QC SOLUTIONS for TRANSPARENT PRODUCTS Contents
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
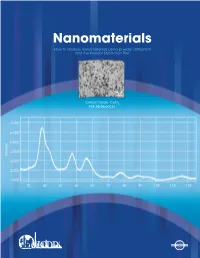
Nanomaterials How to Analyze Nanomaterials Using Powder Diffraction and the Powder Diffraction File™
Nanomaterials How to analyze nanomaterials using powder diffraction and the Powder Diffraction File™ Cerium Oxide CeO2 PDF 00-064-0737 7,000 6,000 5,000 4,000 Intensity 3,000 2,000 1,000 20 30 40 50 60 70 80 90 100 110 120 Nanomaterials Table of Contents Materials with new and incredible properties are being produced around the world by controlled design at the atomic and molecular level. These nanomaterials are typically About the Powder Diffraction File ......... 1 produced in the 1-100 nm size scale, and with this small size they have tremendous About Powder Diffraction ...................... 1 surface area and corresponding relative percent levels of surface atoms. Both the size and available (reactive) surface area can contribute to unique physical properties, Analysis Tools for Nanomaterials .......... 1 such as optical transparency, high dissolution rate, and enormous strength. Crystallite Size and Particle Size ������������ 2 In this Technical Bulletin, we are primarily focused on the use of structural simulations XRPD Pattern for NaCI – An Example .... 2 in order to examine the approximate crystallite size and molecular orientation in nanomaterials. The emphasis will be on X-ray analysis of nanomaterials. However, Total Pattern Analysis and the �������������� 3 Powder Diffraction File electrons and neutrons can have similar wavelengths as X-rays, and all of the X-ray methods described have analogs with neutron and electron diffraction. The use of Pair Distribution Function Analysis ........ 3 simulations allows one to study any nanomaterials that have a known atomic and Amorphous Materials ............................ 4 molecular structure or one can use a characteristic and reproducible experimental diffraction pattern. -

A Dislocation Mechanism for Cryogenic Relaxations in Crystalline Polymers
Polymer Journal, Vol. 3, No. 3, pp 378-388 (1972) A Dislocation Mechanism for Cryogenic Relaxations in Crystalline Polymers Anne HILTNER and Eric BAER Division of Macromolecular Science, Case Western Reserve University, Cleveland, Ohio 44106, U.S.A. (Received September 28, 1971) ABSTRACT: The experimental properties of the 00 -relaxation observed in polyethylene, poly(oxymethylene), and poly(ethylene terephthalate) at about 50°K are reviewed. A mechanism is proposed involving the thermally activated redistribution of kinks along a discontinuous dislocation under an applied stress. The activation energy and relaxa tion intensity are discussed with reference to specific chain conformations in the dislo cation. It is suggested that the kinked dislocations arise from external stresses transferred to the crystalline or ordered regions of the polymer possibly via tie molecules. These stresses are greatest in deformed material or material annealed under constraint and accounts for the increase in peak height observed in these specimens. KEY WORDS Cryogenics/ Dislocation/ Polyethylene/ Poly(ethylene terephthalate) / Poly(oxymethylene) / a-Relaxation / Kink / Confor mation / Secondary relaxations above 77°K have been in the temperature range 4.2 to 77°K have been observed in many crystalline polymers and the reported by a number of authors. Previous effects of orientation and crystallinity on the workers however have been primarily concerned relaxation spectrum have been studied by vari with polymers containing side groups, and re ous investigators. Their results are reviewed laxations observed below 100°K were attributed in the excellent monograph by McCrum, Wil to motions of the pendent group.2- 7 This as liams, and Read.1 The possibility that linear, signment has been substantiated for the a-peak crystalline polymers might show relaxation pro in polystyrene (PS) by correlation of mechanical, cesses below 77°K has received less attention. -

Structure and Morphology
Structure and Morphology • Into what types of overall shapes or conformations can polymer chains arrange themselves? • How do polymer chains interact with one another. • Into what types of forms or morphologies do the chains organize • What is the relationship of conformation and morphology to polymer microstructure. • What is the relationship of conformation and morphology to macroscopic properties. States of Temperature Matter Gas Condensation Usually consider; Evaporation • Solids • Liquids Liquid • Gases Crystallization Glass Transition Melting Solid Solid (Crystalline) (Glass) Polymers Temperature No Gaseous State More complex behaviour Viscoelastic liquid Glass Crystallization Transition Melting Semicrystalline Solid Glassy Solid States of Matter Small Molecules GasGas “1st-Order” Transitions Gas LiquidLiquid Cool Volume Liquid SolidSolid Solid ((Crystalline)Crystalline) Tc Temperature The Glassy State Observed Behavior depends on: •Structure •Cooling Rate •Crystallization Kinetics Cool Volume Gas Liquid Glassy or Melt GlassSolid Transition Liquid Glass Crystalline Solid Temperature Crystal Tg Tc Crystallizable materials can form metastable glasses. What about polymers like atactic polystyrene that cannot crystallize? Polymer Structure The Issues • Bonding & the Forces between Chains • Conformations • Ordered • Disordered • Stacking or Arrangement of Chains in Crystalline Domains • Morphology of Polymer Crystals Bonding and Intermolecular Interactions What are the forces between chains that provide cohesion in the solid state? What -

Tribological Investigation of the Effects of Particle Size, Loading
Available online at www.sciencedirect.com Wear 264 (2008) 632–637 Tribological investigation of the effects of particle size, loading and crystallinity on poly(ethylene) terephthalate nanocomposites Praveen Bhimaraj a, David Burris b, W. Gregory Sawyer b, C. Gregory Toney b, Richard W. Siegel a, Linda S. Schadler a,∗ a Materials Science and Engineering, Rensselaer Polytechnic Institute, 110 8th Street, Troy, NY 12180, USA b Mechanical and Aerospace Engineering, University of Florida, Gainesville, FL 32611, USA Received 1 June 2006; received in revised form 15 May 2007; accepted 30 May 2007 Available online 23 July 2007 Abstract The friction and wear properties of poly(ethylene) terephthalate (PET) filled with alumina nanoparticles were studied. The test matrix varied particle size, loading and crystallinity to study the coupled effects on the tribological properties of PET-based nanocomposites. The nanocomposite samples were tested in dry sliding against a steel counterface. The wear rate ranged from 2 × 10−6 to 53 × 10−6 mm3/Nm and the friction coefficient ranged from 0.21 to 0.41. Crystallinity was found to be a function of the processing conditions as well as the particle size and loading, while tribological properties were affected by crystallinity, filler size and loading. Wear rate and friction coefficient were lowest at optimal loadings that ranged from 0.1 to 10 depending on the crystallinity and particle size. Wear rate decreased monotonically with decreasing particle size and decreasing crystallinity at any loading in the range tested. © 2007 Published by Elsevier B.V. Keywords: Nanoparticle; Wear; Friction; Nanocomposite; Crystallinity; PET 1. Introduction Our prior work [10] showed that the addition of 38 nm alu- mina nanoparticles to PET resulted in an optimum filler content Polymeric nanocomposites continue to show unique tribolog- of about 2 wt.% which provided a 50% reduction in wear rate and ical behaviors, with previous studies showing that the addition a 10% reduction in coefficient of friction. -

Research on Crystal Growth and Defect Characterization at the National Bureau of Standards During the Period July to December 1962
National Bureau of Standards Library, N.W. Bldg NOV 2 6 1963 luuccd ^lote 174 RESEARCH ON CRYSTAL GROWTH AND DEFECT CHARACTERIZATION AT THE NATIONAL BUREAU OF STANDARDS DURING THE PERIOD JULY TO DECEMBER 1962 U. S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS THE NATIONAL BUREAU OF STANDARDS Functions and Activities The functions of the National Bureau of Standards are set forth in the Act of Congress, March 3, 1901, as amended by Congress in Public Law 619, 1950. These include the develop- ment and maintenance of the national standards of measurement and the provision of means and methods for making measurements consistent with these standards; the determination of physical constants and properties of materials; the development of methods and instruments for testing materials, devices, and structures; advisory services to government agencies on scientific and technical problems; invention and development of devices to serve special needs of the Government; and the development of standard practices, codes, and specifications. The work includes basic and applied research, development, engineering, instrumentation, testing, evaluation, calibration services, and various consultation and information services. Research projects are also performed for other government agencies when the work relates to and supple- ments the basic program of the Bureau or when the Bureau's unique competence is required. The scope of activities is suggested by the listing of divisions and sections on the inside of the back cover. Publications The results -

Effect of Crystallinity on the Properties of Polycaprolactone Nanoparticles Containing the Dual FLAP/Mpegs-1 Inhibitor BRP-187
polymers Article Effect of Crystallinity on the Properties of Polycaprolactone Nanoparticles Containing the Dual FLAP/mPEGS-1 Inhibitor BRP-187 Antje Vollrath 1,2, Christian Kretzer 3, Baerbel Beringer-Siemers 1, Blerina Shkodra 1,2 , Justyna A. Czaplewska 1,2, Damiano Bandelli 1,2, Steffi Stumpf 1,2, Stephanie Hoeppener 1,2 , Christine Weber 1,2 , Oliver Werz 2,3 and Ulrich S. Schubert 1,2,* 1 Laboratory of Organic Chemistry and Macromolecular Chemistry (IOMC), Friedrich Schiller University, Humboldtstraße 10, 07743 Jena, Germany; [email protected] (A.V.); [email protected] (B.B.-S.); [email protected] (B.S.); [email protected] (J.A.C.); [email protected] (D.B.); steffi[email protected] (S.S.); [email protected] (S.H.); [email protected] (C.W.) 2 Jena Center for Soft Matter (JCSM), Friedrich Schiller University, Philosophenweg 7, 07743 Jena, Germany; [email protected] 3 Department of Pharmaceutical/Medicinal Chemistry, Institute of Pharmacy, Friedrich Schiller University, Philosophenweg 14, 07743 Jena, Germany; [email protected] * Correspondence: [email protected] Citation: Vollrath, A.; Kretzer, C.; Abstract: Seven polycaprolactones (PCL) with constant hydrophobicity but a varying degree of crys- Beringer-Siemers, B.; Shkodra, B.; tallinity prepared from the constitutional isomers "-caprolactone ("CL) and δ-caprolactone (δCL) were Czaplewska, J.A.; Bandelli, D.; utilized to formulate nanoparticles (NPs). The aim was to investigate the effect of the crystallinity of Stumpf, S.; Hoeppener, S.; Weber, C.; the bulk polymers on the enzymatic degradation of the particles. -

Preliminary Study of Characterization of Nanoparticles from Coconut Shell As Filler Agent in Composites Materials
MAYFEB Journal of Materials Science Vol 1 (2016) - Pages 1-9 Preliminary Study of Characterization of Nanoparticles from Coconut Shell as Filler Agent in Composites Materials A.Sulaeman, Faculty of Mathematics and Natural Sciences , Institut Teknologi Bandung, Jalan Ganesha 10, Bandung 40132, Indonesia, Email: [email protected] Rudi Dungani, School of Life Sciences and Technology, Institut Teknologi Bandung, Jalan Ganesha 10, Bandung 40132, Indonesia, Email: [email protected] Md. Nazrul Islam, School of Life Science, Khulna University, Khulna - 9208, Bangladesh, Email: [email protected] H.P.S. Abdul Khalil, School of Industrial Technology, Universiti Sains Malaysia, Penang, Malaysia, Email: [email protected] Ihak Sumaradi, School of Life Sciences and Technology, Institut Teknologi Bandung, Jalan Ganesha 10, Bandung 40132, Indonesia, Email: [email protected] Dede Hermawan, Faculty of Forestry, Bogor Agricultural University, Dramaga-Bogor, Indonesia, Email: [email protected] Anne Hadiyane, School of Life Sciences and Technology, Institut Teknologi Bandung, Jalan Ganesha 10, Bandung 40132, Indonesia, Email: [email protected] Abstract- Agricultural wastes which include shell of coconut dry fruits (CS) can be used to prepare filler in polymer composite for commercial use. The raw CS was converted into nanoparticle in 4 steps, namely, grinding, refining, sieving and high energy ball mill. The CSNs was extracted by n-hexane for oil removal process. The presence of the oil was studied by Transmission Electron Microscopy (TEM) and Energy Dispersive X-ray analysis (EDX) to identify the existence of the oil within the nanoparticle. The decomposition temperature of the nanoparticle was studied by thermal gravimetric analysis (TGA). -

The Effect of Cooling on the Degree of Crystallinity, Solid-State Properties
pharmaceutics Article The Effect of Cooling on the Degree of Crystallinity, Solid-State Properties, and Dissolution Rate of Multi-Component Hot-Melt Extruded Solid Dispersions Dean Hurley 1,2 , Mark Davis 2 , Gavin M. Walker 2, John G. Lyons 1 and Clement L. Higginbotham 1,2,* 1 Materials Research Institute, Athlone Institute of Technology, Athlone N37 F6D7, Ireland; [email protected] (D.H.); [email protected] (J.G.L.) 2 Synthesis and Solid State Pharmaceutical Centre (SSPC), Bernal Institute, University of Limerick, Limerick V94 T9PX, Ireland; [email protected] (M.D.); [email protected] (G.M.W.) * Correspondence: [email protected]; Tel.: +353-(0)-90-6468050 Received: 30 December 2019; Accepted: 17 February 2020; Published: 1 March 2020 Abstract: The effect of cooling on the degree of crystallinity, solid-state and dissolution properties of multi-component hot-melt extruded solid dispersions [SD] is of great interest for the successful formulation of amorphous SDs and is an area that is unreported, especially in the context of improving the stability of these specific systems. The thermal solid-state properties, degree of crystallinity, drug–polymer interactions, solubility and physical stability over time were investigated. X-ray powder diffraction [XRPD] and hyper differential scanning calorimetry [DSC] confirmed that indomethacin [INM] was converted to the amorphous state; however, the addition of poloxamer 407 [P407] had a significant effect on the degree of crystallinity and the solubility of the SD formulations. Spectroscopy studies identified the mechanism of interaction and solubility studies, showing a higher dissolution rate compared to amorphous and pure INM in pH 1.2 with a kinetic solubility of 20.63 µg/mL and 34.7 µg/mL after 3 and 24 h. -

A Partial Glossary of Spanish Geological Terms Exclusive of Most Cognates
U.S. DEPARTMENT OF THE INTERIOR U.S. GEOLOGICAL SURVEY A Partial Glossary of Spanish Geological Terms Exclusive of Most Cognates by Keith R. Long Open-File Report 91-0579 This report is preliminary and has not been reviewed for conformity with U.S. Geological Survey editorial standards or with the North American Stratigraphic Code. Any use of trade, firm, or product names is for descriptive purposes only and does not imply endorsement by the U.S. Government. 1991 Preface In recent years, almost all countries in Latin America have adopted democratic political systems and liberal economic policies. The resulting favorable investment climate has spurred a new wave of North American investment in Latin American mineral resources and has improved cooperation between geoscience organizations on both continents. The U.S. Geological Survey (USGS) has responded to the new situation through cooperative mineral resource investigations with a number of countries in Latin America. These activities are now being coordinated by the USGS's Center for Inter-American Mineral Resource Investigations (CIMRI), recently established in Tucson, Arizona. In the course of CIMRI's work, we have found a need for a compilation of Spanish geological and mining terminology that goes beyond the few Spanish-English geological dictionaries available. Even geologists who are fluent in Spanish often encounter local terminology oijerga that is unfamiliar. These terms, which have grown out of five centuries of mining tradition in Latin America, and frequently draw on native languages, usually cannot be found in standard dictionaries. There are, of course, many geological terms which can be recognized even by geologists who speak little or no Spanish. -

Influence of Amorphous Polymer Nanoparticles on the Crystallization Behavior of Poly(Vinyl Alcohol) Nanocomposites
Macromolecular Research, Vol. 17, No. 7, pp 476-482 (2009) Influence of Amorphous Polymer Nanoparticles on the Crystallization Behavior of Poly(vinyl alcohol) Nanocomposites Kyung Jin Lee, Jihye Lee, Jin-Yong Hong, and Jyongsik Jang* School of Chemical and Biological Engineering, College of Engineering, Seoul National University, Seoul 151-742, Korea Received August 19, 2008; Revised December 3, 2008; Accepted December 4, 2008 Abstract: The crystallization behavior of poly(vinyl alcohol) (PVA) in the presence and absence of polypyrrole nanoparticles (PPy NPs) was investigated in terms of the heterogeneous nucleation effect of PPy NPs using FTIR, X-ray diffraction, differential scanning calorimeter and polarized optical microscope analysis. PPy NPs were pre- pared by dispersion polymerization method stabilized by PVA in aqueous solution. A polymer nanocomposite with uniform dispersity could be readily obtained due to the enhanced compatibility between the filler and matrix. Com- pared with the PPy NP-absent PVA, the PPy NP/PVA nanocomposite exhibited an enhanced degree of crystallinity. The degree of crystallinity increased up to 17% at the PPy NP concentration of 1 wt%, compared to the pristine PVA. The PPy NP acted as an effective nucleating agent during the crystallization process, thereby enhancing the degree and rate of crystallization. The kinetics study of the crystallization also revealed the decreased value of the Avrami coefficient in the case of the PPy NP/PVA nanocomposite. Keywords: semicrystalline polymer, nanocomposite, fourier transform infrared spectroscopy, polypyrrole nanoparti- cle, poly(vinyl alcohol). Introduction the organic matrix. Ke et al. focused on the surface treat- ment of silica nanoparticle with PS in order to enhance the 32 Crystallization behavior of semicrystalline polymer has compatibility between SiO2 and PET. -

Nucleation and Crystallization of Low-Crystallinity Polypropylene Followed in Situ by Hot Stage Atomic Force Microscopy Holger Scho1nherr,†,‡,§ Robert M
2412 Macromolecules 2003, 36, 2412-2418 Nucleation and Crystallization of Low-Crystallinity Polypropylene Followed in Situ by Hot Stage Atomic Force Microscopy Holger Scho1nherr,†,‡,§ Robert M. Waymouth,*,‡,| and Curtis W. Frank*,†,‡ Department of Chemical Engineering, Stanford University, Stanford, California 94305-5025, NSF MRSEC Center on Polymer Interfaces and Macromolecular Assemblies (CPIMA), Stanford University, Stanford, California 94305, and Department of Chemistry, Stanford University, Stanford, California 94305-5080 Received May 29, 2002 ABSTRACT: The isothermal crystallization of the ether-soluble fraction (ES) of elastomeric stereoblock polypropylene (ePP) was investigated in situ by hot stage atomic force microscopy (AFM) at temperatures between 30 and 60 °C. Owing to the low average tacticity of 21% ([mmmm]), this material possesses a very low degree of crystallinity (e1% as determined by differential scanning calorimetry (DSC) and wide- angle X-ray scattering (WAXS)) in fully crystallized samples. Despite this low degree of crystallinity, hot stage AFM allowed us to study the nucleation and growth processes of crystallization in thin ES films in real time with nanometer resolution. The crystallization occurs in the form of lamellar crystals that develop from stable nuclei. Both metastable and stable primary nuclei have been visualized. Many crystals can be assigned to the R-phase of isotactic polypropylene (iPP) based on the observation of crosshatching. The lamellar growth rates are <3 × 10-3 µm/min and show a maximum between 40 °C and 45 °C. These results form the basis for a better understanding of the crystallization of ultralow crystallinity polypropylenes and likely other low crystallinity polymers. Introduction applied techniques of DSC and polarized optical micros- In recent years, polyolefin-based elastomers have copy (POM) cannot be applied due to the lack of any attracted considerable interest due to their unique clear signal. -

A Bright Future for Glass-Ceramics
A bright future for glass-ceramics From their glorious past, starting with their accidental discovery, to successful commercial products, the impressive range of properties and exciting potential applications of glass-ceramics indeed ensure a bright future! by Edgar Dutra Zanotto lass-ceramics were discovered – somewhat accidently G – in 1953. Since then, many exciting papers have been published and patents granted related to glass-ceram- ics by research institutes, universities and companies worldwide. Glass-ceramics (also known as vitro- cerams, pyrocerams, vitrocerâmicos, vitroceramiques and sittals) are produced by controlled crystal- lization of certain glasses – generally induced by nucleating additives. This is in contrast with sponta- neous sur- face crys- tallization, which is normally not wanted in glass manufacturing. They always con- tain a residual glassy phase and one or more embedded crystalline phases. The crystallinity varies between 0.5 and 99.5 percent, most frequently between 30 and 70 percent. Controlled ceramization yields an (Credit: Schott North America.) array of materials with interesting, sometimes unusual, combinations of properties. American Ceramic Society Bulletin, Vol. 89, No. 8 19 A bright future for glass-ceramics Unlike sintered ceramics, glass- ceramics are inherently free from poros- ity. However, in some cases, bubbles or pores develop during the latter stages of crystallization. Glass-ceramics have, in principle, several advantages. • They can be mass produced by any glass-forming technique. • It is possible to design their nano- structure or microstructure for a given application. Fig. 1. Standing, from left to right, TC-7 members Ralf Muller, Guenter VoelKsch, Linda • They have zero or very low porosity.