Tall Oil Fatty Acid-Based Alkyd-Acrylic Copolymers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The Miracle Resource Eco-Link
Since 1989 Eco-Link Linking Social, Economic, and Ecological Issues The Miracle Resource Volume 14, Number 1 In the children’s book “The Giving Tree” by Shel Silverstein the main character is shown to beneÞ t in several ways from the generosity of one tree. The tree is a source of recreation, commodities, and solace. In this parable of giving, one is impressed by the wealth that a simple tree has to offer people: shade, food, lumber, comfort. And if we look beyond the wealth of a single tree to the benefits that we derive from entire forests one cannot help but be impressed by the bounty unmatched by any other natural resource in the world. That’s why trees are called the miracle resource. The forest is a factory where trees manufacture wood using energy from the sun, water and nutrients from the soil, and carbon dioxide from the atmosphere. In healthy growing forests, trees produce pure oxygen for us to breathe. Forests also provide clean air and water, wildlife habitat, and recreation opportunities to renew our spirits. Forests, trees, and wood have always been essential to civilization. In ancient Mesopotamia (now Iraq), the value of wood was equal to that of precious gems, stones, and metals. In Mycenaean Greece, wood was used to feed the great bronze furnaces that forged Greek culture. Rome’s monetary system was based on silver which required huge quantities of wood to convert ore into metal. For thousands of years, wood has been used for weapons and ships of war. Nations rose and fell based on their use and misuse of the forest resource. -
“Polyols: a Primer for Dietetic Professionals” Is a Self-Study
1 “Polyols: A primer for dietetic professionals” is a self-study module produced by the Calorie Control Council, an accredited provider of continuing professional education (CPE) for dietetic professionals by the Commission on Dietetic Registration. It provides one hour of level 1 CPE credit for dietetic professionals. The full text of the module is in the notes section of each page, and is accompanied by summary points and/or visuals in the box at the top of the page. Directions for obtaining CPE are provided at the end of the module. 2 After completing this module, dietetic professionals will be able to: • Define polyols. • Identify the various types of polyols found in foods. • Understand the uses and health effects of polyols in foods. • Counsel clients on how to incorporate polyols into an overall healthful eating pattern. 3 4 Polyols are carbohydrates that are hydrogenated, meaning that a hydroxyl group replaces the aldehyde or ketone group found on sugars. Hydrogenated monosaccharides include erythritol, xylitol, sorbitol, and mannitol. Hydrogenated disaccharides include lactitol, isomalt, and maltitol. And hydrogenated starch hydrolysates (HSH), or polyglycitols (a wide range of corn syrups and maltodextrins), are formed from polysaccharides (Grabitske and Slavin 2008). 5 Nearly 54 percent of Americans are trying to lose weight, more than ever before. Increasingly, they are turning toward no- and low-sugar, and reduced calorie, foods and beverages to help them achieve their weight loss goals (78% of Americans who are trying to lose weight) (CCC 2010). Polyols, found in many of these foods, are becoming a subject of more interest. 6 They are incompletely digested , therefore are sometimes referred to as “low- digestible carbohydrates.” Polyols are not calorie free, as there is some degree of digestion and absorption of the carbohydrate. -

Preparation of Renewable Bio-Polyols from Two Species of Colliguaja for Rigid Polyurethane Foams
materials Article Preparation of Renewable Bio-Polyols from Two Species of Colliguaja for Rigid Polyurethane Foams Diana Abril-Milán 1 , Oscar Valdés 2,* , Yaneris Mirabal-Gallardo 3, Alexander F. de la Torre 4 , Carlos Bustamante 5 and Jorge Contreras 5 1 Departamento de Biología y Química, Facultad de Ciencias Básicas, Universidad Católica del Maule, 3460000 Talca, Chile; [email protected] 2 Vicerrectoría de Investigación y Postgrado, Universidad Católica del Maule, 3460000 Talca, Chile 3 Instituto de Ciencias Químicas Aplicadas, Facultad de Ingeniería Civil, Universidad Autónoma de Chile, 3460000 Sede Talca, Chile; [email protected] 4 Departamento de Química Orgánica, Facultad de Ciencias Químicas, Universidad de Concepción, Casilla 160-C, 4030000 Concepción, Chile; [email protected] 5 Facultad de Ciencias Agrarias y Forestales, Universidad Católica del Maule, 3460000 Talca, Chile; [email protected] (C.B.); [email protected] (J.C.) * Correspondence: [email protected]; Tel.: +56(71)-2203304 Received: 27 September 2018; Accepted: 8 November 2018; Published: 11 November 2018 Abstract: In this study, we investigated the potential of two non-edible oil extracts from seeds of Colliguaja integerrima (CIO) and Colliguaja salicifolia (CSO) to use as a renewable source for polyols and, eventually, polyurethane foams or biodiesel. For this purpose, two novel polyols from the aforementioned oils were obtained in a one-single step reaction using a mixture of hydrogen peroxide and acetic acid. The polyol derivatives obtained from the two studied oils were characterized by spectral (FTIR, 1H NMR, and 13C NMR), physicochemical (e.g., chromatographic analysis, acid value, oxidizability values, iodine value, peroxide value, saponification number, kinematic viscosity, density, theorical molecular weight, hydroxyl number, and hydroxyl functionality) and thermal (TGA) analyses according to standard methods. -

( 12 ) United States Patent
US009902815B2 (12 ) United States Patent ( 10 ) Patent No. : US 9 ,902 , 815 B2 Tamminen et al. ( 45 ) Date of Patent: Feb . 27 , 2018 ( 54 ) FUNCTIONALIZED LIGNIN AND METHOD ( 58 ) Field of Classification Search OF PRODUCING THE SAME ??? . .. C07G 1 / 00 See application file for complete search history . @(71 ) Applicant : Teknologian tutkimuskeskus VTT , VTT (FI ) ( 56 ) References Cited U . S . PATENT DOCUMENTS @(72 ) Inventors : Tarja Tamminen , Espoo (FI ) ; Jarmo Ropponen , Espoo (FI ) ; Eva - Lena Hult , 2 ,429 , 102 A 10 / 1947 Lewis et al. Espoo ( FI) ; Kristiina Poppius- Levlin , 3 , 149 , 085 A 9 / 1964 Ball et al . Espoo (FI ) 4 ,017 ,430 A * 4 / 1977 Briggs .. .. .. 530 / 502 5 ,773 , 590 A * 6 / 1998 Hart 530 / 500 6 ,172 ,204 B1 * 1 /2001 Sarkanen et al. 530 /500 @(73 ) Assignee : Teknologian tutkimuskeskus VTT Oy, 2010 /0105798 A1 * 4 /2010 Hasegawa . .. .. 522 / 99 Espoo (FI ) 2010 /0152428 A1* 6 / 2010 Gifford et al . .. .. .. 530 / 504 2010 / 0204368 A1 * 8 / 2010 Benko et al. .. .. .. .. .. .. .. 524 / 73 ( * ) Notice : Subject to any disclaimer, the term of this 2010 / 0331531 A1 * 12 / 2010 Mykytka .. .. 530 / 501 patent is extended or adjusted under 35 2011/ 0263836 A1 * 10 / 2011 Vuorenpalo et al. .. .. 530 / 500 U . S . C . 154 ( b ) by 33 days. 2012 /0012035 A1 * 1 / 2012 Blank et al. .. .. 106 / 802 ( 21) Appl. No. : 14 /348 , 904 OTHER PUBLICATIONS (22 ) PCT Filed : Oct. 8 , 2012 Holmbom ( Journal of the American Oil Chemists Society , 1977 , p . 289 - 293 ) . * Stenberg et al . (Surface Coatings International Part B : Coatings ( 86 ) PCT No. : PCT/ FI2012 /050965 Transactions , vol. 88 , B2 , 83 - 156 , 2005 ) . -
Mdi), 1,6 Hexamethylene Diisocyanate (Hdi
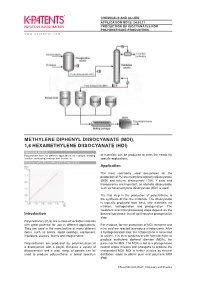
4.03.11. PRODUCTION OF ISOCYANATES FOR POLYURETHANE PRO- DUCTION CHEMICALS AND ALLIED APPLICATION NOTE 4.03.11 PRODUCTION OF ISOCYANATES FOR POLYURETHANE PRODUCTION METHYLENE DIPHENYL DIISOCYANATE (MDI), 1,6 HEXAMETHYLENE DIISOCYANATE (HDI) Typical end products Polyurethane foam for different applications, for example, bedding, of materials can be produced to meet the needs for furniture, packaging, coatings and elastomers. specific applications. Chemical curve: R.I. for MDI at Ref. Temp. of 25˚C Application The most commonly used isocyanates for the production of PU are methylene diphenyl diisocyanate (MDI) and toluene diisocyanate (TDI). If color and transparency are important, an aliphatic diisocyanate such as hexamethylene diisocyanate (HDI) is used. The first step in the production of polyurethane is the synthesis of the raw materials. The diisocyanate is typically produced from basic raw materials via nitration, hydrogenation and phosgenation. The feedstock and initial processing steps depend on the Introduction desired isocyanate, but all go through a phosgenation step. Polyurethanes (PUs) are a class of versatile materials with great potential for use in different applications. For instance, for the production of MDI, benzene and They are used in the manufacture of many different nitric acid are reacted to produce nitrobenzene. After items, such as paints, liquid coatings, elastomers, a hydrogeneration step, the nitrobenzene is converted insulators, elastics, foams and integral skins. to aniline. It is then condensed with formaldehyde to produce methylene diphenyl diamine (MDA), the Polyurethanes are produced by polymerization of precursor for MDI. The MDA is fed to a phosgenation a diisocyanate with a polyol. Because a variety of reactor where it reacts with phosgene to produce the diisocyanates and a wide range of polyols can be end-product MDI. -

Utrecht Art Supplies What Not to Use As Varnish
Utrecht Art Supplies What Not to Use as Varnish • Removable with light solvents and gentle manipulation (should not require strong solvents or hard scrubbing) • Should not fuse with, soften or dissolve completely dry paint • Resin content should be documented to aid in later cleaning and care Alkyd Alkyd-based painting mediums are great for improving paint flow, imparting gloss, increasing transparency, and promoting a tough, flexible Ask the Expert: "Lately I've been finishing my paint film, but as a top-coat, they aren't oil paintings with a coat of alkyd medium to give reversible with even very harsh solvents. A coat a shiny finish. My friend says this might not be a of alkyd is permanent, for better or worse. Also, good idea. If I can coat an acrylic painting with some alkyd mediums impart harsh glare, making gloss medium, what's the problem with using it difficult to install and light the finished work. alkyd medium on oils?" Wax A: Artists sometimes make the mistake of top- coating a painting with a medium or other Wax is sometimes used as a top-coat over material which gives a good appearance in the paintings, but it has some significant short term, but which causes problems later. shortcomings for this application. Wax remains Alkyd-based painting mediums are great for their soft indefinitely, so it doesn't impart protection intended purpose, but alkyds don't meet the against mechanical damage from handling and requirements of a picture varnish. casual contact. Wax also tends to attract and hold dust. Cold wax medium has an attractive A picture varnish should satisfy these appearance when first applied, especially when functions: buffed to a shine, but can later become • Permanently neutral in color and lackluster. -

Vinyl Toluene Modified Alkyd Resins
VINYL TOLUENE MODIFIED ALKYD RESINS VT can be used to prepare a wide variety of alkyd coating resins. In general, the base alkyd is formulated to use low cost VT to reduce the oil length of the vehicle. For example using VT with a very long-oil soya alkyd produces improved drying time and hardness. These improvements are realized without reducing the good naphtha solubility of the vehicle. OIL AND BASE ALKYD SELECTION The type of oil used in the copolymer reaction is an important variable. Variations in the chemical structure such as degree of unsaturation, type of unsaturation and degree of polymerization have an effect on the product. Copolymers prepared from heavy-bodied oils have higher viscosities, faster drying rates and greater utility for protective coatings than those based on lower viscosity oils. Conjugated oils react readily with VT to form compatible products without use of a catalyst. VT reactivity with unconjugated oils is less active and appears to be a function of the Iodine value of the oil. Use of a small amount of suitable catalyst allows production of products with good homogeneity from any of the convential drying and semi-drying oils. Copolymers of maximum hardness, toughness and flexibility can be prepared by using one of the highly reactive oils such as dehydrated castor oil. VT modified alkyd properties depend upon the base alkyd resin used. Close attention must be given to the choice of polyhydric alcohols and the average functionality of the acids in addition to the type and amount of drying oil used. Viscosity buildup, dry time and film integrity are influenced by the functionality of both the polyhydric alcohol and acid constituents. -

Kinetics of Castor Oil Alkyd Resin Polycondensation Reaction
ineering ng & E P l r a o c i c e m s e s Journal of h T C e f c h o Uzoh and Onukwuli, J Chem Eng Process Technol 2015, 6:4 l ISSN: 2157-7048 n a o n l o r g u y o J Chemical Engineering & Process Technology DOI: 10.4172/2157-7048.1000240 Research Article Article OpenOpen Access Access Kinetics of Castor Oil Alkyd Resin Polycondensation Reaction Uzoh CF* and Onukwuli OD and Madiebo Emeka Chemical Engineering Department, Faculty of Engineering Nnamdi Azikiwe University, Awka, Nigeria Abstract An appropriate kinetic law that governs some important conditions of the reaction process for dehydrated castor monoglyceride modified alkyd resin has been developed. A kinetic experiment was conducted following a standard procedure. The classical third order conversion rate model was utilized in determining the rate parameters while the viscosity-conversion model suggested by the free-volume theory was applied for the viscosity kinetics studies. The kinetic model considered for this study adequately predicts the reaction progress even beyond the actual gelation point. The effects of the system parameters on both the predicted yields and the corresponding conversion rates were documented in a well-designed sampling space implemented by statistical screening optimization paradigm. The effects of system parameters on the reaction rates further investigated based on Arrhenius equation detect a heavy mass transfer resistance during the esterification process. A detailed analysis of the response reveals a deviation from linear first order kinetics and possible transition to second and higher order kinetics in the later stages of the esterification reaction. -

Polyol Case Study
Polyol Case Study Case Study: Polyol Chewing Gums – A Systematic Review of the International Literature The effect of polyol containing chewing gums was evaluated in a systematic review published in 2008, in the Journal of the American Dental Association. 1 Eligible studies were retrieved from Medline, Google Scholar and the Cochrane Library and were published mainly from 1980-2001. Comparative studies were included, if they were published in English, in peer reviewed journals, including the evaluated effect of chewing gums containing at least one polyol (xylitol, sorbitol, mannitol or maltitol) on caries development. Data were extracted by two researchers on clinical and radiographic outcomes from original papers with a priority given to clinical outcomes. The quality of the studies was assessed using the Jadad scale. 2 The dose of the polyol was combined with the duration of use to produce a variable called poyol load. Preventive fractions were calculated with the following formula: PF= (XC − XE)/XC XC is the mean caries increment in the control group and XE is the mean caries increment in the group with the polyol-containing chewing gum. There were four groups of studies; 1) xylitol vs. no chewing gum; 2) xylitol and sorbitol vs. no chewing gum; 3) sorbitol vs. no chewing gum and; 4) sorbitol and mannitol vs. no chewing gum. www.allianceforacavityfreefuture.org | PAGE 1/3 The original literature search produced 231 articles with 19 deemed appropriate and meeting the study inclusion criteria for the meta-analysis. The studies included school children in the United States, Canada, Finland, Denmark as well as other European countries. -

Polyols Have a Variety of Functional Properties That Make Them Useful Alternatives to Sugars in Applications Including Baked Goods
Polyols have a variety of functional properties that make them useful alternatives to sugars in applications including baked goods. Photo © iStockphoto.com/Synergee pg 22 09.12 • www.ift.org BY LYN NABORS and THERESA HEDRICK SUGAR REDUCTION WITH Polyols Polyols are in a unique position to assist with reduced-sugar or sugar-free reformulations since they can reduce calories and complement sugar’s functionality. ugar reduction will be an important goal over the of the product’s original characteristics may still be main- next few years as consumers, government, and in- tained with the replacement of those sugars by polyols. Sdustry alike have expressed interest in lower-calorie In addition, excellent, good-tasting sugar-free products and lower-sugar foods. The 2010 Dietary Guidelines for can be developed by using polyols. Polyols are in a unique Americans put a strong emphasis on consuming fewer position to assist with reduced-sugar or sugar-free refor- calories and reducing intake of added sugars. The In- mulations; since they are only partially digested and ab- stitute of Medicine (IOM) held a public workshop in sorbed, they can reduce calories and complement sugar’s November 2010 to discuss ways the food industry can functionality. Polyols provide the same bulk as sugars and use contemporary and innovative food processing tech- other carbohydrates. Additionally, polyols have a clean, nologies to reduce calorie intake in an effort to reduce sweet taste, which is important since consumers are not and prevent obesity, and in October 2011 recommended likely to sacrifice taste for perceived health benefits. Poly- front-of-package labeling that includes rating the product ols have a host of other functional properties that make based on added sugars content. -
MDI and TDI: Safety, Health and the Environment
MDI and TDI: Safety, Health and the Environment. A Source Book and Practical Guide Edited by: DCAllport Gilbert International Ltd, Manchester, UK D S Gilbert Gilbert International Ltd, Manchester, UK and S M Outterside Gilbert International Ltd, Manchester, UK Copyright 2003 John Wiley & Sons Ltd, The Atrium, Southern Gate, Chichester, West Sussex PO19 8SQ, England Telephone (+44) 1243 779777 Email (for orders and customer service enquiries): [email protected] Visit our Home Page on www.wileyeurope.com or www.wiley.com All Rights Reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, scanning or otherwise, except under the terms of the Copyright, Designs and Patents Act 1988 or under the terms of a licence issued by the Copyright Licensing Agency Ltd, 90 Tottenham Court Road, London W1T 4LP, UK, without the permission in writing of the Publisher. Requests to the Publisher should be addressed to the Permissions Department, John Wiley & Sons Ltd, The Atrium, Southern Gate, Chichester, West Sussex PO19 8SQ, England, or emailed to [email protected], or faxed to (+44) 1243 770620. This publication is designed to provide accurate and authoritative information in regard to the subject matter covered. It is sold on the understanding that the Publisher is not engaged in rendering professional services. If professional advice or other expert assistance is required, the services of a competent professional should be sought. Other Wiley Editorial Offices John Wiley & Sons Inc., 111 River Street, Hoboken, NJ 07030, USA Jossey-Bass, 989 Market Street, San Francisco, CA 94103-1741, USA Wiley-VCH Verlag GmbH, Boschstr. -

A Review of Wood Biomass-Based Fatty Acidsand Rosin Acids Use In
polymers Review A Review of Wood Biomass-Based Fatty Acids and Rosin Acids Use in Polymeric Materials Laima Vevere *, Anda Fridrihsone , Mikelis Kirpluks and Ugis Cabulis Polymer Department, Latvian State Institute of Wood Chemistry, 27 Dzerbenes Str., LV-1006 Riga, Latvia; [email protected] (A.F.); [email protected] (M.K.); [email protected] (U.C.) * Correspondence: [email protected]; Tel.: +371-28869638 Received: 26 October 2020; Accepted: 14 November 2020; Published: 16 November 2020 Abstract: In recent decades, vegetable oils as a potential replacement for petrochemical materials have been extensively studied. Tall oil (crude tall oil, distilled tall oil, tall oil fatty acids, and rosin acids) is a good source to be turned into polymeric materials. Unlike vegetable oils, tall oil is considered as lignocellulosic plant biomass waste and is considered to be the second-generation raw material, thus it is not competing with the food and feed chain. The main purpose of this review article is to identify in what kind of polymeric materials wood biomass-based fatty acids and rosin acids have been applied and their impact on the properties. Keywords: crude tall oil; tall oil; fatty acids; rosin acids; polymer materials 1. Introduction The success of plastics as a commodity has been significant and polymer materials are a part of everyday life. The advantages of polymers over other materials can be attributed to their adjustable properties, low cost and ease of processing. Worldwide, the manufacturing of polymers grows every year, reaching almost 360 million tonnes in 2018 [1]. In the light of environmental challenges of the 21st century, the development of novel low-cost and scalable monomers from renewable resources is essential.