Specification for Welding Shielding Gases
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Disability Classification System
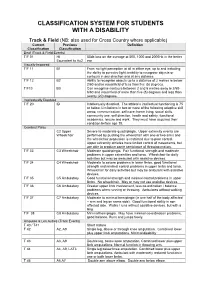
CLASSIFICATION SYSTEM FOR STUDENTS WITH A DISABILITY Track & Field (NB: also used for Cross Country where applicable) Current Previous Definition Classification Classification Deaf (Track & Field Events) T/F 01 HI 55db loss on the average at 500, 1000 and 2000Hz in the better Equivalent to Au2 ear Visually Impaired T/F 11 B1 From no light perception at all in either eye, up to and including the ability to perceive light; inability to recognise objects or contours in any direction and at any distance. T/F 12 B2 Ability to recognise objects up to a distance of 2 metres ie below 2/60 and/or visual field of less than five (5) degrees. T/F13 B3 Can recognise contours between 2 and 6 metres away ie 2/60- 6/60 and visual field of more than five (5) degrees and less than twenty (20) degrees. Intellectually Disabled T/F 20 ID Intellectually disabled. The athlete’s intellectual functioning is 75 or below. Limitations in two or more of the following adaptive skill areas; communication, self-care; home living, social skills, community use, self direction, health and safety, functional academics, leisure and work. They must have acquired their condition before age 18. Cerebral Palsy C2 Upper Severe to moderate quadriplegia. Upper extremity events are Wheelchair performed by pushing the wheelchair with one or two arms and the wheelchair propulsion is restricted due to poor control. Upper extremity athletes have limited control of movements, but are able to produce some semblance of throwing motion. T/F 33 C3 Wheelchair Moderate quadriplegia. Fair functional strength and moderate problems in upper extremities and torso. -

MTI Friction Welding Technology Brochure
Friction Welding Manufacturing Technology, Inc. All of us at MTI… would like to extend our thanks for your interest in our company. Manufacturing Technology, Inc. has been a leading manufacturer of inertia, direct drive and hybrid friction welders since 1976. We hope that the following pages will further spark your interest by detailing a number of our products, services and capabilities. We at MTI share a common goal…to help you solve your manufacturing problems in the most Table of Contents efficient way possible. Combining friction welding Introduction to Friction Welding 2 with custom designed automation, we have Advantages of MTI’s Process 3 demonstrated dramatic savings in labor and Inertia Friction Welding 4 material with no sacrifice to quality. Contact us Direct Drive & Hybrid Friction Welding 5 today to find out what we can do for you. Machine Monitors & Controllers 6 Safety Features 7 Flash Removal 7 MTI Welding Services 8 Weldable Combinations 9 Applications Aircraft/Aerospace 10 Oil Field Pieces 14 Military 16 Bimetallic & Special 20 Agricultural & Trucking 22 Automotive 28 General 38 Special Welders & Automated Machines 46 Machine Models & Capabilities 48 Friction Welding 4 What It Is Friction welding is a solid-state joining process that produces coalescence in materials, using the heat developed between surfaces through a combination of mechanically induced rubbing motion and Information applied load. The resulting joint is of forged quality. Under normal conditions, the faying surfaces do not melt. Filler metal, flux and shielding gas are not required with this process. Dissimilar Materials Even metal combinations not normally considered compatible can be joined by friction welding, such as aluminum to steel, copper to aluminum, titanium to copper and nickel alloys to steel. -
Ifds Functional Classification System & Procedures
IFDS FUNCTIONAL CLASSIFICATION SYSTEM & PROCEDURES MANUAL 2009 - 2012 Effective – 1 January 2009 Originally Published – March 2009 IFDS, C/o ISAF UK Ltd, Ariadne House, Town Quay, Southampton, Hampshire, SO14 2AQ, GREAT BRITAIN Tel. +44 2380 635111 Fax. +44 2380 635789 Email: [email protected] Web: www.sailing.org/disabled 1 Contents Page Introduction 5 Part A – Functional Classification System Rules for Sailors A1 General Overview and Sailor Evaluation 6 A1.1 Purpose 6 A1.2 Sailing Functions 6 A1.3 Ranking of Functional Limitations 6 A1.4 Eligibility for Competition 6 A1.5 Minimum Disability 7 A2 IFDS Class and Status 8 A2.1 Class 8 A2.2 Class Status 8 A2.3 Master List 10 A3 Classification Procedure 10 A3.0 Classification Administration Fee 10 A3.1 Personal Assistive Devices 10 A3.2 Medical Documentation 11 A3.3 Sailors’ Responsibility for Classification Evaluation 11 A3.4 Sailor Presentation for Classification Evaluation 12 A3.5 Method of Assessment 12 A3.6 Deciding the Class 14 A4 Failure to attend/Non Co-operation/Misrepresentation 16 A4.1 Sailor Failure to Attend Evaluation 16 A4.2 Non Co-operation during Evaluation 16 A4.3 International Misrepresentation of Skills and/or Abilities 17 A4.4 Consequences for Sailor Support Personnel 18 A4.5 Consequences for Teams 18 A5 Specific Rules for Boat Classes 18 A5.1 Paralympic Boat Classes 18 A5.2 Non-Paralympic Boat Classes 19 Part B – Protest and Appeals B1 Protest 20 B1.1 General Principles 20 B1.2 Class Status and Protest Opportunities 21 B1.3 Parties who may submit a Classification Protest -

Guidelines for the Welded Fabrication of Nickel-Containing Stainless Steels for Corrosion Resistant Services
NiDl Nickel Development Institute Guidelines for the welded fabrication of nickel-containing stainless steels for corrosion resistant services A Nickel Development Institute Reference Book, Series No 11 007 Table of Contents Introduction ........................................................................................................ i PART I – For the welder ...................................................................................... 1 Physical properties of austenitic steels .......................................................... 2 Factors affecting corrosion resistance of stainless steel welds ....................... 2 Full penetration welds .............................................................................. 2 Seal welding crevices .............................................................................. 2 Embedded iron ........................................................................................ 2 Avoid surface oxides from welding ........................................................... 3 Other welding related defects ................................................................... 3 Welding qualifications ................................................................................... 3 Welder training ............................................................................................. 4 Preparation for welding ................................................................................. 4 Cutting and joint preparation ................................................................... -

Welding and Joining Guidelines
Welding and Joining Guidelines The HASTELLOY® and HAYNES® alloys are known for their good weldability, which is defined as the ability of a material to be welded and to perform satisfactorily in the imposed service environment. The service performance of the welded component should be given the utmost importance when determining a suitable weld process or procedure. If proper welding techniques and procedures are followed, high-quality welds can be produced with conventional arc welding processes. However, please be aware of the proper techniques for welding these types of alloys and the differences compared to the more common carbon and stainless steels. The following information should provide a basis for properly welding the HASTELLOY® and HAYNES® alloys. For further information, please consult the references listed throughout each section. It is also important to review any alloy- specific welding considerations prior to determining a suitable welding procedure. The most common welding processes used to weld the HASTELLOY® and HAYNES® alloys are the gas tungsten arc welding (GTAW / “TIG”), gas metal arc welding (GMAW / “MIG”), and shielded metal arc welding (SMAW / “Stick”) processes. In addition to these common arc welding processes, other welding processes such plasma arc welding (PAW), resistance spot welding (RSW), laser beam welding (LBW), and electron beam welding (EBW) are used. Submerged arc welding (SAW) is generally discouraged as this process is characterized by high heat input to the base metal, which promotes distortion, hot cracking, and precipitation of secondary phases that can be detrimental to material properties and performance. The introduction of flux elements to the weld also makes it difficult to achieve a proper chemical composition in the weld deposit. -

Recursive Syntactic Pattern Learning by Songbirds
Recursive syntactic pattern learning by songbirds Timothy Q. Gentner, Kimberly M. Fenn, Daniel Margoliash, and Howard C. Nusbaum Supplementary Information Table S1 provides an overview of all the training and testing conditions. Condition Stimulus 1 Baseline Training A2B2 and (AB)2, n=2 2 Transfer 1 Novel A2B2 and (AB)2, n=2 3 Probe Test 1 Familiar A2B2 and (AB)2, n=2 (80% of trials) Novel A2B2 and (AB)2, n=2 (10% of trials) Agrammatical AAAA, BBBB, ABBA, BAAB (10% of trials) 4 Probe Test 2 Familiar A2B2 and (AB)2, n=2 (80% of trials) Novel AnBn and (AB)n, n=3, 4 (20% of trials) 5 Probe Test 3 Familiar A2B2 and (AB)2, n=2 (80% of trials) A*B* (10% of trials) Novel AnBn and (AB)n, n=2,3,4 (10% of trials) Table S1. Overview of the training and testing conditions in order to which subjects were exposed. Stimuli marked with (*) comprised speech syllables instead of starling song motifs. Probe tests with novel A2B2 and (AB)2 stimuli Because the novel transfer stimuli were reinforced with the same response contingencies used in the initial training, the animals’ behaviour was changing (i.e. they were learning) as we measured generalization. To examine generalization without contingent reinforcement and thus without additional learning, we tested subjects using a “probe” procedure. The reinforcement regimen during probe sessions allowed us to measure generalization from the classes defined by the familiar CFG and FSG stimuli to novel stimuli without any direct effects of differential reinforcement learning on the latter (see Additional Methods). -

Laser Beams a Novel Tool for Welding: a Review
IOSR Journal of Applied Physics (IOSR-JAP) e-ISSN: 2278-4861.Volume 8, Issue 6 Ver. III (Nov. - Dec. 2016), PP 08-26 www.iosrjournals.org Laser Beams A Novel Tool for Welding: A Review A Jayanthia,B, Kvenkataramananc, Ksuresh Kumard Aresearch Scholar, SCSVMV University, Kanchipuram, India Bdepartment Of Physics, Jeppiaar Institute Of Technology, Chennai, India Cdepartment Of Physics, SCSVMV University, Kanchipuram, India Ddepartment Of Physics, P.T. Lee CNCET, Kanchipuram, India Abstract: Welding is an important joining process of industrial fabrication and manufacturing. This review article briefs the materials processing and welding by laser beam with its special characteristics nature. Laser augmented welding process offers main atvantages such as autogenous welding, welding of high thickness, dissimilar welding, hybrid laser welding, optical fibre delivery, remote laser welding, eco-friendly, variety of sources and their wide range of applications are highlighted. Significance of Nd: YAG laser welding and pulsed wave over continuous wave pattern on laser material processesare discussed. Influence of operating parameter of the laser beam for the welding process are briefed including optical fibre delivery and shielding gas during laser welding. Some insight gained in the study of optimization techniques of laser welding parameters to achieve good weld bead geometry and mechanical properties. Significance of laser welding on stainless steels and other materials such as Aluminium, Titanium, Magnesium, copper, etc…are discussed. I. INTRODUCTION Welding is the principal industrial process used for joining metals. As materials continue to be highly engineered in terms of metallic and metallurgical continuity, structural integrity and microstructure, hence, welding processes will become more important and more prominent. -

Cam Switches
Cam switches 10 Cam operated switches 11 General characteristics 12 Reference system 13 Technical data 14 Dimensions 18 Auxiliary contacts 19 Mounting possibilities 20 Mounting schemes 22 Special mountings 25 Accessories 31 Enclosures 32 Standard electrical schemes 46 Special diagrams 48 Main switches with undervoltage release 50 Discrepancy switches Cam switches Cam operated switches A5 cam operated switches have General characteristics been designed to operate as switch-disconnectors, main • Permits any electrical diagrams oxidation of their ferrous switches, load break switches, and makes the number of components. changeover switches, motor possible diagrams limitless. • High number of mechanical control switches,… • Abrupt breaking mechanism operations. with 30, 45, 60 o 90° positions, • According to RoHS standard. According to Standards according to diagram and requirements. • IEC 60947-3 • Contact decks made of self- • UL 508 extinguishing polyester reinforced with glass fi ber. • Silver alloy low resistance contacts with high arcing and welding characteristics. • Connection with protected cable clamps until 125A. • Electrolytic treatment against 10 low voltage electrical material Serie A5 low voltage electrical material General characteristics Simple "click" front plate fi xing Front plate designed for Internal and easy fi xing by simple push-in on the external links mounting plate Factory assembled links. Insulated external links protect against direct contact on live parts Metalic shaft Marking Optimal mechanical eff ort transmission -

Classified Activities
Federal Accounting Standards Advisory Board CLASSIFIED ACTIVITIES Statement of Federal Financial Accounting Standards Exposure Draft Written comments are requested by March 16, 2018 December 14, 2017 THE FEDERAL ACCOUNTING STANDARDS ADVISORY BOARD The Secretary of the Treasury, the Director of the Office of Management and Budget (OMB), and the Comptroller General of the United States established the Federal Accounting Standards Advisory Board (FASAB or “the Board”) in October 1990. FASAB is responsible for promulgating accounting standards for the United States government. These standards are recognized as generally accepted accounting principles (GAAP) for the federal government. Accounting standards are typically formulated initially as a proposal after considering the financial and budgetary information needs of citizens (including the news media, state and local legislators, analysts from private firms, academe, and elsewhere), Congress, federal executives, federal program managers, and other users of federal financial information. FASAB publishes the proposed standards in an exposure draft for public comment. In some cases, FASAB publishes a discussion memorandum, invitation for comment, or preliminary views document on a specific topic before an exposure draft. A public hearing is sometimes held to receive oral comments in addition to written comments. The Board considers comments and decides whether to adopt the proposed standards with or without modification. After review by the three officials who sponsor FASAB, the Board publishes adopted standards in a Statement of Federal Financial Accounting Standards. The Board follows a similar process for Statements of Federal Financial Accounting Concepts, which guide the Board in developing accounting standards and formulating the framework for federal accounting and reporting. -

The Prescribed Diseases
Industrial Injuries Benefit Handbook 2 for Healthcare Professionals The Prescribed Diseases MED-IIBHB~002 7th November 2016 INDUSTRIAL INJURIES BENEFIT HANDBOOK 2 FOR HEALTHCARE PROFESSIONALS THE PRESCRIBED DISEASES Foreword This handbook has been produced as part of a training programme for Healthcare Professionals (HCPs) who conduct assessments for the Centre for Health and Disability Assessments on behalf of the Department for Work and Pensions. All HCPs undertaking assessments must be registered practitioners who in addition, have undergone training in disability assessment medicine and specific training in the relevant benefit areas. The training includes theory training in a classroom setting, supervised practical training, and a demonstration of understanding as assessed by quality audit. This handbook must be read with the understanding that, as experienced practitioners, the HCPs will have detailed knowledge of the principles and practice of relevant diagnostic techniques and therefore such information is not contained in this training module. In addition, the handbook is not a stand-alone document, and forms only a part of the training and written documentation that the HCP receives. As disability assessment is a practical occupation, much of the guidance also involves verbal information and coaching. Thus, although the handbook may be of interest to non-medical readers, it must be remembered that some of the information may not be readily understood without background medical knowledge and an awareness of the other training -

Cryptanalysis of Boyen's Attribute-Based Encryption Scheme
Cryptanalysis of Boyen’s Attribute-Based Encryption Scheme in TCC 2013 Shweta Agrawal1, Rajarshi Biswas1, Ryo Nishimaki2, Keita Xagawa2, Xiang Xie3, and Shota Yamada4 1 IIT Madras, Chennai, India [email protected], [email protected] 2 NTT Secure Platform Laboratories, Tokyo, Japan [ryo.nishimaki.zk,keita.xagawa.zv]@hco.ntt.co.jp 3 Shanghai Key Laboratory of Privacy-Preserving Computation, China [email protected] 4 National Institute of Advanced Industrial Science and Technology (AIST), Tokyo [email protected] Abstract. In TCC 2013, Boyen suggested the first lattice based con- struction of attribute based encryption (ABE) for the circuit class NC1. Unfortunately, soon after, a flaw was found in the security proof of the scheme. However, it remained unclear whether the scheme is actually insecure, and if so, whether it can be repaired. Meanwhile, the construc- tion has been heavily cited and continues to be extensively studied due to its technical novelty. In particular, this is the first lattice based ABE which uses linear secret sharing schemes (LSSS) as a crucial tool to en- force access control. In this work, we show that the scheme is in fact insecure. To do so, we provide a polynomial-time attack that completely breaks the security of the scheme. We suggest a route to fix the security of the scheme, via the notion of admissible linear secret sharing schemes (LSSS) and instantiate these for the class of DNFs. Subsequent to our work, Datta, Komargodski and Waters (Eurocrypt 2021) provided a construction of admissible LSSS for NC1 and resurrected Boyen’s claimed result. -

Surgical and Non-Surgical Management Strategies for Lateral Epicondylitis
J Orthop Spine Trauma. 2021 March; 7(1): 1-7. DOI: http://dx.doi.org/10.18502/jost.v7i1.5958 Review Article Surgical and Non-Surgical Management Strategies for Lateral Epicondylitis Meisam Jafari Kafiabadi 1, Amir Sabaghzadeh1, Farsad Biglari2, Amin Karami3, Mehrdad Sadighi 1,*, Adel Ebrahimpour4 1 Assistant Professor, Department of Orthopedic Surgery, Shohada Tajrish Hospital, Shahid Beheshti University of Medical Sciences, Tehran, Iran 2 Orthopedic Surgeon, Department of Orthopedic Surgery, Shohada Tajrish Hospital, Shahid Beheshti University of Medical Sciences, Tehran, Iran 3 Resident, Department of Orthopedic Surgery, Shohada Tajrish Hospital, Shahid Beheshti University of Medical Sciences, Tehran, Iran 4 Professor, Department of Orthopedic Surgery, Shohada Tajrish Hospital, Shahid Beheshti University of Medical Sciences, Tehran, Iran *Corresponding author: Mehrdad Sadighi; Department of Orthopedic Surgery, Shohada Tajrish Hospital, Shahid Beheshti University of Medical Sciences, Tehran, Iran. Tel: +98-9125754616, Email: [email protected] Received: 14 September 2020; Revised: 01 December 2020; Accepted: 12 January 2021 Abstract Lateral epicondylitis (LE) is one of the major causes of elbow pain. Despite being a self-limiting condition, its high incidence can cause a significant socioeconomic burden. Many treatment modalities have been proposed for the treatment, but the optimal strategy is still unknown. In this article, we discuss surgical and non-surgical strategies for the treatment of LE and address the research gaps. Keywords: Exercise Therapy; Lateral Epicondylitis; Tennis Elbow; Treatment Citation: Jafari Kafiabadi M, Sabaghzadeh A, Biglari F, Karami A, Sadighi M, Ebrahimpour A. Surgical and Non-Surgical Management Strategies for Lateral Epicondylitis. J Orthop Spine Trauma 2021; 7(1): 1-7. Background I-A.