Design and Fabrication of Transparent Polycarbonate/Carbon Nanotube Composite Films Yuan-Chen (Craig) Chin
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Effects of Thermal Annealing on Femtosecond Laser Micromachined Glass Surfaces
micromachines Article Effects of Thermal Annealing on Femtosecond Laser Micromachined Glass Surfaces Federico Sala 1,2 , Petra Paié 2,* , Rebeca Martínez Vázquez 2 , Roberto Osellame 1,2 and Francesca Bragheri 2 1 Department of Physics, Politecnico di Milano, Piazza Leonardo da Vinci 32, 20133 Milano, Italy; [email protected] (F.S.); [email protected] (R.O.) 2 Istituto di Fotonica e Nanotecnologie, CNR, Piazza Leonardo da Vinci 32, 20133 Milano, Italy; [email protected] (R.M.V.); [email protected] (F.B.) * Correspondence: [email protected] Abstract: Femtosecond laser micromachining (FLM) of fused silica allows for the realization of three- dimensional embedded optical elements and microchannels with micrometric feature size. The performances of these components are strongly affected by the machined surface quality and residual roughness. The polishing of 3D buried structures in glass was demonstrated using different thermal annealing processes, but precise control of the residual roughness obtained with this technique is still missing. In this work, we investigate how the FLM irradiation parameters affect surface roughness and we characterize the improvement of surface quality after thermal annealing. As a result, we achieved a strong roughness reduction, from an average value of 49 nm down to 19 nm. As a proof of concept, we studied the imaging performances of embedded mirrors before and after thermal polishing, showing the capacity to preserve a minimum feature size of the reflected image lower than 5 µm. These results allow for us to push forward the capabilities of this enabling fabrication technology, and they can Citation: Sala, F.; Paié, P.; Martínez be used as a starting point to improve the performances of more complex optical elements, such as Vázquez, R.; Osellame, R.; Bragheri, F. -
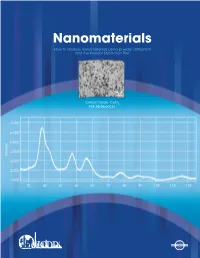
Nanomaterials How to Analyze Nanomaterials Using Powder Diffraction and the Powder Diffraction File™
Nanomaterials How to analyze nanomaterials using powder diffraction and the Powder Diffraction File™ Cerium Oxide CeO2 PDF 00-064-0737 7,000 6,000 5,000 4,000 Intensity 3,000 2,000 1,000 20 30 40 50 60 70 80 90 100 110 120 Nanomaterials Table of Contents Materials with new and incredible properties are being produced around the world by controlled design at the atomic and molecular level. These nanomaterials are typically About the Powder Diffraction File ......... 1 produced in the 1-100 nm size scale, and with this small size they have tremendous About Powder Diffraction ...................... 1 surface area and corresponding relative percent levels of surface atoms. Both the size and available (reactive) surface area can contribute to unique physical properties, Analysis Tools for Nanomaterials .......... 1 such as optical transparency, high dissolution rate, and enormous strength. Crystallite Size and Particle Size ������������ 2 In this Technical Bulletin, we are primarily focused on the use of structural simulations XRPD Pattern for NaCI – An Example .... 2 in order to examine the approximate crystallite size and molecular orientation in nanomaterials. The emphasis will be on X-ray analysis of nanomaterials. However, Total Pattern Analysis and the �������������� 3 Powder Diffraction File electrons and neutrons can have similar wavelengths as X-rays, and all of the X-ray methods described have analogs with neutron and electron diffraction. The use of Pair Distribution Function Analysis ........ 3 simulations allows one to study any nanomaterials that have a known atomic and Amorphous Materials ............................ 4 molecular structure or one can use a characteristic and reproducible experimental diffraction pattern. -

Nuclear Waste Vitrification Efficiency: Cold Cap Reactions
Journal of Non-Crystalline Solids 358 (2012) 3559–3562 Contents lists available at SciVerse ScienceDirect Journal of Non-Crystalline Solids journal homepage: www.elsevier.com/ locate/ jnoncrysol Nuclear waste vitrification efficiency: Cold cap reactions P. Hrma a,b,⁎, A.A. Kruger c, R. Pokorny d a Division of Advanced Nuclear Engineering, Pohang University of Science and Technology, Pohang, Republic of Korea b Pacific Northwest National Laboratory, Richland, WA 99352, USA c U.S. Department of Energy Hanford Tank Waste Treatment and Immobilization Plant Federal Project Office, Engineering Division, Richland, WA 99352, USA d Institute of Chemical Technology, Prague, Czech Republic article info abstract Article history: Batch melting takes place within the cold cap, i.e., a batch layer floating on the surface of molten glass in a Received 26 July 2011 glass-melting furnace. The conversion of batch to glass consists of various chemical reactions, phase transi- Received in revised form 5 January 2012 tions, and diffusion-controlled processes. This study introduces a one-dimensional (1D) mathematical Available online 7 March 2012 model of the cold cap that describes the batch-to-glass conversion within the cold cap as it progresses in a vertical direction. With constitutive equations and key parameters based on measured data, and simplified Keywords: boundary conditions on the cold-cap interfaces with the glass melt and the plenum space of the melter, Glass melting; Glass foaming; the model provides sensitivity analysis of the response of the cold cap to the batch makeup and melter con- Waste vitrification; ditions. The model demonstrates that batch foaming has a decisive influence on the rate of melting. -

A Dislocation Mechanism for Cryogenic Relaxations in Crystalline Polymers
Polymer Journal, Vol. 3, No. 3, pp 378-388 (1972) A Dislocation Mechanism for Cryogenic Relaxations in Crystalline Polymers Anne HILTNER and Eric BAER Division of Macromolecular Science, Case Western Reserve University, Cleveland, Ohio 44106, U.S.A. (Received September 28, 1971) ABSTRACT: The experimental properties of the 00 -relaxation observed in polyethylene, poly(oxymethylene), and poly(ethylene terephthalate) at about 50°K are reviewed. A mechanism is proposed involving the thermally activated redistribution of kinks along a discontinuous dislocation under an applied stress. The activation energy and relaxa tion intensity are discussed with reference to specific chain conformations in the dislo cation. It is suggested that the kinked dislocations arise from external stresses transferred to the crystalline or ordered regions of the polymer possibly via tie molecules. These stresses are greatest in deformed material or material annealed under constraint and accounts for the increase in peak height observed in these specimens. KEY WORDS Cryogenics/ Dislocation/ Polyethylene/ Poly(ethylene terephthalate) / Poly(oxymethylene) / a-Relaxation / Kink / Confor mation / Secondary relaxations above 77°K have been in the temperature range 4.2 to 77°K have been observed in many crystalline polymers and the reported by a number of authors. Previous effects of orientation and crystallinity on the workers however have been primarily concerned relaxation spectrum have been studied by vari with polymers containing side groups, and re ous investigators. Their results are reviewed laxations observed below 100°K were attributed in the excellent monograph by McCrum, Wil to motions of the pendent group.2- 7 This as liams, and Read.1 The possibility that linear, signment has been substantiated for the a-peak crystalline polymers might show relaxation pro in polystyrene (PS) by correlation of mechanical, cesses below 77°K has received less attention. -

Structure and Morphology
Structure and Morphology • Into what types of overall shapes or conformations can polymer chains arrange themselves? • How do polymer chains interact with one another. • Into what types of forms or morphologies do the chains organize • What is the relationship of conformation and morphology to polymer microstructure. • What is the relationship of conformation and morphology to macroscopic properties. States of Temperature Matter Gas Condensation Usually consider; Evaporation • Solids • Liquids Liquid • Gases Crystallization Glass Transition Melting Solid Solid (Crystalline) (Glass) Polymers Temperature No Gaseous State More complex behaviour Viscoelastic liquid Glass Crystallization Transition Melting Semicrystalline Solid Glassy Solid States of Matter Small Molecules GasGas “1st-Order” Transitions Gas LiquidLiquid Cool Volume Liquid SolidSolid Solid ((Crystalline)Crystalline) Tc Temperature The Glassy State Observed Behavior depends on: •Structure •Cooling Rate •Crystallization Kinetics Cool Volume Gas Liquid Glassy or Melt GlassSolid Transition Liquid Glass Crystalline Solid Temperature Crystal Tg Tc Crystallizable materials can form metastable glasses. What about polymers like atactic polystyrene that cannot crystallize? Polymer Structure The Issues • Bonding & the Forces between Chains • Conformations • Ordered • Disordered • Stacking or Arrangement of Chains in Crystalline Domains • Morphology of Polymer Crystals Bonding and Intermolecular Interactions What are the forces between chains that provide cohesion in the solid state? What -

Final Vitrification Melter Evaluation
Waste-Incidental-to-Reprocessing Evaluation for the West Valley Demonstration Project Vitrification Melter February 2012 Prepared by the U.S. Department of Energy West Valley, New York This page is intentionally blank. WASTE-INCIDENTAL-TO-REPROCESSING EVALUATION FOR THE WVDP VITRIFICATION MELTER CONTENTS NOTATION (Acronyms, Abbreviations, and Units).................................................. v 1.0 INTRODUCTION ...................................................................................................... 1 1.1 Purpose. ................................................................................................................. 2 1.2 Scope and Technical Basis ....................................................................................... 2 1.3 Consultation and Opportunity for Public Review ........................................................ 3 1.4 Background ............................................................................................................ 4 1.4.1 The Western New York Nuclear Service Center .............................................. 4 1.4.2 Spent Nuclear Fuel Processing ...................................................................... 6 1.4.3 The West Valley Demonstration Project ......................................................... 7 1.4.4 Characterization of the Vitrification Melter ..................................................... 7 1.4.5 Incorporation into a Solid Physical Form ........................................................ 8 1.4.6 Potential Waste Disposal -

Progress in Nuclear Waste Vitrification by Ceramic Melter Technique
JP9950237 PROGRESS IN NUCLEAR WASTE VITRIFICATION BY CERAMIC MELTER TECHNIQUE S. WEISENBURGER Forschungszentrum Karlsruhe Institut fur Nukleare Entsorgungstechnik P.O.BOX 3640, 76021 Karlsruhe, Germany ABSTRACT Nuclear waste vitrification by using the liquid-fed ceramic-lined waste glass melter process started in 1973 with the pioneering development at Batelle Pacific Northwest Laboratory. The first radioactive plant applying this technique was the PAMELA plant in Mol/ Belgium which was put into hot operation in 1985. A main part of the technology for this plant including the melter was developed by the Institut fur Nukleare Entsorgungstechnik (INE) of Forschungszentrum Karlsruhe (FZK)! For the time being there is an increasing demand for the availability of small-scale vitrification units for processing of small stocks of high level liquid wastes (HLLW). Limited quantities of HLLW solutions were obtained during the period of development of reprocessing techniques at various international sites. One example is the former WAK (Wiederaufarbeitungs-anlage Karlsruhe) reprocessing plant. It is located at the site of Forschungszentrum Karlsruhe and is now under decommissioning. The overall decommissioning program includes vitrification of 70 m3 of stored HLLW with a total p7y radioactivity of 8.9 x E17 Bq. This paper focuses on progress achieved in the design of small-scale liquid-fed ceramic glass melters for these purposes. Improvements are described regarding extension of power electrode life time by optimized air cooling, glass pouring operation, off-gas pipe cleaning, glass level detection system in the melt tank, and arrangement of a small-scale melter in a hot a cell. Some test results achieved with the new melter are also outlined. -

Tribological Investigation of the Effects of Particle Size, Loading
Available online at www.sciencedirect.com Wear 264 (2008) 632–637 Tribological investigation of the effects of particle size, loading and crystallinity on poly(ethylene) terephthalate nanocomposites Praveen Bhimaraj a, David Burris b, W. Gregory Sawyer b, C. Gregory Toney b, Richard W. Siegel a, Linda S. Schadler a,∗ a Materials Science and Engineering, Rensselaer Polytechnic Institute, 110 8th Street, Troy, NY 12180, USA b Mechanical and Aerospace Engineering, University of Florida, Gainesville, FL 32611, USA Received 1 June 2006; received in revised form 15 May 2007; accepted 30 May 2007 Available online 23 July 2007 Abstract The friction and wear properties of poly(ethylene) terephthalate (PET) filled with alumina nanoparticles were studied. The test matrix varied particle size, loading and crystallinity to study the coupled effects on the tribological properties of PET-based nanocomposites. The nanocomposite samples were tested in dry sliding against a steel counterface. The wear rate ranged from 2 × 10−6 to 53 × 10−6 mm3/Nm and the friction coefficient ranged from 0.21 to 0.41. Crystallinity was found to be a function of the processing conditions as well as the particle size and loading, while tribological properties were affected by crystallinity, filler size and loading. Wear rate and friction coefficient were lowest at optimal loadings that ranged from 0.1 to 10 depending on the crystallinity and particle size. Wear rate decreased monotonically with decreasing particle size and decreasing crystallinity at any loading in the range tested. © 2007 Published by Elsevier B.V. Keywords: Nanoparticle; Wear; Friction; Nanocomposite; Crystallinity; PET 1. Introduction Our prior work [10] showed that the addition of 38 nm alu- mina nanoparticles to PET resulted in an optimum filler content Polymeric nanocomposites continue to show unique tribolog- of about 2 wt.% which provided a 50% reduction in wear rate and ical behaviors, with previous studies showing that the addition a 10% reduction in coefficient of friction. -

Vitrification of Ion-Exchange (IEX) Resins: Advantages and Technical Challenges
WSRC-MS-95-0518 Vitrification of Ion-Exchange (IEX) Resins: Advantages and Technical Challenges bv C. M. Jantzen Westinghouse Savannah River Company Savannah River, Site Aiken, South Carolina 29808 D. K. Paster G. A. Cicero A document prepared for AMERICAN CERAMIC SOCIETY ANNUAL MEETING, NUCLEAR DIVISION at Indianapolis frorrt 04/14/95 - 04/17/95. DOE Contract No. DE-AC09-89SR18035 This paper was prepared in connection with work done under the above contract number with the U. S. Department of Energy. By acceptance of this paper, the publisher and/or recipient acknowledges the U. S. Government's right to retain a nonexclusive, royalty-free license in and to any copyright covering this paper, along with the right to reproduce and to authorize others to reproduce all or part of the copyrighted paper. DISCLAIMER This report was prepared as an account of work sponsored by an agency of the United States Government Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed,.or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof. -

SCHOTT Technical Glasses
SCHOTT Technical Glasses Physical and technical properties Foreword part from its application in optics, glass as a technical material exerted a A formative influence on the development of important technological fields such as chemistry, pharmaceutics, automotive, optoelectronics and renewable energy such as solar thermal or photovoltaics. Traditional areas of technical application for glass, such as laboratory apparatus, flat panel displays and light sources with their various requirements on chemicophysical properties, led to the development of a great variety of special glass types. By new fields of application, particularly in optoelectronics, this variety of glass types and their modes of application have been continually enhanced, and new forming processes have been developed. The hermetic encapsulation of electronic components gave decisive impetus to development activities. Finally, the manufacture of high-quality glass ceramics from glass has opened entirely new dimensions, setting new standards for various technical applications. To continuously optimize all commercial glasses and glass articles for existing applications and to develop glasses and processes for new applications is the constant endeavor of SCHOTT research. For such dynamic development it is mandatory to be in close contact with the customers and to keep them as well informed as possible about glass. SCHOTT Technical Glasses offers pertinent information in concise form. It contains general information for the determination and evaluation of important glass properties and also informs about specific chemical and physical characteristics and possible applications of the commercial technical glasses produced by SCHOTT. With this brochure we intend to assist scientists, engineers, and design- ers in making the appropriate choice and optimum use of SCHOTT products. -

Transformation (T TT) Diagram for EPY® Epoxy System
18 2018, 63, nr 1 Glass transition temperature-cure temperature- ® -transformation (TgTT) diagram for EPY epoxy system Magdalena Urbaniak1) DOI: dx.doi.org/10.14314/polimery.2018.1.3 Abstract: The EPY® epoxy system applied for the production of machine foundation chocks was iso- thermally cured at varying cure temperatures and times. The thermal behavior during the curing of the system was monitored by means of the glass transition temperature (Tg) and conversion degree (α) measured using differential scanning calorimetry (DSC) and rotational viscometry (ARES). Also, the thermal decomposition was measured by thermogravimetry and differential thermal analysis (TG-DTA). The results were analyzed and summarized in the generalized phase diagram, as well as in the Tg-cure temperature-transformation (TgTT) cure diagram. The phase diagram has reference to the transformations (in liquid, ungelled glass, gelled glass and rubber state) encountered at time to gelation and vitrification. Whereas theT gTT diagram shows that there are three types of behavior related to the temperature of cure and makes a useful framework for understanding and analyzing the relations and interdependencies during the curing process of the epoxy system. Keywords: epoxy system, curing, gelation, vitrification, glass transition temperature, glass transition temperature-cure temperature-transformation diagram. Diagram temperatura zeszklenia-temperatura sieciowania-przemiana (TgTT) dla układu epoksydowego EPY® Streszczenie: Próbki układu epoksydowego EPY®, używanego do wytwarzania podkładek funda- mentowych maszyn, sieciowano izotermicznie stosując różne temperatury i różny czas sieciowania. Metodami różnicowej kalorymetrii skaningowej (DSC) i wiskozymetrii rotacyjnej (ARES) zbadano przemiany tak przygotowanych układów pod wpływem zmian temperatury wyznaczając temperaturę zeszklenia (Tg) i stopień konwersji (α). Badano także rozkład termiczny próbek za pomocą symulta- nicznej termograwimetrycznej i różnicowej analizy termicznej (TG-DTA). -

Annealing and N2 Plasma Treatment to Minimize Corrosion of Sic-Coated Glass-Ceramics
materials Article Annealing and N2 Plasma Treatment to Minimize Corrosion of SiC-Coated Glass-Ceramics Chaker Fares 1 , Randy Elhassani 1, Jessica Partain 1, Shu-Min Hsu 2, Valentin Craciun 3, Fan Ren 1 and Josephine F. Esquivel-Upshaw 2,* 1 Chemical Engineering Department, University of Florida College of Engineering, Gainesville, FL 32611, USA; [email protected] (C.F.); [email protected] (R.E.); [email protected] (J.P.); [email protected] (F.R.) 2 Department of Restorative Dental Sciences, University of Florida College of Dentistry, Gainesville, FL 32610, USA; shuminhsu@ufl.edu 3 Plasma and Radiation Physics, National Institute for Laser, Laser Department, RO-077125 Bucharest, Romania; [email protected] * Correspondence: [email protected]fl.edu Received: 25 April 2020; Accepted: 19 May 2020; Published: 21 May 2020 Abstract: To improve the chemical durability of SiC-based coatings on glass-ceramics, the effects of annealing and N2 plasma treatment were investigated. Fluorapatite glass-ceramic disks were coated with SiC via plasma-enhanced chemical vapor deposition (PECVD), treated with N2 plasma followed by an annealing step, characterized, and then immersed in a pH 10 buffer solution for 30 days to study coating delamination. Post-deposition annealing was found to densify the deposited SiC and lessen SiC delamination during the pH 10 immersion. When the SiC was treated with a N2 plasma for 10 min, the bulk properties of the SiC coating were not affected but surface pores were sealed, slightly improving the SiC’s chemical durability. By combining N2 plasma-treatment with a post-deposition annealing step, film delamination was reduced from 94% to 2.9% after immersion in a pH 10 solution for 30 days.