fulfillment of the requirements for the degree of Master of Science, with a major in Mechanical Engineering. ____________________________________ Dr. George. E. Talia, Committee Chair We have read this thesis and recommend its acceptance: ____________________________________ Dr. Behnam Bahr, Committee Member ____________________________________ Dr. Krishna Krishnan, Committee Member ii DEDICATION This work is dedicated to My Parents For supporting my vision and help me turning it into reality one day iii ACKNOWLEDGMENTS Completing this thesis although was a challenge for me, would not have endeavored without the support, inspiration, encouragements and contribution of many entities. First of all, I would like to take this opportunity to express my profound thanks to my advisor Dr. George E. Talia for his excellent support during my academic tenure at Wichita State University. I would also like to express my gratitude to Dr. Behnam Bahr and Dr. Krishna K. Krishnan for being my thesis committee members. I would like to thank all my friends for their support and wishes. Last but not least I would like to express my gratefulness to my parents who gave me constant encouragement and inspiration throughout my life to achieve my goals. -

Commercial Vehicle Inspection Manual
COMMERCIAL VEHICLE INSPECTION MANUAL Version 2.0 October 2016 COMMERCIAL VEHICLE INSPECTIONS IN ALBERTA CANADIAN MOTOR TRANSPORT ADMINISTRATORS 2014 NATIONAL SAFETY CODE STANDARD 11, PART B (Periodic Commercial Motor Vehicle Inspections – PMVI) FOR COMMERCIAL VEHICLE INSPECTIONS OF: TRUCK/TRUCK TRACTOR, LIGHT TRUCK, CONVERTER, TRAILER, SCHOOL BUS, COMMERCIAL BUS, MOTOR COACH ALBERTA TRANSPORTATION Version 2.0 Copyright This compilation and arrangement of mandatory periodic Commercial Vehicle Inspection, Vehicle Inspection Manual, has been reproduced by Alberta Transportation under agreement with the Canadian Council of Motor Transport Administrators (CCMTA). Materials contained in this publication are subject to copyright. Neither the manual nor any part thereof may be reproduced in whole or in part without prior written permission from Alberta Transportation and/or the CCMTA. INFORMATION FOR INSPECTION TECHNICIANS Thank you for participating in Alberta’s Commercial Vehicle Inspection Program. Alberta has adopted the Canadian Council of Motor Transport Administrators 2014 National Safety Code STANDARD 11, Part B (NSC11B) for the Periodic Commercial Motor Vehicle Inspections of vehicles in Alberta. The NSC11B is part of Alberta’s Commercial Vehicle Inspection manual. The usage of the NSC11B is legislated by Alberta’s Vehicle Inspection Regulation, section 22, Adoption of manuals. The purpose of the NSC11B is to establish mechanical vehicle inspection criteria for trucks, trailers, and buses. It provides a description of the vehicle inspection criteria and procedures to ensure that quality inspections are performed. The NSC11B has been adopted across Canada and harmonizes every inspection to the same criteria. The result of this harmonization is that every province recognizes other jurisdiction’s inspections on commercial vehicles. -

Worksman Mover Industrial Tricycle Owner's Manual
Worksman Mover Industrial Tricycle Owner’s Manual Worksman Trading Corp - 94-15 100th Street - Ozone Park, NY 11416 - (888) 3-WHEELER or 718 322 2000 www.worksmancycles.com Parts list M2020/26-08 Models M2020/26, M2020/26-NDB, M2020/26-CB, M2020/26-3CB M2020/26=Drum Brake Only M2020/26-NDB=Coaster Brake Only M2020/26-CB=Drum & Coaster Brake M2020/26-3CB=Drum & 3 Spd Coaster The Worksman Mover - The World’s Finest Industrial Tricycle Congratulations! You have purchased an American Made Worksman Mover Industrial Tricycle. The Mover is considered the flagship of the Worksman Business Cycle System, which is undoubtedly the finest line of industrial cycles. These durable tricycles are used around the world by leading companies and organizations to move personnel and supplies efficiently and safely in an environmentally friendly manner. Before assembly and riding, make certain to read this manual and any other literature provided thoroughly. Always follow the rules of safe riding. Always keep your Mover Tricycle in tip-top shape by replacing worn parts as needed with genuine Worksman Cycles parts. (Do not use generic bicycle parts.) With simple maintenance, your Worksman Mover Tricycle will perform reliably day after day, year after year. • This manual is intended as an assembly and maintenance guideline for a professional and qualified bicycle mechanic. Failure to have this cycle professionally assembled could result in injury or death. Worksman Mover Parts List M2020/26-06 (For the entire M2020 and M2026 Series) Frame, Fork and Related Parts -

Chassis Frame and Body
UNIT 1 Chassis Frame and Body Structure 1.1 Introduction of chassis frame 1.2 Layout of chassis and its main components 1.3 Functions of the chassis frame 1.4 Types of chassis frame 1.5 Various loads acting on the chassis frame 1.6 Different bodies used in Automobiles 1.7 Requirement of bodies for various types of vehicles. Learning Objectives After studying this unit the student will able to learn about • Requirement of chassis frame • Types of Chassis frame • Loads acting on chassis frame • Layout of chassis and its parts • Different types of automobile bodies 1.1 Introduction of Chassis Frame Chassis frame is the basic frame work of the automobile. It supports all the parts of the automobile attached to it. It is made of drop forged steel. All the parts related to automobiles are attached to it only. All the systems related to automobile like powerplant,transmission, steering, suspension, braking system etc are attached to and supported by it only. 1.2 Layout of Chassis and its main components “Chassis” a French term which means the complete Automobiles without Body and it includes all the systems like power plant, transmission, steering, suspension , wheels tyres , auto electric system etc. without body. If Body is also attached to it them it is known as the particular vehicle as per the shape and design of the body. Shackel Front Shackle Frame R e a r D u m b spring Spring Iron Engine Gear box Rear Axle Radiator Clutch Propeller Shaft Side members Horizontal P e t r o l Member Tank Fig 1.1 Chassis 90 Automobile Engineering Technician 1.3 The Functions of the Chassis frame 1. -

''Design and Modification of Vacuum Braking System”
Anbalagan . R, Jancirani .J, Venkateshwaran. N / International Journal of Engineering Research and Applications (IJERA) ISSN: 2248-9622 www.ijera.com Vol. 3, Issue 3, May-Jun 2013, pp.907-916 ‘‘Design and Modification of vacuum braking system” Anbalagan . R (*), Jancirani .J(**), Venkateshwaran. N(***) * Department of Automobile Engineering, Rajalakshmi Engineering College, Chennai – 602105. India. ** Madras Institute of Technology, Chennai-600044.India. ***Department of Mechanical Engineering, Rajalakshmi Engineering College, Chennai - 602105. India. Abstract Goto et al [2] developed the optimal braking effect Vacuum brakes are first used in place of and feel for the brake master cylinder for the heavy the air brake in railway locomotives. This vehicles. In this, braking effect was enhanced during braking system uses a vacuum pump for creating a vacuum failure condition by operating the smaller vacuum in the brake pipe. The integral bore. Thus, the vacuum failure detection and the construction of the brake cylinder uses this increase output pressure are performed vacuum reservoir for the application of brakes. mechanically. By this development, it has Nowadays most of the light vehicles are fitted contributed to the design of the optimal brake with vacuum-assisted hydraulic braking system system. where vacuum is created from the engine which Shaffer and Alexander [3] determine reduces the driver effort on foot pedal. whether the performance-based brake testing The vacuum braking system was technologies can improve the safety of the highways modified from above said reasons and the same and roadways through more effective or efficient was tested for implementation in both light and inspections of brakes of the road commercial heavy vehicles. -

Motor Vehicle Inspection Regulations
SHP-478 6/19 MISSOURI Motor Vehicle Safety Inspection Regulations Manual Department of Public Safety Missouri State Highway Patrol Driver and Vehicle Safety Division Motor Vehicle Inspection Section 1510 East Elm Street Jefferson City, MO 65101 www.mshp.dps.missouri.gov Effective Date: August 1, 2019 Please adhere to the requirements of 11 CSR-50-2.090 - Inspection Station Operational Requirements which states: "All current manuals, bulletins or other rules issued by the superintendent of the Missouri State Highway Patrol must be read and initialed by the station owner or operator and each inspector/mechanic, and must be available at all times for ready reference." MOTOR VEHICLE SAFETY INSPECTION REGULATIONS TABLE OF CONTENTS Definitions (11 CSR 50-2.010) ........................................................................................................... 1 Minimum Inspection Station Requirements (11 CSR 50-2.020) ........................................................ 2 Inspection Station Classification (11 CSR 50-2.030) ......................................................................... 4 Private Inspection Stations (11 CSR 50-2.040) .................................................................................. 5 Inspection Station Permits (11 CSR 50-2.050) ................................................................................... 5 Display of Permits, Signs and Poster (11 CSR 50-2.060) .................................................................. 6 Hours of Operation (11 CSR 50-2.070) ............................................................................................. -
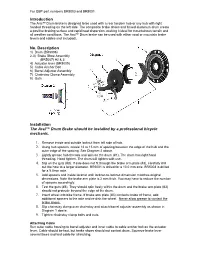
Introduction No. Description Installation the Arai™ Drum Brake
For QBP part numbers BR5003 and BR5001 Introduction The Arai™ Drum brake is designed to be used with a rear tandem hub or any hub with right handed threading on the left side. The composite brake shoes and finned aluminum drum create a positive braking surface and rapid heat dispersion, making it ideal for mountainous terrain and all weather conditions. The Arai™ Drum brake can be used with either road or mountain brake levers and cables (not included). No. Description 1) Drum (BR5006) 2-3) Brake Shoe Assembly (BR5007) #2 & 3 4) Actuator lever (BR5005) 5) Cable Anchor Bolt 6) Barrel Adjuster Assembly 7) Chainstay Clamp Assembly 8) Guts Installation The Arai™ Drum Brake should be installed by a professional bicycle mechanic. 1. Remove inside and outside locknut from left side of hub. 2. Using hub spacers, create 12 to 15 mm of spacing between the edge of the hub and the outer edge of the spacing. See Diagram 2 above. 3. Lightly grease hub threads and spin on the drum (#1). The drum has right hand threading. Hand tighten. The drum will tighten with use. 4. Slip on the guts (#8). If axle does not fit through the brake arm plate (#3), carefully drill out the hole to a larger diameter. BR5001 is drilled for a 10.0 mm axle. BR5003 is drilled for a 9.5mm axle. 5. Add spacers and inside locknut until locknut-to-locknut dimension matches original dimensions. Note the brake arm plate is 2 mm thick. You may have to reduce the number of spacers accordingly. -

Disc and Drum Brake Trouble Shooting
DISC AND DRUM BRAKE TROUBLE SHOOTING 2002 Federal-Mogul Corporation DISC AND DRUM BRAKE TROUBLE SHOOTING 1. EXCESSIVE PEDAL TRAVEL 2. GRABBING OR UNEVEN BRAKING ACTION 3. FRONT DISC BRAKES VERY SENSITIVE TO LIGHT BRAKE APPLICATION 4. EXCESSIVE PEDAL EFFORT 5. RATTLES OR BRAKE SQUEAL 6. BRAKE CHATTER, ROUGHNESS OR PULSATION 7. PREMATURE REAR WHEEL LOCK-UP UNDER HARD BRAKE APPLICATIONS 8. SCRAPING 9. DRAGGING BRAKES 10. EXCESSIVELY HOT BRAKES AND FAILURE TO RELEASE 11. BRAKE PEDAL CAN BE DEPRESSED WITHOUT BRAKING EFFECT 12. BRAKE SYSTEM WARNING LIGHT DOES NOT TURN ON 13. BRAKE SYSTEM WARNING LIGHT DOES NOT TURN OFF 2002 Federal-Mogul Corporation 1. EXCESSIVE PEDAL TRAVEL POSSIBLE PROBLEM CORRECTION Partial hydraulic system failure with dual Check front and rear system for failure and hydraulic system. repair. Fill and bleed system. Low fluid level in reservoir. Check for leak, repair, fill reservoir. Bleed system if necessary. Incorrect master cylinder push rod adjustment. Adjust push rod. Air in hydraulic system. Bleed system and refill master cylinder. Rear brake not adjusting properly. Repair self-adjusting system and adjust brakes. Bent lining pad. Recondition caliper.** Loose caliper mounting. Replace hardware on single piston caliper. Torque mounting bolts to specifications. Loose wheel bearing. Adjust to specifications. Excessive lateral run-out of rotor. Check run-out with dial indicator. Resurface or replace rotor. Weak or expanding brake hoses. Replace brake hose. Bleed system. 2. GRABBING OR UNEVEN BRAKING ACTION POSSIBLE PROBLEM CORRECTION Front end out of alignment. Check alignment. Replace worn parts. Realign front end. Incorrect tire pressure. Inflate tires to recommended pressures. -

Wear and Damage Characteristics on Friction Brakes
BPW · THE QUALITY FACTOR Wear and damage characteristics on friction brakes - Drum brake - Wear and damage characteristics on friction brakes Overview Automatic slack adjuster ECO-Master Brake cylinder Dust cover Wear indicator Brake S-cam brake camshaft Brake shoe Brake drum with lining with hub unit 2 (3900801 e) - Drum brake - Foreword The purpose of this publication is to explain wheel brakes for drumbraked commercial vehicles. It is aimed at vehicle manufacturers, haulage contractors, workshops, testing centres, drivers and, in general, anyone interested in commercial vehicles. The document serves as a guide in the assessment of possible cases of wear and damage. The objective is to provide decision aids which can be used to distinguish between normal wear and misuse of brakes. Typical wear and damage profiles to drum brakes and their components are summarised in this catalogue. The findings, causes and repercussions of each case of damage are explained in detail. Team of authors Mr. Dr. B. Meurer Mr. U. Dabringhausen Mr. R. Eskes Mr. J. Flick Mr. K.R. Lang Mr. H. Paech Mr. S. Pielen Mr. M. Pilz Mrs. J. Schrödler Mr. Dr. J. F. Franke (3900801 e) 3 Wear and damage characteristics on friction brakes Contents Introduction 5 Operation/construction 6 Comparison between disc and drum brakes 7 Inspection and maintenance Assessment of wear 8 Damage profiles and states of wear Clearance of the drum brake too small 10 Clearance of the drum brake too large 11 Low drum wear relative to lining wear 12 High drum wear relative to lining wear 13