Ropes, Rigging and Slinging Hardware
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Very Short Guide to Knotting Terminology Used on These Pages
KNOTS A very short guide to knotting terminology used on these pages. This is not an exhaustive list of knotting terms; it just contains some of the more unfamiliar words that we have used. If you wish to research the subject further, any good book on knots should have a knotting glossary. • Knot. Strictly speaking, a knot is tied in the end of a line as a stopper, such as the Thumb knot or Figure of eight knot. • Stopper knots are used to stop the end of a rope fraying, or to stop it running through a small hole or constriction. • Bend. A bend is used to tie two ropes together, as in the Sheet bend. Technically, even the Reef knot is a bend. • Hitch. A hitch is used to tie a rope to a spar, ring or post, such as the Clove hitch. Hitches can also be used to tie one rope onto another rope, as in the Rolling hitch. • Running End - the end of the rope that is being used to tie the knot. • Standing End - the static end of the rope. • Splice – A splice is used to fasten two ends of a rope together when a knot would be impracticable, as, for instance, when the rope must pass through a pulley. • Bight can have two meanings: -- The main part of the rope from the running end to the standing end -- Where the rope is bent back to form a loop. • Jam - when the knot tightens under tension and you cannot get it undone! Blackwall Hitch This is a simple half hitch over a hook. -

Knots Splices and Rope Work
The Project Gutenberg eBook, Knots, Splices and Rope Work, by A. Hyatt Verrill This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.net Title: Knots, Splices and Rope Work Author: A. Hyatt Verrill Release Date: September 21, 2004 [eBook #13510] Language: English Character set encoding: ISO-8859-1 ***START OF THE PROJECT GUTENBERG EBOOK KNOTS, SPLICES AND ROPE WORK*** E-text prepared by Paul Hollander, Ronald Holder, and the Project Gutenberg Online Distributed Proofreading Team Transcriber’s Corrected spellings Notes: ‘casualities’ to ‘casualties’ ‘Midshipmen’s hitch’ to ‘Midshipman’ s hitch’ Illustration for Timber Hitch is Fig. 38, not Fig. 32 There is no Fig. 134. KNOTS, SPLICES and ROPE WORK A PRACTICAL TREATISE Giving Complete and Simple Directions for Making All the Most Useful and Ornamental Knots in Common Use, with Chapters on Splicing, Pointing, Seizing, Serving, etc. Adapted for the Use of Travellers, Campers, Yachtsmen, Boy Scouts, and All Others Having to Use or Handle Ropes for Any Purpose. By A. HYATT VERRILL Editor Popular Science Dept., “American Boy Magazine.” SECOND REVISED EDITION Illustrated with 156 Original Cuts Showing How Each Knot, Tie or Splice is Formed and Its Appearance When Complete. CONTENTS INTRODUCTION CHAPTER I CORDAGE Kinds of Rope. Construction of Rope. Strength of Ropes. Weight of Ropes. Material Used in Making Ropes. CHAPTER II SIMPLE KNOTS AND BENDS Parts of Rope. -

The Scrapboard Guide to Knots. Part One: a Bowline and Two Hitches
http://www.angelfire.com/art/enchanter/scrapboardknots.pdf Version 2.2 The Scrapboard Guide to Knots. Apparently there are over 2,000 different knots recorded, which is obviously too many for most people to learn. What these pages will attempt to do is teach you seven major knots that should meet most of your needs. These knots are what I like to think of as “gateway knots” in that once you understand them you will also be familiar with a number of variations that will increase your options. Nine times out of ten you will find yourself using one of these knots or a variant. The best way to illustrate what I mean is to jump in and start learning some of these knots and their variations. Part One: A Bowline and Two Hitches. Round Turn and Two Half Hitches. A very simple and useful knot with a somewhat unwieldy name! The round turn with two half hitches can be used to attach a cord to post or another rope when the direction and frequency of strain is variable. The name describes exactly what it is. It can be tied when one end is under strain. If the running end passes under the turn when making the first half-hitch it becomes the Fisherman’s Bend (actually a hitch). The fisherman’s bend is used for applications such as attaching hawsers. It is a little stronger and more secure than the round turn and two half-hitches but harder to untie so do not use it unless the application really needs it. -

Knot Tying Honour Booklet
Knot Tying Honour Booklet Name: ______________________________________ Church: ______________________________________ Club: ______________________________________ Class ______________________________________ Due Date: ______________________________________ In order to successfully complete this honour, you must: 1. Satisfactorily complete this Booklet. The pass mark is 75%. The number of marks allocated for each question is given in [ ] – maximum 108 marks; and 2. Pass the Knot Tying Honour Written & Practical Exams. The pass mark is 60%. Booklet Score ________ Written Exam Score ________ Practical Exam Score ________ Honour Granted Yes No Authorized Signature EJC Honours 2013 Recreation – Knot Tying 1 1. Define the following terms: [20] a) Bight ______________________________________________ ______________________________________________ ______________________________________________ ______________________________________________ b) Running end ______________________________________________ ______________________________________________ ______________________________________________ ______________________________________________ c) Standing part ______________________________________________ ______________________________________________ ______________________________________________ ______________________________________________ d) Underhand loop ______________________________________________ ______________________________________________ ______________________________________________ ______________________________________________ -

EC700 the Use of Rope on the Farm
THE UNIVERSITY OF NEBRASKA AGRICULTURAL COLLEGE EXTENSION SERVICE December, 1922 Extension Circular 700 THE USE OF ROPE ON THE FARM By VIRGIL OVERHOLT The Ohio State University Agricultural College Extension Service At some time, almost every one has had occasion to regret his lack of knowledge about tying knots. THE USE OF ROPE ON THE FARl\1 By VIRGIL OVERHOLT Ohio State Utt1iversity VERY farmer finds many occasions for using rope. Therefore, E time spent in learning to tie a few of the simple knots, to make some common hitches, that are reliable under strain but are easy to untie, or to make a strong splice yet small enough to pass thru a common pulley, will never be r egretted. More time is frequently wasted in trying to untie a knot •than would be r equired to learn how to tie it properly. If the hay rope breaks at a critical moment, the ability to splice it may mean the saving of much time and several dollars. The correct knot will enable the grain binder to change from one ball to an other without entangling and breaking the twine. Such delays are not only a loss of valuable time, but a source of great annoyance. Animllls have been strangled to death, because they were improperly tied and even human lives often have been endanger ed by ropes insecurely fastened. This bulletin is published for the instruction of farmers and students desiring to learn a few of the practical uses to which rope is put on the farm. It is 11ot a complete hand book on rope. -

BSA Troop 119 Knot Board the Use and Advantage Or
BSA Troop 119 Knot Board The Use and Advantage or Disadvantage of each Knot Flemish Flake: A coil of rope or hose used when saving space on the deck of a boat. Line will twist when run out. Figure Eight Flake: A way to lay rope or hose that will not twist when run out. This flake uses more space on the deck of a boat. Bight and Turn: Basic components of all knots. Overhand: The simplest knot to tie. It is used to prevent the end of a rope from unraveling or as a simple stopper knot. It is susceptible to slipping when used as a stopper knot. Figure Eight: Used as a stopper knot to prevent a rope from running out of a retaining device. Not as susceptible to slipping as the Overhand Knot. Granny: A binding knot that should not be used. It is inferior to the Reef or Square Knot. Square: A binding knot used to join two ends of a single line around an object. Also used to join two lines of equal diameter together. Not secure as a bend. Spills (changes form) easily if a free end is pulled outward. Also known as the Reef Knot or Joining Knot by Boy Scouts. Thief’s: A binding knot that spills easily. Rumored to be used by sailors to tie a bag closed where it can later be checked for tampering. Crown: Used to start a Back Splice and some specialty knots such as an Acorn Basket. Back Splice: Used to prevent the end of a rope from unraveling and as a stopper knot. -

Real Knots: Knotting, Bends, Hitches and Knotcraft
Real Knots: Knotting, bends, hitches and knotcraft. knot knots knotting tie tying rope yarn hitch hitches bend scout sail climb marlinespike. Standard copyrights and disclaimer. Ropers Knots Page ( ) The knot site on real knots in rope. What are the recent changes of the Roper Site ?? 990825 Breast plates. Some fancy knots. Because you want them so much. The Web Knot index A B C D E F G H I J K L M N O P Q R S T U V W X Y Z Instruction Pages Stoppers Terminal Knots Overhand-knot, (Flemish)eight and more bends To bend two lines together. Reef-Knot, Sheet-Bend, Carrick-Bend, True-Lover's, and more Hitches To tie on an object. Timber Hitch, Constrictor, The Eight, and more.. Single Loops Bowline, Bowstring, and more... The Noose The running bowline, hangman, and more.. Frequently Asked Knots. The monkey fist, Dolly (trucker-hitch). Breast plates. Some Fancy work Links to other knot sites .At the base of realknots Books on Knots on the Web Ashley, Klutz and more Links to pages with links to Roper's pages . For finding people with the same interests.. http://www.realknots.com/knots/index.htm (1 of 3) [9/2/2004 10:23:45 PM] Real Knots: Knotting, bends, hitches and knotcraft. News in the knotting world The newsgroup rec.crafts.knots is on line. And (perhaps also thanks to your support) I am able to join this news group! On Ropers Knot Site If you like it you can subscribe to mail notification on major changes. -
TM5-725-Rigging
DEPARTMENT OF THE ARMY TECHNICAL MANUA RIGGING HEADQUARTERS, DEPARTMENT OF THE ARM *TM 5-72 I TECHNICAL MANUAL HEADQUARTERS DEPARTMENT OF THE ARMY No. 5-725 WASHINGTON, D.C., 3 October 1968 RIGGING Paragraphs CHAPTER 1. INTRODUCTION Section I. General 1-11-2 II. Fiber rope . -- - 1-3 1-8 III. Wire rope __ 1-91-14 CHAPTER 2. KNOTS, SPLICES, AND ATTACHMENTS 2-1 Section I. Knots, hitches, and lashings . 2-8 II. Splices 2-92-18 III. Attachments 2-192-25 IV. Rope ladders 2-26,2-27 CHAPTER 3. HOISTING Section I. Chains and hooks . ... - 3-1 3-5 II. Slings 3-63-11 III. Mechanical advantage , 3-12,3-13 IV. Methods 3-143-16 CHAPTER 4. ANCHORAGES AND GUYLINES Section I. Anchors 4-1 4-5 II. Guylines -- 4-64-10 CHAPTER 5. LIFTING AND MOVING LOADS Section I. Lifting equipment - 5-1 5-6 II. Skids, rollers, and jacks .. 5-7 5-10 CHAPTER 6, LADDERS AND SCAFFOLDING Section I. Ladders 6-1 6-3 II. Scaffolding . .. 6-4 6-6 APPENDIX A. REFERENCES - B. TABLES OF USEFUL INFORMATION INDEX . .. O Q oit. f-: a. CHAPTER 1 INTRODUCTION Section I. GENERAL 1-1. Purpose and Scope b. The material contained herein is applies a. This manual is a guide and basic reference ble to both nuclear and nonnuclear warfare. for personnel whose duties require the use of 1-2. Changes rigging. It is intended for use in training and Users of this manual are encouraged to subm: as a handbook for field operations. It covers recommended changes or comments to the types of rigging and the application of impro\ this manual. -

Boy Scout Handbook 1911
9/15/2009 Boy Scout Handbook 1911 The Project Gutenberg EBook of Boy Scouts Handbook, by Boy Scouts of America This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.net Title: Boy Scouts Handbook The First Edition, 1911 Author: Boy Scouts of America Release Date: August 1, 2009 [EBook #29558] Language: English Character set encoding: ISO-8859-1 *** START OF THIS PROJECT GUTENBERG EBOOK BOY SCOUTS HANDBOOK *** Produced by Don Kostuch Transcriber's note: Page numbers are enclosed in curly braces, e.g. {99}. They are located where page breaks occurred in the original book. Paragraphs are not broken. When a paragraph flows around illustrations the "next" page immediately preceding or following the illustrations jumps to account for the pages occupied by the illustrations. The location of the paragraph following the illustration group is indicated as {52 continued}. The material following {10}, up to the next {}, is on page 10, even if the next page number is not 11. Horizontal lines indicate the boundaries of segments such as advertisements or complex diagrams. BOY SCOUTS HANDBOOK The First Edition, 1911 BOY SCOUTS OF AMERICA C:/Users/Al/AppData/…/29558-h.htm 1/332 9/15/2009 Boy Scout Handbook 1911 New York Salesrooms 103 Fifth Avenue Red Bank. N. J. Each part of the uniform is stamped with the official seal of the Boy Scouts of America. -

EC700 the Use of Rope on the Farm
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Historical Materials from University of Nebraska-Lincoln Extension Extension 12-1922 EC700 The use of Rope on the Farm Virgil Overholt Follow this and additional works at: https://digitalcommons.unl.edu/extensionhist Overholt, Virgil, "EC700 The use of Rope on the Farm" (1922). Historical Materials from University of Nebraska-Lincoln Extension. 2183. https://digitalcommons.unl.edu/extensionhist/2183 This Article is brought to you for free and open access by the Extension at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Historical Materials from University of Nebraska-Lincoln Extension by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. THE UNIVERSITY OF NEBRASKA AGRICULTURAL COLLEGE EXTENSION SERVICE December, 1922 Extension Circular 700 THE USE OF ROPE ON THE FARM By VIRGIL OVERHOLT The Ohio State University Agricultural College Extension Service At some time, almost every one has had occasion to regret his lack of knowledge about tying knots. THE USE OF ROPE ON THE FARl\1 By VIRGIL OVERHOLT Ohio State Utt1iversity VERY farmer finds many occasions for using rope. Therefore, E time spent in learning to tie a few of the simple knots, to make some common hitches, that are reliable under strain but are easy to untie, or to make a strong splice yet small enough to pass thru a common pulley, will never be r egretted. More time is frequently wasted in trying to untie a knot •than would be r equired to learn how to tie it properly. If the hay rope breaks at a critical moment, the ability to splice it may mean the saving of much time and several dollars. -
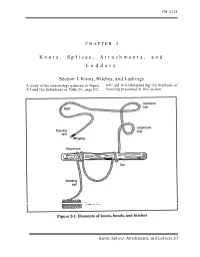
Knots, Splices, Attachments, and Ladders Section I. Knots, Hitches
FM 5-125 CHAPTER 2 Knots, Splices, Attachments, and Ladders Section I. Knots, Hitches, and Lashings A study of the terminology pictured in Figure will aid in understanding the methods of 2-1 and the definitions in Table 2-1, page 2-2, knotting presented in this section. Knots, Splices, Attachments, and Ladders 2-1 FM 5-125 The raw, cut end of a rope has a tendency to the size of the rope. The whipped end of a untwist and should always be knotted or fas- rope will still thread through blocks or tened in some manner to prevent this other openings. Before cutting a rope, place untwisting. Whipping is one method of fas- two whippings on the rope 1 or 2 inches tening the end of the rope to prevent apart and make the cut between the whip- untwisting (see Figure 2-2). A rope is pings (see Figure 2-2). This will prevent the whipped by wrapping the end tightly with a cut ends from untwisting immediately small cord. This method is particularly satis- after they are cut. factory because there is very little increase in KNOTS A knot is an interlacement of the parts used as a stopper to prevent a rope from of one or more flexible bodies, such as cord- passing through an opening. age rope, forming a lump. It is also any tie or A good knot must be easy to tie, must hold fastening formed with a rope, including without slipping, and must be easy to bends, hitches, and splices. A knot is often untie. -
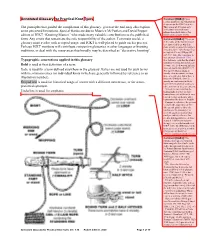
A Glossary for Knot Tyers
Annotated Glossary for Practical Knot Tyers Comment [RGB1]: Most readers should use the Glossary as it appears on the IGKT web site. The principles that guided the compilation of this glossary, given at the end, may also explain This commented version may assist those who seek more some perceived limitations. Special thanks are due to Maurice McPartlan and David Pepper: information about sources for editors of IGKT “Knotting Matters” who made many valuable contributions to the published information collated herein. form. Any errors that remain are the sole responsibility of the author. To remain useful, a Comment [RGB2]: Tyers (as glossary must evolve with accepted usage, and IGKT is well-placed to guide such a process. in the name of the Guild) is used here instead of tiers, which is Perhaps IGKT members will contribute companion glossaries in other languages or knotting more widely accepted and correct traditions, or deal with the many areas that broadly may be described as “decorative knotting”. according to the rules for spelling in English (Peters 1995 pp 222- --------------------------------------------------------------------------- 223, 359, 822). The word now tie was once tye (Emerson 1754). Typographic conventions applied in this glossary Des Pawson recalls that the IGKT founding meeting decided on tyer Bold is used at first definition of a term. because “tier deck was an inferior place on board ship (KM 15, 6-7; Italic is used for a term defined elsewhere in the glossary. Italics are not used for such terms Nares p 83). But meaning is within common names for individual knots (which are generally followed by reference to an usually clear in context: in ships there is a cable-tier, but is there a illustration number).