Improving Silicon Solar Cell Efficiency Through Advanced Cell Processing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Encapsulation of Organic and Perovskite Solar Cells: a Review
Review Encapsulation of Organic and Perovskite Solar Cells: A Review Ashraf Uddin *, Mushfika Baishakhi Upama, Haimang Yi and Leiping Duan School of Photovoltaic and Renewable Energy Engineering, University of New South Wales, Sydney 2052, Australia; [email protected] (M.B.U.); [email protected] (H.Y.); [email protected] (L.D.) * Correspondence: [email protected] Received: 29 November 2018; Accepted: 21 January 2019; Published: 23 January 2019 Abstract: Photovoltaic is one of the promising renewable sources of power to meet the future challenge of energy need. Organic and perovskite thin film solar cells are an emerging cost‐effective photovoltaic technology because of low‐cost manufacturing processing and their light weight. The main barrier of commercial use of organic and perovskite solar cells is the poor stability of devices. Encapsulation of these photovoltaic devices is one of the best ways to address this stability issue and enhance the device lifetime by employing materials and structures that possess high barrier performance for oxygen and moisture. The aim of this review paper is to find different encapsulation materials and techniques for perovskite and organic solar cells according to the present understanding of reliability issues. It discusses the available encapsulate materials and their utility in limiting chemicals, such as water vapour and oxygen penetration. It also covers the mechanisms of mechanical degradation within the individual layers and solar cell as a whole, and possible obstacles to their application in both organic and perovskite solar cells. The contemporary understanding of these degradation mechanisms, their interplay, and their initiating factors (both internal and external) are also discussed. -

Thin Film Cdte Photovoltaics and the U.S. Energy Transition in 2020
Thin Film CdTe Photovoltaics and the U.S. Energy Transition in 2020 QESST Engineering Research Center Arizona State University Massachusetts Institute of Technology Clark A. Miller, Ian Marius Peters, Shivam Zaveri TABLE OF CONTENTS Executive Summary .............................................................................................. 9 I - The Place of Solar Energy in a Low-Carbon Energy Transition ...................... 12 A - The Contribution of Photovoltaic Solar Energy to the Energy Transition .. 14 B - Transition Scenarios .................................................................................. 16 I.B.1 - Decarbonizing California ................................................................... 16 I.B.2 - 100% Renewables in Australia ......................................................... 17 II - PV Performance ............................................................................................. 20 A - Technology Roadmap ................................................................................. 21 II.A.1 - Efficiency ........................................................................................... 22 II.A.2 - Module Cost ...................................................................................... 27 II.A.3 - Levelized Cost of Energy (LCOE) ....................................................... 29 II.A.4 - Energy Payback Time ........................................................................ 32 B - Hot and Humid Climates ........................................................................... -

Thermal Management of Concentrated Multi-Junction Solar Cells with Graphene-Enhanced Thermal Interface Materials
applied sciences Article Thermal Management of Concentrated Multi-Junction Solar Cells with Graphene-Enhanced Thermal Interface Materials Mohammed Saadah 1,2, Edward Hernandez 2,3 and Alexander A. Balandin 1,2,3,* 1 Nano-Device Laboratory (NDL), Department of Electrical and Computer Engineering, University of California, Riverside, CA 92521, USA; [email protected] 2 Phonon Optimized Engineered Materials (POEM) Center, Bourns College of Engineering, University of California, Riverside, CA 92521, USA; [email protected] 3 Materials Science and Engineering Program, University of California, Riverside, CA 92521, USA * Correspondence: [email protected]; Tel.: +1-951-827-2351 Academic Editor: Philippe Lambin Received: 20 May 2017; Accepted: 3 June 2017; Published: 7 June 2017 Abstract: We report results of experimental investigation of temperature rise in concentrated multi-junction photovoltaic solar cells with graphene-enhanced thermal interface materials. Graphene and few-layer graphene fillers, produced by a scalable environmentally-friendly liquid-phase exfoliation technique, were incorporated into conventional thermal interface materials. Graphene-enhanced thermal interface materials have been applied between a solar cell and heat sink to improve heat dissipation. The performance of the multi-junction solar cells has been tested using an industry-standard solar simulator under a light concentration of up to 2000 suns. It was found that the application of graphene-enhanced thermal interface materials allows one to reduce the solar cell temperature and increase the open-circuit voltage. We demonstrated that the use of graphene helps in recovering a significant amount of the power loss due to solar cell overheating. The obtained results are important for the development of new technologies for thermal management of concentrated photovoltaic solar cells. -

(2020) How Solar Cell Efficiency Is Governed by the Αμτ Product
PHYSICAL REVIEW RESEARCH 2, 023109 (2020) How solar cell efficiency is governed by the αμτ product Pascal Kaienburg ,1,2,* Lisa Krückemeier ,1 Dana Lübke ,1 Jenny Nelson ,3 Uwe Rau,1 and Thomas Kirchartz 1,4,† 1IEK5-Photovoltaics, Forschungszentrum Jülich, 52425 Jülich, Germany 2Clarendon Laboratory, Department of Physics, University of Oxford, Parks Road, OX1 3PU Oxford, United Kingdom 3Department of Physics and Centre for Plastic Electronics, Imperial College London, London SW7 2AZ, United Kingdom 4Faculty of Engineering and CENIDE, University of Duisburg-Essen, Carl-Benz-Strasse 199, 47057 Duisburg, Germany (Received 18 September 2019; accepted 15 March 2020; published 30 April 2020) The interplay of light absorption, charge-carrier transport, and charge-carrier recombination determines the performance of a photovoltaic absorber material. Here we analyze the influence on the solar-cell efficiency of the absorber material properties absorption coefficient α, charge-carrier mobility μ, and charge-carrier lifetime τ, for different scenarios. We combine analytical calculations with numerical drift-diffusion simulations to understand the relative importance of these three quantities. Whenever charge collection is a limiting factor, the αμτ product is a good figure of merit (FOM) to predict solar-cell efficiency, while for sufficiently high mobilities, the relevant FOM is reduced to the ατ product. We find no fundamental difference between simulations based on monomolecular or bimolecular recombination, but strong surface-recombination affects the maximum efficiency in the high-mobility limit. In the limiting case of high μ and high surface-recombination velocity S,theα/S ratio is the relevant FOM. Subsequently, we apply our findings to organic solar cells which tend to suffer from inefficient charge-carrier collection and whose absorptivity is influenced by interference effects. -

Low Efficiency of the Photovoltaic Cells: Causes and Impacts
International Journal of Scientific & Engineering Research Volume 8, Issue 11, November-2017 1201 ISSN 2229-5518 Low Efficiency of the Photovoltaic Cells: Causes and Impacts Fazal Muhammad, Muhammad Waleed Raza, Surat Khan, Aziz Ahmed Abstract— Solar cell converts visible light into Direct current (DC) electric power. The DC output of the solar cell depends on multiple factors that affect its efficiency i.e. solar irradiation falling over the cell, direct air around cell called local air temperature, cable thickness connected to solar panel, wave length of the photons falling, Ambient temperature, Shading effect, direct recombination of holes and electrons, Reflection of irradiation, Types of least efficient invertor, Batteries and charger controller used with solar cells panel. Any abnormality or deviation from reference level regarding these entire factors, limit the efficiency of the solar photovoltaic cells. This research paper presents the significant causes that affect efficiency of photovoltaic cells. Improving the said factors will increase the efficiency of the photovoltaic cells. Low efficiency reduces the output of solar cell and enhances the levelized cost respectively. Index Terms— Amorphous silicon solar cell (a-Si), Efficiency of solar cell, Maximum power point tracker (MPPT), Monocrystalline solar cell (MCSC), Polycrystalline solar cell (PCSC), Standard Test Conditions (STC), Thin film solar cell. —————————— —————————— 1 INTRODUCTION They are made from a very pure type of silicon which makes them most unique. The material is most efficient Most abundant and pollution free energy is solar energy. when it is pure; it is pure when the alignment is regular. It utilizes sunlight to give heat, bright light and electricity They are most efficient in their output so they are also most to industrial and domestic users. -

Sliver Cells in Thermophotovoltaic Systems
Sliver Cells in Thermophotovoltaic Systems Niraj Lal A thesis submitted for the degree of Bachelor of Science with Honours in Physics at The Australian National University May, 2007 ii Declaration This thesis is an account of research undertaken between July 2006 and May 2007 at the Centre for Sustainable Energy Systems and the Department of Physics, The Australian National University, Canberra, Australia. Except where acknowledged in the customary manner, the material presented in this thesis is, to the best of my knowledge, original and has not been submitted in whole or part for a degree in any university. Niraj Lal May, 2007 iii iv Acknowledgements There are a number of many people without whom this thesis would not have been possible. First and foremost I would like to thank my supervisor Professor Andrew Blakers, for giving me the freedom to go ‘where the science took me’, for being extremely generous with his knowledge, and for his advice to go for a run when writing got difficult. Learning about solar energy from Andrew has been an inspiring experience. I would also like to acknowledge the support of the ANU Angus Nicholson Honours Scholarship for passion in science. I hope that this work can, in some way, honour the memory and passion of Dr. Nicholson. Thankyou to all of the friendly solar community at ANU, in particular Dr. Evan Franklin who introduced me to the wonderful world of programming. To the DE PhD students, thankyou (I think) for making me a better kicker player. Thanks also to my friendly Swiss officemate Lukas who helped me with Matlab. -

Improving the Efficiency of Organic Solar Cells by Varying the Material Concentration in the Photoactive Layer
Old Dominion University ODU Digital Commons Electrical & Computer Engineering Theses & Dissertations Electrical & Computer Engineering Summer 2011 Improving the Efficiency of ganicOr Solar Cells by Varying the Material Concentration in the Photoactive Layer Kevin Anthony Latimer Old Dominion University Follow this and additional works at: https://digitalcommons.odu.edu/ece_etds Part of the Oil, Gas, and Energy Commons, and the Power and Energy Commons Recommended Citation Latimer, Kevin A.. "Improving the Efficiency of ganicOr Solar Cells by Varying the Material Concentration in the Photoactive Layer" (2011). Master of Science (MS), Thesis, Electrical & Computer Engineering, Old Dominion University, DOI: 10.25777/8pnq-ka57 https://digitalcommons.odu.edu/ece_etds/103 This Thesis is brought to you for free and open access by the Electrical & Computer Engineering at ODU Digital Commons. It has been accepted for inclusion in Electrical & Computer Engineering Theses & Dissertations by an authorized administrator of ODU Digital Commons. For more information, please contact [email protected]. IMPROVING THE EFFICIENCY OF ORGANIC SOLAR CELLS BY VARYING THE MATERIAL CONCENTRATION IN THE PHOTOACTIVE LAYER by Kevin Anthony Latimer B.S. August 2010, Old Dominion University A Thesis Submitted to the Faculty of Old Dominion University in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE ELECTRICAL AND COMPUTER ENGINEERING OLD DOMINION UNIVERSITY August 2011 Approved by: Gon Namkoong (Director) Helmut Baumgart (Member) Sylvain Marsillac (Member) ABSTRACT IMPROVING THE EFFICIENCY OF ORGANIC SOLAR CELLS BY VARYING THE MATERIAL CONCENTRATION IN THE PHOTOACTIVE LAYER Kevin Anthony Latimer Old Dominion University, 2011 Director: Dr. Gon Namkoong Polymer-fullerene bulk heterojunction solar cells have been a rapidly improving technology over the past decade. -
Today's Need & Importance Role of Solar Based Automobile System
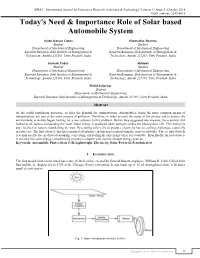
IJIRST –International Journal for Innovative Research in Science & Technology| Volume 5 | Issue 5 | October 2018 ISSN (online): 2349-6010 Today's Need & Importance Role of Solar based Automobile System Arjun Kumar Gupta Shamasher Sharma Student Student Department of Mechanical Engineering Department of Mechanical Engineering Rajarshi Rananjay Sinh Institute of Management & Rajarshi Rananjay Sinh Institute of Management & Technology, Amethi 227405, Utter Pradesh, India Technology, Amethi 227405, Utter Pradesh, India Santosh Yadav Abhinav Student Student Department of Mechanical Engineering Department of Mechanical Engineering Rajarshi Rananjay Sinh Institute of Management & Rajarshi Rananjay Sinh Institute of Management & Technology, Amethi 227405, Utter Pradesh, India Technology, Amethi 227405, Utter Pradesh, India Mohd Saharyar Student Department of Mechanical Engineering Rajarshi Rananjay Sinh Institute of Management & Technology, Amethi 227405, Utter Pradesh, India Abstract As the world population increases, so does the demand for transportation. Automobiles, being the most common means of transportation, are one of the main sources of pollution. Therefore, in order to meet the needs of the society and to protect the environment, scientists began looking for a new solution to this problem. Before they suggested any answers, the scientists first looked at all aspects surrounding the issue. Solar energy is produced when sunlight strikes the photovoltaic cell. This energizes any electrical or battery found along the way. Developing solar cells to produce electricity has several big challenges, especially in solar cars. The first obstacle that has remained all intrusive in this quest is predicting the sun's availability. The second obstacle is to find an effective method of capturing, converting, and storing the sun energy when it is available. -

Efficiency of a Solar Cell Objective Theory
Experiment #4: Efficiency of a solar cell Objective How efficient is a solar cell at converting the sun’s energy into power? How much power does a solar cell produce? The objective of this experiment is to explore solar cells as renewable energy sources and test their efficiency in converting solar radiation to electrical power. Theory Solar Power The sun produces 3.9 × 1026 watts of energy every second. Of that amount, 1,386 watts fall on a square meter of Earth’s atmosphere and even less reaches Earth’s surface. This energy can be used to generate electricity without producing pollution or dangerous wastes. Solar cells generate electrical power by converting solar radiation into direct current electricity. Currently solar cells generate a tiny fraction of the total global power-generating capacity from all sources. However, it is one of the fastest growing power-generation technologies in the world. Developing solar power is a critical part of sustainable energy policy, particularly as the costs and consequences of burning fossil fuels increase. Figure 1: Solar cell Solar cell uses the energy in a photon of sunlight to separate a positive charge from a negative charge. It collects those positive and negative charges on two different terminals so they can be used to do work in an electric circuit. Solar cell efficiency Solar cell efficiency is the ratio of the electrical output of a solar cell to the incident energy in the form of sunlight. The energy conversion efficiency (η) of a solar cell is the percentage of the solar energy to which the cell is exposed that is converted into electrical energy. -

Studie: Current and Future Cost of Photovoltaics
Current and Future Cost of Photovoltaics Long-term Scenarios for Market Development, System Prices and LCOE of Utility-Scale PV Systems STUDY Current and Future Cost of Photovoltaics IMPRINT STUDY ACKNOWLEDGEMENTS Current and Future Cost of Photovoltaics We would like to thank all experts who participated in the workshops and those who were interviewed for Long-term Scenarios for Market Development, their valuable contribution to this study. System Prices and LCOE of Utility-Scale PV Systems COMMISSIONED BY Agora Energiewende Rosenstrasse 2 | 10178 Berlin | Germany Project lead: Daniel Fürstenwerth [email protected] Editor: Mara Marthe Kleiner STUDY BY Fraunhofer-Institute for Solar Energy Systems (ISE) Heidenhofstr. 2 | 79110 Freiburg | Germany Lead Author and Project Coordination: Johannes N. Mayer (Fraunhofer ISE) [email protected] Project Team: Johannes N. Mayer, Dr. Simon Philipps, Noha Saad Hussein, Dr. Thomas Schlegl, Charlotte Senkpiel Typesetting: UKEX GRAPHIC, Ettlingen Please quote as: Cover: ©iStock/trekandshoot Fraunhofer ISE (2015): Current and Future Cost of Photovoltaics. Long-term Scenarios for Market Development, System Prices and LCOE of Utility-Scale 059/01-S-2015/EN PV Systems. Study on behalf of Agora Energiewende. Publication: February 2015 www.agora-energiewende.de Preface Dear reader, Since its first application in space missions in 1958, solar We have therefore asked Fraunhofer ISE to develop scenar- photovoltaics technology has come a long way. In Germany, ios for the future cost development of electricity produced a breakthrough in costs was observed over the last years, by solar photovoltaics – both under conservative and opti- following a decade of massive investment in research and mistic assumptions. -
Modeling and Simulation of Smart Grid Integrated with Hybrid Renewable Energy Systems Studies in Systems, Decision and Control
Studies in Systems, Decision and Control 121 Mohamed Abdelaziz Mohamed Ali Mohamed Eltamaly Modeling and Simulation of Smart Grid Integrated with Hybrid Renewable Energy Systems Studies in Systems, Decision and Control Volume 121 Series editor Janusz Kacprzyk, Polish Academy of Sciences, Warsaw, Poland e-mail: [email protected] About this Series The series “Studies in Systems, Decision and Control” (SSDC) covers both new developments and advances, as well as the state of the art, in the various areas of broadly perceived systems, decision making and control- quickly, up to date and with a high quality. The intent is to cover the theory, applications, and perspectives on the state of the art and future developments relevant to systems, decision making, control, complex processes and related areas, as embedded in the fields of engineering, computer science, physics, economics, social and life sciences, as well as the paradigms and methodologies behind them. The series contains monographs, textbooks, lecture notes and edited volumes in systems, decision making and control spanning the areas of Cyber-Physical Systems, Autonomous Systems, Sensor Networks, Control Systems, Energy Systems, Automotive Systems, Biological Systems, Vehicular Networking and Connected Vehicles, Aerospace Systems, Automation, Manufacturing, Smart Grids, Nonlinear Systems, Power Systems, Robotics, Social Systems, Economic Systems and other. Of particular value to both the contributors and the readership are the short publication timeframe and the world-wide distribution -

Solar Cell Efficiency Boosted with Pine Tree-Like Nanotube Needle
Solar cell efficiency boosted with pine tree-like nanotube needle ‘Dye-sensitised solar cells’ (DSSCs) are an alternative to traditional silicon photovoltaic (PV) cells. They have a number of advantages over traditional PV solar cells, including greater flexibility and lower manufacturing cost, but they are February 2015 less efficient at turning sunlight into electricity. Taking inspiration from nature, new Thematic Issue 48 research has doubled their efficiency using pine tree-shaped nanotubes. Nanomaterials’ functionality Averaged over the entire planet, each square metre of the Earth’s surface receives energy worth about a barrel of oil, in the form of sunlight, every year. As such, solar power is among the most promising sources of renewable energy. Subscribe to free weekly News Alert The most common way of extracting energy from sunlight is through the use of silicon-based solar panels. Currently, these are around 20% efficient at converting light energy in to electrical energy. However, while the costs of making this type of solar cell are coming down, Source: Roh, D. K., Chi, they remain expensive to produce, both in terms of material cost and energy use. W. S., Jeon, H., et al. (2014). High Efficiency This study enhanced the design of a type of DSSC using nanotechnology so that they are Solid-State Dye-Sensitized Solar Cells Assembled with more efficient at converting sunlight into electrical energy. DSSCs are semi-transparent solar Hierarchical Anatase Pine cells that use dye molecules to generate electricity. Electrons are knocked off the dye Tree-like TiO2 Nanotubes. molecule by light and picked up by the ‘photoanode’: an electrode coated in nanoparticles of Advanced Functional an electron-absorbing material, such as titanium dioxide (TiO2).