Towards Autonomous Multi-Robot Mobile Deposition for Construction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

8. Robotic Systems Architectures and Programming
187 8. RoboticRobotic Systems Architectures and Programming Syste David Kortenkamp, Reid Simmons 8.1 Overview.............................................. 187 Robot software systems tend to be complex. This 8.1.1 Special Needs complexity is due, in large part, to the need to con- of Robot Architectures .................. 188 trol diverse sensors and actuators in real time, in 8.1.2 Modularity and Hierarchy.............. 188 the face of significant uncertainty and noise. Robot 8.1.3 Software Development Tools.......... 188 systems must work to achieve tasks while moni- toring for, and reacting to, unexpected situations. 8.2 History ................................................ 189 Doing all this concurrently and asynchronously 8.2.1 Subsumption ............................... 189 adds immensely to system complexity. 8.2.2 Layered Robot Control Architectures 190 The use of a well-conceived architecture, 8.3 Architectural Components ..................... 193 together with programming tools that support 8.3.1 Connecting Components................ 193 the architecture, can often help to manage that 8.3.2 Behavioral Control........................ 195 complexity. Currently, there is no single archi- 8.3.3 Executive .................................... 196 tecture that is best for all applications – different 8.3.4 Planning ..................................... 199 architectures have different advantages and dis- 8.4 Case Study – GRACE ............................... 200 advantages. It is important to understand those strengths and weaknesses when choosing an 8.5 The Art of Robot Architectures ............... 202 architectural approach for a given application. 8.6 Conclusions and Further Reading ........... 203 This chapter presents various approaches to architecting robotic systems. It starts by defining References .................................................. 204 terms and setting the context, including a recount- ing of the historical developments in the area of robot architectures. -

National Robotics Initiative (NRI)(Nsf11553)
This document has been archived and replaced by NSF 12-607. National Robotics Initiative (NRI) The realization of co-robots acting in direct support of individuals and groups PROGRAM SOLICITATION NSF 11-553 National Science Foundation Directorate for Computer & Information Science & Engineering Division of Information & Intelligent Systems Directorate for Social, Behavioral & Economic Sciences Directorate for Engineering Directorate for Education & Human Resources National Institutes of Health National Institute of Neurological Disorders and Stroke National Institute on Aging National Institute of Biomedical Imaging and Bioengineering National Center for Research Resources Eunice Kennedy Shriver National Institute of Child Health and Human Development National Institute of Nursing Research U.S. Dept. of Agriculture National Institute of Food and Agriculture National Aeronautics and Space Administration Directorate for Education and Human Resources, Game Changing Technology Division Letter of Intent Due Date(s) (required) (due by 5 p.m. proposer's local time): October 01, 2011 October 1, Annually Thereafter Small Proposals December 15, 2011 December 15, Annually Thereafter Group Large Proposals Full Proposal Deadline(s) (due by 5 p.m. proposer's local time): November 03, 2011 November 3, Annually Thereafter Small Proposals January 18, 2012 January 18, Annually Thereafter Group Large Proposals IMPORTANT INFORMATION AND REVISION NOTES Public Briefings: One or more collaborative webinar briefings with question and answer functionality will -
Multiprocess Communication and Control Software for Humanoid Robots Neil T
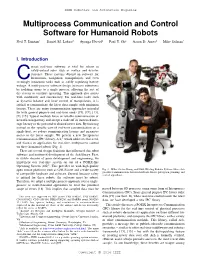
IEEE Robotics and Automation Magazine Multiprocess Communication and Control Software for Humanoid Robots Neil T. Dantam∗ Daniel M. Lofaroy Ayonga Hereidx Paul Y. Ohz Aaron D. Amesx Mike Stilman∗ I. Introduction orrect real-time software is vital for robots in safety-critical roles such as service and disaster response. These systems depend on software for Clocomotion, navigation, manipulation, and even seemingly innocuous tasks such as safely regulating battery voltage. A multi-process software design increases robustness by isolating errors to a single process, allowing the rest of the system to continue operating. This approach also assists with modularity and concurrency. For real-time tasks such as dynamic balance and force control of manipulators, it is critical to communicate the latest data sample with minimum latency. There are many communication approaches intended for both general purpose and real-time needs [19], [17], [13], [9], [15]. Typical methods focus on reliable communication or network-transparency and accept a trade-off of increased mes- sage latency or the potential to discard newer data. By focusing instead on the specific case of real-time communication on a single host, we reduce communication latency and guarantee access to the latest sample. We present a new Interprocess Communication (IPC) library, Ach,1 which addresses this need, and discuss its application for real-time, multiprocess control on three humanoid robots (Fig. 1). There are several design decisions that influenced this robot software and motivated development of the Ach library. First, to utilize decades of prior development and engineering, we implement our real-time system on top of a POSIX-like Operating System (OS)2. -

Applying Machine Learning to Robotics WHITEPAPER
WHITEPAPER Credit: Pixabay Applying Machine Learning to Robotics TABLE OF CONTENTS MACHINE LEARNING - TOP MARKS FOR POTENTIAL MACHINE LEARNING SOLVES BUSINESS PROBLEMS CURRENT TECHNOLOGIES AND SUPPLIERS MACHINE LEARNING IN ROBOTICS: EXAMPLE 1 MACHINE LEARNING IN ROBOTICS: EXAMPLE 2 MACHINE LEARNING IN ROBOTICS: EXAMPLE 3 NEXT-GENERATION INDUSTRY WILL RELY ON MACHINE LEARNING roboticsbusinessreview.com 2 APPLYING MACHINE LEARNING TO ROBOTICS Advances in artificial intelligence are making robots smarter at pick-and- place operations, drones more autonomous, and the Industrial Internet of Things more connected. Where else could machine learning help? By Andrew Williams A growing number of businesses worldwide are waking up to the potentially transformative capabilities of machine learning - particularly when applied to robotics systems in the workplace. In recent years, the capacity of machine learning to improve efficiency in fields as diverse as manufacturing assembly, pick-and-place operations, quality control and drone systems has also gathered a great deal of momentum. Knowing that machine learning is improving also heightens awareness of great strides being made in artificial intelligence (AI), to the extent that the two technologies are often viewed interchangeably. Major recent advances in topics such as logic and data analytics, algorithm development, and predictive analytics are also driving AI’s growth. In this report, we’ll review the latest cutting-edge machine learning research and development around the globe, and explore some emerging applications in the field of robotics. MACHINE LEARNING - TOP MARKS FOR POTENTIAL A September 2017 report by Research and Markets predicts the global machine learning market will grow from $1.4 billion in 2017 to $8.81 billion by 2022, with a compound annual growth rate of 44.1%. -

ARCS-Assisted Teaching Robots Based on Anticipatory Computing and Emotional Big Data for Improving Sustainable Learning Efficiency and Motivation
sustainability Article ARCS-Assisted Teaching Robots Based on Anticipatory Computing and Emotional Big Data for Improving Sustainable Learning Efficiency and Motivation Yi-Zeng Hsieh 1,2,3 , Shih-Syun Lin 4,* , Yu-Cin Luo 1, Yu-Lin Jeng 5 , Shih-Wei Tan 1,*, Chao-Rong Chen 6 and Pei-Ying Chiang 7 1 Department of Electrical Engineering, National Taiwan Ocean University, Keelung City 202, Taiwan; [email protected] (Y.-Z.H.); [email protected] (Y.-C.L.) 2 Institute of Food Safety and Risk Management, National Taiwan Ocean University, Keelung City 202, Taiwan 3 Center of Excellence for Ocean Engineering, National Taiwan Ocean University, Keelung City 202, Taiwan 4 Department of Computer Science and Engineering, National Taiwan Ocean University, Keelung City 202, Taiwan 5 Department of Information Management, Southern Taiwan University of Science and Technology, Tainan 710, Taiwan; [email protected] 6 Department of Electrical Engineering, National Taipei University of Technology, Taipei 106, Taiwan; [email protected] 7 Department of Computer Science and Information Engineering, National Taipei University of Technology, Taipei 106, Taiwan; [email protected] * Correspondence: [email protected] (S.-S.L.); [email protected] (S.-W.T.) Received: 3 March 2020; Accepted: 17 June 2020; Published: 12 July 2020 Abstract: Under the vigorous development of global anticipatory computing in recent years, there have been numerous applications of artificial intelligence (AI) in people’s daily lives. Learning analytics of big data can assist students, teachers, and school administrators to gain new knowledge and estimate learning information; in turn, the enhanced education contributes to the rapid development of science and technology. -
Design of a Canine Inspired Quadruped Robot As a Platform for Synthetic Neural Network Control
Portland State University PDXScholar Dissertations and Theses Dissertations and Theses Spring 7-15-2019 Design of a Canine Inspired Quadruped Robot as a Platform for Synthetic Neural Network Control Cody Warren Scharzenberger Portland State University Follow this and additional works at: https://pdxscholar.library.pdx.edu/open_access_etds Part of the Mechanical Engineering Commons, and the Robotics Commons Let us know how access to this document benefits ou.y Recommended Citation Scharzenberger, Cody Warren, "Design of a Canine Inspired Quadruped Robot as a Platform for Synthetic Neural Network Control" (2019). Dissertations and Theses. Paper 5135. https://doi.org/10.15760/etd.7014 This Thesis is brought to you for free and open access. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of PDXScholar. Please contact us if we can make this document more accessible: [email protected]. Design of a Canine Inspired Quadruped Robot as a Platform for Synthetic Neural Network Control by Cody Warren Scharzenberger A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering Thesis Committee: Alexander Hunt, Chair David Turcic Sung Yi Portland State University 2019 Abstract Legged locomotion is a feat ubiquitous throughout the animal kingdom, but modern robots still fall far short of similar achievements. This paper presents the design of a canine-inspired quadruped robot named DoggyDeux as a platform for synthetic neural network (SNN) research that may be one avenue for robots to attain animal-like agility and adaptability. DoggyDeux features a fully 3D printed frame, 24 braided pneumatic actuators (BPAs) that drive four 3-DOF limbs in antagonistic extensor-flexor pairs, and an electrical system that allows it to respond to commands from a SNN comprised of central pattern generators (CPGs). -

CPS Platform Approach to Industrial Robots
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by AIS Electronic Library (AISeL) Association for Information Systems AIS Electronic Library (AISeL) Pacific Asia Conference on Information Systems PACIS 2015 Proceedings (PACIS) 2015 CPS Platform Approach to Industrial Robots: State of the Practice, Potentials, Future Research Directions Martin Mikusz University of Stuttgart, [email protected] Akos Csiszar University of Stuttgart, [email protected] Follow this and additional works at: http://aisel.aisnet.org/pacis2015 Recommended Citation Mikusz, Martin and Csiszar, Akos, "CPS Platform Approach to Industrial Robots: State of the Practice, Potentials, Future Research Directions" (2015). PACIS 2015 Proceedings. 176. http://aisel.aisnet.org/pacis2015/176 This material is brought to you by the Pacific Asia Conference on Information Systems (PACIS) at AIS Electronic Library (AISeL). It has been accepted for inclusion in PACIS 2015 Proceedings by an authorized administrator of AIS Electronic Library (AISeL). For more information, please contact [email protected]. CPS PLATFORM APPROACH TO INDUSTRIAL ROBOTS: STATE OF THE PRACTICE, POTENTIALS, FUTURE RESEARCH DIRECTIONS Martin Mikusz, Graduate School of Excellence for advanced Manufacturing Engineering, GSaME, University of Stuttgart, Germany, [email protected] Akos Csiszar, Graduate School of Excellence for advanced Manufacturing Engineering, GSaME, University of Stuttgart, Germany, [email protected] Abstract Approaches, such as Cloud Robotics, Robot-as-a-Service, merged Internet of Things and robotics, and Cyber-Physical Systems (CPS) in production, show that the industrial robotics domain experiences a paradigm shift that increasingly links robots in real-life factories with virtual reality. -

ELEMENTS of ROBOTICS Mordechai Ben-Ari Francesco Mondada Elements of Robotics Elements of Robotics Mordechai Ben-Ari • Francesco Mondada
MORDECHAI BEN-ARI, FRANCESCO MONDADA ELEMENTS OF ROBOTICS Mordechai Ben-Ari Francesco Mondada Elements of Robotics Elements of Robotics Mordechai Ben-Ari • Francesco Mondada Elements of Robotics Mordechai Ben-Ari Francesco Mondada Department of Science Teaching Laboratoire de Systèmes Robotiques Weizmann Institute of Science Ecole Polytechnique Fédérale de Lausanne Rehovot Lausanne Israel Switzerland ISBN 978-3-319-62532-4 ISBN 978-3-319-62533-1 (eBook) https://doi.org/10.1007/978-3-319-62533-1 Library of Congress Control Number: 2017950255 © The Editor(s) (if applicable) and The Author(s) 2018. This book is an open access publication. Open Access This book is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adap- tation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made. The images or other third party material in this book are included in the book’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the book’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. The use of general descriptive names, registered names, trademarks, service marks, etc. in this publi- cation does not imply, even in the absence of a specific statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use. -

Artificial Intelligence in 2027
AI MATTERS, VOLUME 4, ISSUE 1 4(1) 2018 Artificial Intelligence in 2027 Maria Gini (University of Minnesota; [email protected]) Noa Agmon (Bar-Ilan University; [email protected]) Fausto Giunchiglia (University of Trento; [email protected]) Sven Koenig (University of Southern California; [email protected]) Kevin Leyton-Brown (University of British Columbia; [email protected]) DOI: 10.1145/3203247.3203251 Introduction Noa Agmon, Bar-Ilan University1 Every day we read in the scientific and popu- The discussion about the fourth industrial rev- lar press about advances in AI and how AI is olution, and the part of AI and robotics within changing our lives. Things are moving at a fast it, is wide. In the context of this revolution, au- pace, with no obvious end in sight. tonomous cars and other types of robots are expected to gain popularity and, among other What will AI be ten years from now? A tech- things, to take over human labor. While surveys nology so pervasive in our daily lives that we like “When will AI exceed human performance?” will no longer think about it? A dream that has (GSD+17) report that some researchers ex- failed to materialize? A mix of successes and pect robots to be capable of performing human failures still far from achieving its promises? tasks, such as running five kilometers, within At the 2017 International Joint Conference on ten years, this will probably take much longer Artificial Intelligence (IJCAI), Maria Gini chaired given the current state of robotic development. a panel to discuss “AI in 2027.” There were Today, the use of robots is generally limited to four panelists: Noa Agmon (Bar-Ilan Univer- three categories: non-critical tasks; settings sity, Israel), Fausto Giunchiglia (University of in which robots are semi-autonomous, tele- Trento, Italy), Sven Koenig (University of South- operated, or remote-controlled (namely, not ern California, US), and Kevin Leyton-Brown fully autonomous); and highly structured set- (University of British Columbia, Canada). -

(ROS) Based Humanoid Robot Control Ganesh Kumar Kalyani
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Middlesex University Research Repository A Robot Operating System (ROS) Based Humanoid Robot Control Ganesh Kumar Kalyani A Thesis submitted to Middlesex University in fulfillment of the requirements for degree of MASTER OF SCIENCE Department of Design Engineering & Mathematics Middlesex University, London Supervisors Dr. Vaibhav Gandhi Dr. Zhijun Yang November 2016 Tables of Contents Table of Contents…………………………………………………………………………………….II List of Figures…………………………………………………………………………………….….IV List of Tables………………………………………………………………………………….……...V Acknowledgement…………………………………………………………………………………...VI Abstract……………………………………………………………………………………………..VII List of Acronyms and Abbreviations……………………………………………………………..VIII 1. Introduction .................................................................................................................................. 1 1.1 Introduction ............................................................................................................................ 1 1.2 Rationale ................................................................................................................................. 6 1.3 Aim and Objective ................................................................................................................... 7 1.4 Outline of the Thesis ............................................................................................................... 8 2. Literature Review ..................................................................................................................... -

Robotic Process Automation
Robotic Process Automation by Peter Hofmann1, Caroline Samp2, Nils Urbach3 First Online: 4. November 2019 in: Electronic Markets (2019). https://doi.org/10.1007/s12525-019-00365-8 1 [email protected] 2 [email protected] 3 [email protected] University of Augsburg, D-86135 Augsburg Visitors: Universitätsstr. 12, 86159 Augsburg Phone: +49 821 598-4801 (Fax: -4899) 1022 University of Bayreuth, D-95440 Bayreuth - Visitors: Wittelsbacherring 10, 95444 Bayreuth WI Phone: +49 921 55-4710 (Fax: -844710) www.fim-rc.de Robotic Process Automation Full Title of Article: Robotic Process Automation Subtitle (optional): Preferred Abbreviated Title for Running Robotic Process Automation Head (maximum of 65 characters including spaces) Key Words (for indexing and abstract Robotic Process Automation, Business Process Automation, services – up to 6 words): Software Robots, IS Ecosystems, Back-Office, RPA JEL classification M15 (IT Management) Word Count 5461 <Highlight and Press F9 to update> Word Processing Program Name and Microsoft Windows 2016 Version Number: Abstract: Within digital transformation, which is continuously progressing, robotic process automation (RPA) is drawing much corporate attention. While RPA is a popular topic in the corporate world, the academic research lacks a theoretical and synoptic analysis of RPA. Conducting a literature review and tool analysis, we propose – in a holistic and structured way – four traits that characterize RPA, providing orientation as well as a focus for further research. Software robots automate processes originally performed by human work. Thus, software robots follow a choreography of technological modules and control flow operators while operating within IT ecosystems and using established applications. -

Robot Self-Modeling
Abstract Robot Self-Modeling Justin Wildrick Hart 2014 Traditionally, models of a robot’s kinematics and sensors have been provided by designers through manual processes. Such models are used for sensorimotor tasks, such as manipulation and stereo vision. However, these techniques often yield static models based on one-time calibrations or ideal engineering drawings; models that often fail to represent the actual hardware, or in which individual unimodal models, such as those describing kinematics and vision, may disagree with each other. Humans, on the other hand, are not so limited. One of the earliest forms of self-knowledge learned during infancy is knowledge of the body and senses. In fants learn about their bodies and senses through the experience of using them in conjunction with each other. Inspired by this early form of self-awareness, the re search presented in this thesis attempts to enable robots to learn unified models of themselves through data sampled during operation. In the presented experiments, an upper torso humanoid robot, Nico, creates a highly-accurate self-representation through data sampled by its sensors while it operates. The power of this model is demonstrated through a novel robot vision task in which the robot infers the visual perspective representing reflections in a mirror by watching its own motion reflected therein. In order to construct this self-model, the robot first infers the kinematic parame ters describing its arm. This is first demonstrated using an external motion capture system, then implemented in the robot’s stereo vision system. In a process inspired by infant development, the robot then mutually refines its kinematic and stereo vi 2 sion calibrations, using its kinematic structure as the invariant against which the system is calibrated.