UN Microspheres Embedded in UO2 Matrix: an Innovative Accident Tolerant Fuel
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Transition-Metal-Bridged Bimetallic Clusters with Multiple Uranium–Metal Bonds
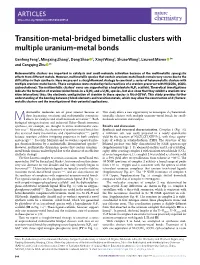
ARTICLES https://doi.org/10.1038/s41557-018-0195-4 Transition-metal-bridged bimetallic clusters with multiple uranium–metal bonds Genfeng Feng1, Mingxing Zhang1, Dong Shao 1, Xinyi Wang1, Shuao Wang2, Laurent Maron 3* and Congqing Zhu 1* Heterometallic clusters are important in catalysis and small-molecule activation because of the multimetallic synergistic effects from different metals. However, multimetallic species that contain uranium–metal bonds remain very scarce due to the difficulties in their synthesis. Here we present a straightforward strategy to construct a series of heterometallic clusters with multiple uranium–metal bonds. These complexes were created by facile reactions of a uranium precursor with Ni(COD)2 (COD, cyclooctadiene). The multimetallic clusters’ cores are supported by a heptadentate N4P3 scaffold. Theoretical investigations indicate the formation of uranium–nickel bonds in a U2Ni2 and a U2Ni3 species, but also show that they exhibit a uranium–ura- nium interaction; thus, the electronic configuration of uranium in these species is U(III)-5f26d1. This study provides further understanding of the bonding between f-block elements and transition metals, which may allow the construction of d–f hetero- metallic clusters and the investigation of their potential applications. ultimetallic molecules are of great interest because of This study offers a new opportunity to investigate d− f heteromul- their fascinating structures and multimetallic synergistic timetallic clusters with multiple uranium–metal bonds for small- Meffects for catalysis and small molecule activation1–7. Both molecule activation and catalysis. biological nitrogen fixation and industrial Haber–Bosch ammonia syntheses, for example, are thought to utilize multimetallic cata- Results and discussion lytic sites8,9. -

Process for the Production of Uranium Trifluoride
United States Patent im [in 3,964,965 Tagawa [45] June 24, 1976 [54] PROCESS FOR THE PRODUCTION OF URANIUM TRIFLUORIDE [56] References Cited [75] Inventor: Hiroaki Tagawa, Tokaimura, Japan UNITED STATES PATENTS [73] Assignee: Japan Atomic Energy Research 3,034,855 5/1962 Jenkins et al 423/258 Institute, Tokyo, Japan [22] Filed: Dec. 20, 1973 Primary Examiner—Stephen J. Lechert, Jr. Attorney, Agent, or Firm—Stevens, Davis, Miller & [21] Appl. No.: 426,593 Mosher [30] Foreign Application Priority Data [57] ABSTRACT Dec. 26, 1972 Japan 47-129560 A novel method is disclosed for producing a pure ura- nium trifluoride efficiently. Said method is character- [52] U.S. CI 423/258; 423/259; ized by heating a mixture of uranium tetrafluoride and 252/301.1 R uranium nitride in an inert gas stream or under [51] Int. CI.2. C01G 43/06 vacuum. [58] Field of Search 423/258, 259; 252/301.1 R 2 Claims, No Drawings 3,976, 1 2 PROCESS FOR THE PRODUCTION OF URANIUM DETAILED DESCRIPTION OF INVENTION TRIFLUORIDE According to the present invention, uranium trifluo- ride is produced by heating a mixture of uranium tetra- BACKGROUND OF THE INVENTION 5 fluoride and uranium nitride in the form of powder or 1. Field of the Invention molding in a stream of inert gas or under vacuum. In The present invention relates to a method for pro- this invention, uranium sesquinitride (U2N3) or ura- duction of pure uranium trifluoride characterized by nium mononitride (UN) can be used for the starting heating a mixture of uranium tetrafluoride and uranium material. -
Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates
Fuels Campaign (TRP) Transmutation Research Program Projects 2007 Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates Kenneth Czerwinski University of Nevada, Las Vegas, [email protected] Follow this and additional works at: https://digitalscholarship.unlv.edu/hrc_trp_fuels Part of the Nuclear Commons, Nuclear Engineering Commons, and the Oil, Gas, and Energy Commons Repository Citation Czerwinski, K. (2007). Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates. 60-61. Available at: https://digitalscholarship.unlv.edu/hrc_trp_fuels/72 This Annual Report is protected by copyright and/or related rights. It has been brought to you by Digital Scholarship@UNLV with permission from the rights-holder(s). You are free to use this Annual Report in any way that is permitted by the copyright and related rights legislation that applies to your use. For other uses you need to obtain permission from the rights-holder(s) directly, unless additional rights are indicated by a Creative Commons license in the record and/or on the work itself. This Annual Report has been accepted for inclusion in Fuels Campaign (TRP) by an authorized administrator of Digital Scholarship@UNLV. For more information, please contact [email protected]. Task 28 Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates K. Czerwinski BACKGROUND actinide nitrides. x To characterize actinide nitrides structurally and thermally. Synthesis of actinium mononitrides using carbothermic reduction x To use high resolution TEM techniques to explore the micro- of the corresponding oxides has a few outstanding issues, includ- structure of the radioactive samples. ing the formation of secondary phases such as oxides and carbides and low densities of the final product. -

Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates
Fuels Campaign (TRP) Transmutation Research Program Projects 2008 Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates Kenneth Czerwinski University of Nevada, Las Vegas, [email protected] Follow this and additional works at: https://digitalscholarship.unlv.edu/hrc_trp_fuels Part of the Nuclear Commons, Nuclear Engineering Commons, Oil, Gas, and Energy Commons, and the Radiochemistry Commons Repository Citation Czerwinski, K. (2008). Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates. 60-61. Available at: https://digitalscholarship.unlv.edu/hrc_trp_fuels/73 This Annual Report is protected by copyright and/or related rights. It has been brought to you by Digital Scholarship@UNLV with permission from the rights-holder(s). You are free to use this Annual Report in any way that is permitted by the copyright and related rights legislation that applies to your use. For other uses you need to obtain permission from the rights-holder(s) directly, unless additional rights are indicated by a Creative Commons license in the record and/or on the work itself. This Annual Report has been accepted for inclusion in Fuels Campaign (TRP) by an authorized administrator of Digital Scholarship@UNLV. For more information, please contact [email protected]. Task 28 Impact of the Synthesis Process on Structure Properties for AFCI Fuel Candidates K. Czerwinski BACKGROUND • To use high resolution TEM techniques to explore the micro- structure of the radioactive samples. Synthesis of actinium mononitrides using carbothermic reduction of the corresponding oxides has a few outstanding issues, includ- RESEARCH ACCOMPLISHMENTS ing the formation of secondary phases such as oxides and carbides and low densities of the final product. -

Nitride Fuel for Gen IV Nuclear Power Systems
Journal of Radioanalytical and Nuclear Chemistry (2018) 318:1713–1725 https://doi.org/10.1007/s10967-018-6316-0 Nitride fuel for Gen IV nuclear power systems Christian Ekberg1 · Diogo Ribeiro Costa2,3 · Marcus Hedberg1 · Mikael Jolkkonen2 Received: 20 October 2018 / Published online: 10 November 2018 © The Author(s) 2018 Abstract Nuclear energy has been a part of the energy mix in many countries for decades. Today in principle all power producing reactors use the same techniqe. Either PWR or BWR fuelled with oxide fuels. This choice of fuel is not self evident and today there are suggestions to change to fuels which may be safer and more economical and also used in e.g. Gen IV nuclear power systems. One such fuel type is the nitrides. The nitrides have a better thermal conductivity than the oxides and a similar melting point and are thus have larger safety margins to melting during operation. In addition they are between 30 and 40% more dense with respect to fssile material. Drawbacks include instability with respect to water and a sometimes complicated fabrication route. The former is not really an issue with Gen IV systems but for use in the present feet. In this paper we discuss both production and recycling potential of nitride fuels. Keywords Nuclear fuel · Nitride nuclear fuels · Gen IV · Production of nitrides · Nuclear fuel recycling · Dissolution of nitrides Introduction sustainability, safety and reliability, economic competitive- ness, and proliferation resistance and physical protection. Nuclear power is today a disputed technique although it is in Such a system comprise fast reactors, separation facilities for principle CO2 free and highly energetic. -
Appendix 2: Development of LWR Fuels with Enhanced Accident Tolerance; Task 2 – Description of Research & Development Required to Qualify
Appendix 2: Development of LWR Fuels with Enhanced Accident Tolerance; Task 2 – Description of Research & Development Required to Qualify the Technical Concept Westinghouse Non-Proprietary Class 3 Award Number DE-NE0000566 Development of LWR Fuels with Enhanced Accident Tolerance Task 2 – Description of Research & Development Required to Qualify the Technical Concept RT-TR-13-8 May 31, 2013 Westinghouse Electric Company LLC 1000 Cranberry Woods Drive Cranberry Woods, PA 16066 Principal Investigator: Dr. Edward J. Lahoda Project Manager: Frank A. Boylan Author: Peng Xu Team Members Westinghouse Electric Company LLC General Atomics Idaho National Laboratory Massachusetts Institute of Technology Texas A&M University Los Alamos National Laboratory Edison Welding Institute Southern NuclearNucl Operating Company Southern Nuclear Company Table of Contents Executive Summary ...................................................................................................................... 3 Introduction ................................................................................................................................ 5 Task 2.1. Cladding Bench Scale Development (Phase 2) ................................................... 5 Subtask 2.1.1. Coated Zr Alloy Tube Processing Bench Scale Development (Phase 2) ...... 5 Subtask 2.1.2. SiC CMC Processing Bench Scale Development (Phase 2) ......................... 6 Subtask 2.1.3. Post ATF Cladding Fabrication Processing ................................................... 8 Subtask 2.1.4. -

First Principles Investigations of Electronic, Magnetic and Bonding Peculiarities of Uranium Nitride-Fluoride UNF
First principles investigations of electronic, magnetic and bonding peculiarities of uranium nitride-fluoride UNF. Samir F Matar CNRS, University of Bordeaux, ICMCB. 33600 Pessac. France Emails: [email protected] and [email protected] Abstract: Based on geometry optimization and magnetic structure investigations within density functional theory, unique uranium nitride fluoride UNF, isoelectronic with UO2, is shown to present peculiar differentiated physical properties. Such specificities versus the oxide are related with the mixed anionic sublattices and the layered-like tetragonal structure 2+ 2- characterized by covalent like [U2N2] motifs interlayered by ionic like [F2] ones and illustrated herein with electron localization function graphs. Particularly the ionocovalent chemical picture shows, based on overlap population analyses, stronger U-N bonding versus N-F and d(U-N) < d(U-F) distances. Based on LDA+U calculations the ground state magnetic structure is insulating antiferromagnet with ±2 B magnetization per magnetic subcell and ~2 eV band gap. Keywords: Uranium compounds; DFT; magnetism; bonding 1 1. Introduction From the iso-electronic relationship for valence shell states: 2 O (2s2, 2p4) N (2s2, 2p3) + F (2s2, 2p5), nitride-fluorides of formulation MIVNF type can be considered as IV IV pseudo-oxides and isoelectronic with M O2 (M stands for a generic tetravalent metal). Versus homologous oxides, some relevant physical properties can be expected due to differentiated bonding of M with nitrogen and fluorine qualified as less and more ionic respectively. A small number of tetravalent metal nitride-fluorides exist like transition metal based TiNF [1] and ZrNF [2] on one hand and heavier actinide equiatomic ternaries as ThNF [3] and UNF [4,5] on the other hand. -

Achievable Power Uprates in Pressurized Water Reactors Using Uranium Nitride Fuel
Achievable Power Uprates in Pressurized Water Reactors Using Uranium Nitride Fuel by Guillaume Giudicelli Ingénieur diplômé de l’Ecole Polytechnique, 2016 SUBMITTED TO THE DEPARTMENT OF NUCLEAR SCIENCE AND ENGINEERING IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE IN NUCLEAR SCIENCE AND ENGINEERING AT THE MASSACHUSETTS INSTITUTE OF TECHNOLOGY FEBRUARY 2017 ○c 2017 Massachusetts Institute of Technology. All rights reserved Signature of Author: Department of Nuclear Science and Engineering Certified by: Koroush Shirvan Principal Research Scientist Thesis Supervisor Read by: Ronald G. Ballinger Professor of Nuclear Science and Engineering, and Materials Science and Engineering Thesis Reader Accepted by: Ju Li Battelle Energy Alliance Professor of Nuclear Science and Engineering Professor of Materials Science and Engineering Chair, Committee on Graduate Students Abstract Achievable Power Uprates in Pressurized Water Reactors Using Uranium Nitride Fuel This work aims at investigating the potential benefits of nitride fuel use in pressurized water reactors. The AP1000 is chosen as the reference power plant. Both oxide and nitride fuel are considered and compared using a steady state thermal hydraulics and mechanics parametric optimization study to achieve a maximal core power. A subsequent neutronics study determined the achievable energy extracted per fuel mass (burnup) and sets the core power that allows for an 18-months fuel cycle length. The impact of the change in the core operating temperature on the steam cycle efficiency is considered in order to provide a final evaluation of the electric power uprate. The steady state limits considered are pressure drop, minimum departure from nucleate boiling ratio, fretting and sliding wear and fuel average and centerline temperatures. -

First-Principles Investigations of the Electronic and Magnetic Structures
Z. Naturforsch. 2017; 72(10)b: 725–730 Samir F. Matar* First-principles investigations of the electronic and magnetic structures and the bonding properties of uranium nitride fluoride (UNF) https://doi.org/10.1515/znb-2017-0096 respectively. A small number of tetravalent metal nitride Received May 12, 2017; accepted June 13, 2017 fluorides exist such as transition metal-based TiNF [1] and ZrNF [2] on one hand and heavier actinide equia- Abstract: Based on geometry optimization and magnetic tomic ternaries such as ThNF [3] and UNX (X = halogen) structure investigations within density functional theory, [4, 5] on the other hand. Besides the actinide-based a unique uranium nitride fluoride, isoelectronic with compounds, only the rare-earth ternary CeNCl was UO , is shown to present peculiar differentiated physical 2 evidenced by Ehrlich et al. [6]. Recently, CeNF [7] was properties. These specificities versus the oxide are related proposed with potential experimental synthesis routes to the mixed anionic substructure and the layered-like besides a full account of physical properties based on tetragonal structure characterized by covalent-like [U N ]2+ 2 2 extended theoretical works within well-established motifs interlayered by ionic-like [F ]2− ones and illustrated 2 density functional theory (DFT) [8, 9]. In fact, it has been herein with electron localization function projections. shown in recent decades that this theory with DFT-based Particularly, the ionocovalent chemical picture shows, methods allowed us not only to explain and interpret based on overlap population analyses, stronger U–N experimental results resolved at the atomic chemical bonding versus U–F and d(U–N) < d(U–F) distances. -

Nitride Fuel for Gen IV Nuclear Power Systems
Nitride fuel for Gen IV nuclear power systems Downloaded from: https://research.chalmers.se, 2021-10-01 01:42 UTC Citation for the original published paper (version of record): Ekberg, C., Costa, D., Hedberg, M. et al (2018) Nitride fuel for Gen IV nuclear power systems Journal of Radioanalytical and Nuclear Chemistry, 318(3): 1713-1725 http://dx.doi.org/10.1007/s10967-018-6316-0 N.B. When citing this work, cite the original published paper. research.chalmers.se offers the possibility of retrieving research publications produced at Chalmers University of Technology. It covers all kind of research output: articles, dissertations, conference papers, reports etc. since 2004. research.chalmers.se is administrated and maintained by Chalmers Library (article starts on next page) Journal of Radioanalytical and Nuclear Chemistry (2018) 318:1713–1725 https://doi.org/10.1007/s10967-018-6316-0 Nitride fuel for Gen IV nuclear power systems Christian Ekberg1 · Diogo Ribeiro Costa2,3 · Marcus Hedberg1 · Mikael Jolkkonen2 Received: 20 October 2018 / Published online: 10 November 2018 © The Author(s) 2018 Abstract Nuclear energy has been a part of the energy mix in many countries for decades. Today in principle all power producing reactors use the same techniqe. Either PWR or BWR fuelled with oxide fuels. This choice of fuel is not self evident and today there are suggestions to change to fuels which may be safer and more economical and also used in e.g. Gen IV nuclear power systems. One such fuel type is the nitrides. The nitrides have a better thermal conductivity than the oxides and a similar melting point and are thus have larger safety margins to melting during operation. -
Production of Low-Enriched Uranium Nitride Kernels for TRISO Particle Irradiation Testing
ORNL/SR-2016/268 Revision: 0 Production of Low-Enriched Uranium Nitride Kernels for TRISO Particle Irradiation Testing Fuel Cycle Research & Development Advanced Fuels Campaign J. W. McMurray C. M. Silva G. W. Helmreich T. J. Gerczak J. A. Dyer J. L. Collins R. D. Hunt T. B. Lindemer K. A. Terrani Approved for public release. Distribution is unlimited. Prepared for U. S. Department of Energy Office of Nuclear Energy June 2016 M2FT-16OR020201061 DISCLAIMER This information was prepared as an account of work sponsored by an agency of the U.S. Government. Neither the U.S. Government nor any agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness, of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. References herein to any specific commercial product, process, or service by trade name, trade mark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the U.S. Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the U.S. Government or any agency thereof. ORNL/SR-2016/268 Revision 0 Production of Low-Enriched Uranium Nitride Kernels for TRISO Particle Irradiation Testing J. W. McMurray C. M. Silva G. W. Helmreich T. J. Gerczak J. A. Dyer J. L. Collins R. D. Hunt T. B. Lindemer K. A. Terrani June 2016 Prepared by OAK RIDGE NATIONAL LABORATORY Oak Ridge, TN 37831-6283 managed by UT-BATTELLE, LLC for the US DEPARTMENT OF ENERGY under contract DE-AC05-00OR22725 INTENTIONALLY BLANK v ABSTRACT A large batch of UN microspheres to be used as kernels for TRISO particle fuel was produced using carbothermic reduction and nitriding of a sol-gel feedstock bearing tailored amounts of low-enriched uranium (LEU) oxide and carbon. -

Research and Development of Nitride Fuel Cycle Technology in Japan Is Reviewed and the Research Program PROMINENT Is Introduced
JAERI-Conf 2004-015 JP0550058 2* Session B: Present State of the Technology Development In Japan 2.1 Research and Development of Nitride Feel Cycle Technology in Japan Kazuo MINATO', Yasuo ARAI \ Mftsuo AKABORI1, Masayoshi UNO 2, Yoshihisa TAMAKI3, Kueihiro ITOH4 Japan Atomic Energy Research Institute ' Graduate School of Engineering, Osaka University 1 Mitsubishi Materials Corporation Nuclear Development Corporation, •25- This is a blank page. JAERI-Conf 2004-015 Research and Development of Nitride Feel Cycle Technology In Japan Kara© MMATO \ Yasuo ARAI \ Mitsuo AKABORI1, 2 3 4 Masayoshi UNO ? Yoshihisa TAMAKI , Kunihiro ITOH 1 Japan Atomic Energy Research Institute, Tokai-mura, Ibaraki-ken, 319-1195 Japan Graduate School of Engineering, Osaka University, Suita-shi, Osaka, 565-0871 Japan Mitsubishi Materials Corporation, Naka-machi, Ibaraki-ken, 311-0102 Japan 4 Nuclear Development Corporation, Tokai-mura, Ibaraki-ken, 319-1111 Japan [email protected] Abstract The research on the nitride fuel was started for an advanced fuel, (U,Pu)N, for fast reactors, and the research activities have been expanded to minor actinide bearing nitride fuels. The fuel fabrication, property measurements, irradiation tests and pyrochemical process experiments have been made. In 2002 a five-year-program named PROMINENT was started for the development of nitride fuel cycle technology within the framework of the Development of Innovative Nuclear Technologies by the Ministry of Education, Culture, Sports, Science and Technology of Japan. In the research program PROMINENT, property measurements, pyrochemical process and irradiation experiments needed for nitride fuel cycle technology are being made. 1. Introduction The research on the nitride fuel was started for an advanced fuel for fast reactors.