Vinyl Toluene Modified Alkyd Resins
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Enhanced Fatty Acid Methyl Esters Recovery Through a Simple And
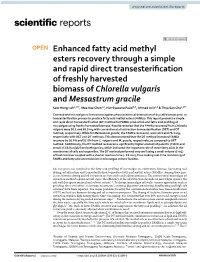
www.nature.com/scientificreports OPEN Enhanced fatty acid methyl esters recovery through a simple and rapid direct transesterifcation of freshly harvested biomass of Chlorella vulgaris and Messastrum gracile Saw Hong Loh1,2*, Mee Kee Chen1,2, Nur Syazana Fauzi2,3, Ahmad Aziz1,2 & Thye San Cha1,2* Conventional microalgae oil extraction applies physicochemical destruction of dry cell biomass prior to transesterifcation process to produce fatty acid methyl esters (FAMEs). This report presents a simple and rapid direct transesterifcation (DT) method for FAMEs production and fatty acid profling of microalgae using freshly harvested biomass. Results revealed that the FAMEs recovered from Chlorella vulgaris were 50.1 and 68.3 mg with conventional oil-extraction-transesterifcation (OET) and DT method, respectively. While for Messastrum gracile, the FAMEs recovered, were 49.9 and 76.3 mg, respectively with OET and DT methods. This demonstrated that the DT method increased FAMEs recovery by 36.4% and 53.0% from C. vulgaris and M. gracile, respectively, as compared to OET method. Additionally, the DT method recovered a signifcantly higher amount of palmitic (C16:0) and stearic (C18:0) acids from both species, which indicated the important role of these fatty acids in the membranes of cells and organelles. The DT method performed very well using a small volume (5 mL) of fresh biomass coupled with a shorter reaction time (~ 15 min), thus making real-time monitoring of FAMEs and fatty acid accumulation in microalgae culture feasible. Te key processes involved in the fatty acid profling of microalgae are cultivation, biomass harvesting and drying, oil extraction and transesterifcation to produce fatty acid methyl esters (FAMEs). -

Utrecht Art Supplies What Not to Use As Varnish
Utrecht Art Supplies What Not to Use as Varnish • Removable with light solvents and gentle manipulation (should not require strong solvents or hard scrubbing) • Should not fuse with, soften or dissolve completely dry paint • Resin content should be documented to aid in later cleaning and care Alkyd Alkyd-based painting mediums are great for improving paint flow, imparting gloss, increasing transparency, and promoting a tough, flexible Ask the Expert: "Lately I've been finishing my paint film, but as a top-coat, they aren't oil paintings with a coat of alkyd medium to give reversible with even very harsh solvents. A coat a shiny finish. My friend says this might not be a of alkyd is permanent, for better or worse. Also, good idea. If I can coat an acrylic painting with some alkyd mediums impart harsh glare, making gloss medium, what's the problem with using it difficult to install and light the finished work. alkyd medium on oils?" Wax A: Artists sometimes make the mistake of top- coating a painting with a medium or other Wax is sometimes used as a top-coat over material which gives a good appearance in the paintings, but it has some significant short term, but which causes problems later. shortcomings for this application. Wax remains Alkyd-based painting mediums are great for their soft indefinitely, so it doesn't impart protection intended purpose, but alkyds don't meet the against mechanical damage from handling and requirements of a picture varnish. casual contact. Wax also tends to attract and hold dust. Cold wax medium has an attractive A picture varnish should satisfy these appearance when first applied, especially when functions: buffed to a shine, but can later become • Permanently neutral in color and lackluster. -

Kinetics of Castor Oil Alkyd Resin Polycondensation Reaction
ineering ng & E P l r a o c i c e m s e s Journal of h T C e f c h o Uzoh and Onukwuli, J Chem Eng Process Technol 2015, 6:4 l ISSN: 2157-7048 n a o n l o r g u y o J Chemical Engineering & Process Technology DOI: 10.4172/2157-7048.1000240 Research Article Article OpenOpen Access Access Kinetics of Castor Oil Alkyd Resin Polycondensation Reaction Uzoh CF* and Onukwuli OD and Madiebo Emeka Chemical Engineering Department, Faculty of Engineering Nnamdi Azikiwe University, Awka, Nigeria Abstract An appropriate kinetic law that governs some important conditions of the reaction process for dehydrated castor monoglyceride modified alkyd resin has been developed. A kinetic experiment was conducted following a standard procedure. The classical third order conversion rate model was utilized in determining the rate parameters while the viscosity-conversion model suggested by the free-volume theory was applied for the viscosity kinetics studies. The kinetic model considered for this study adequately predicts the reaction progress even beyond the actual gelation point. The effects of the system parameters on both the predicted yields and the corresponding conversion rates were documented in a well-designed sampling space implemented by statistical screening optimization paradigm. The effects of system parameters on the reaction rates further investigated based on Arrhenius equation detect a heavy mass transfer resistance during the esterification process. A detailed analysis of the response reveals a deviation from linear first order kinetics and possible transition to second and higher order kinetics in the later stages of the esterification reaction. -
Influence of the Fatty Acid Pattern on the Drying of Linseed Oils
Influence of the fatty acid pattern on the drying of linseed oils Cecilia Stenberg AKADEMISK AVHANDLING Som med tillstånd av Kungliga Tekniska Högskolan i Stockholm framlägges till offentlig granskning för avläggande av teknisk licentiatexamen tisdagen den 15 juni 2004, kl.10.00 i sal K1, Teknikringen 56, KTH, Stockholm. LIST OF PAPERS This thesis is a summary of the following papers: 1 “A study of the drying of linseed oils with different fatty acid patterns using RTIR-spectroscopy and Chemiluminescence (CL)” Accepted in Industrial Crops and Products (2004) 2 “Drying of linseed oil wood coatings using reactive diluents” To be submitted to Surface Coatings International Part B: Coatings Transactions (2004) ABSTRACT The interest in renewable resources due to environmental factors has increased the interest to use new VOC-free linseed oil qualities together with reactive diluents for coating applications. The drying of two linseed oils, Oil A with a high content (74,2 %) of linoleic acid (C18:2) and oil B, a more traditional linseed oil with a high amount (55,2-60,4 %) of linolenic acid (C18:3), was followed in order to reveal how the structural variations of the oils fatty acid pattern and the addition of the fatty acid methyl ester of oil A as a reactive diluent (0, 20 40 wt%) can change the drying performances of the oils and their final film properties. The influence of the drying temperature and the influence of driers was investigated. The drying performance of the different oil formulations applied on pinewood substrates was briefly investigated. Two different analytical techniques, chemiluminescence (CL), and real-time infrared spectroscopy, (RTIR), were shown to be versatile tools for the analysis of the drying process. -

ANTICORROSION UV CURABLE ALKYDS a Thesis Presented to The
ANTICORROSION UV CURABLE ALKYDS A Thesis Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Master of Science Rongcheng Xu December, 2017 ANTICORROSION UV CURABLE ALKYDS Rongcheng Xu Thesis Approved: Accepted: ______________________________ _____________________________ Advisor Department Chair Dr. Mark Soucek Dr. Sadhan Jana ______________________________ ______________________________ Faculty Reader Dean of the College Dr. Xiong Gong Dr. Eric Amis ______________________________ ______________________________ Faculty Reader Executive Dean of Graduate School Dr. Younjin Min Dr. Chand Midha ______________________________ _____________________________ Date:_________________________ ii ACKNOWLEDGEMENTS I would like to sincerely thank the amazing people who have helped and supported me throughout my graduate research. I would like to sincerely thank Professor Mark Soucek, for his guidance, support, training, and advice during my time at the University of Akron. I had the pleasure of being trained by excellent mentors and group members, especially Dr. Qianhe Wang, Dr. Lei Meng, and Dr. Ryan Salata. I’d also like to thank Anisa Cobaj, Brittany Pellegrene, and Dr. Sayyed Abed for their experimental support. Especially, I want to thank my classmates Cheng Zhang and Haoran Wang for their precious help and encouragement. Most importantly, I want to thank my parents for their unconditional love and everything they have done for me. In addition, I want to thank my girlfriend Yidan Zhang for her support all the way and hope her a happy PhD life in Cornell University. iii ABSTRACT Alkyds are essentially oil modified polyesters derived from oils, dibasic acids and polyols. Being bio-renewable, versatile and low-cost made alkyds one of the most consumed coating material in the world. -

Prospects and Potential of Green Fuel from Some Non Traditional Seed Oils Used As Biodiesel
Chapter 5 Prospects and Potential of Green Fuel from some Non Traditional Seed Oils Used as Biodiesel Mushtaq Ahmad, Lee Keat Teong, Muhammad Zafar, Shazia Sultana, Haleema Sadia and Mir Ajab Khan Additional information is available at the end of the chapter http://dx.doi.org/10.5772/52031 1. Introduction Today’s diesel engines require a clean-burning, stable fuel that performs well under a variety of operating conditions. Biodiesel is the only alternative fuel that can be used directly in any existing, unmodified diesel engine. Because it has similar properties to petroleum diesel fuel, biodiesel can be blended in any ratio with petroleum diesel fuel. Many federal and state fleet vehicles in USA are already using biodiesel blends in their existing diesel engines (Harwood, 1981). The low emissions of biodiesel make it an ideal fuel for use in marine areas, national parks and forests, and heavily polluted cities. Biodiesel has many advantages as a transport fuel. For example, biodiesel can be produced from domestically grown oilseed plants. Producing biodiesel from domestic crops reduces the dependence on foreign petroleum, increases agricultural revenue, and creates jobs. Presently world’s energy needs are met through non-renewable resources such as petrochem‐ icals, natural gas and coal. Since the demand and cost of petroleum based fuel is growing rapidly, and if present pattern of consumption continues, these resources will be depleted in near future. It is the need of time to explore alternative sources of fuel energy. An alternative fuel must be technically feasible, economically competitive, environmentally acceptable and easily available. Fatty acid methyl esters derived from renewable sources such as vegetable oils has gained importance as an alternative fuel for diesel engines. -

Modified Alkyd Resins As the Versatile Coating Materials Derived from Vegetable Oils
Available online at www.scholarsresearchlibrary.com Scholars Research Library Archives of Applied Science Research, 2017, 9 (1):7-12 (http://scholarsresearchlibrary.com/archive.html) ISSN 097-0X CODEN (USA) AASRC9 Modified Alkyd Resins as the Versatile Coating Materials derived from Vegetable Oils A Hasnat* Natural Product and Polymer Research Laboratory, Department of Chemistry, G. F. College (Affili- ated to M J P Rohilkhand University) Shahjahanpur, U.P. India ABSTRACT Over the years efforts have been made to design eco-friendly specialty chemicals from natural renewable resources. Among different renewable resources vegetable oils obtained from various seeds spotted largely due to their unique properties, functionalities and worldwide abundant availability. In the present review article efforts have been made to highlight the inside of the alkyd resins; oldest polymeric resin derived from vegetable oils, with respect to time to time technological modifications to improve the practical utilities. In view to reduce the use of organic solvents, synthesis and application of different types of water-born alkyds were enlightened in detailed. Furthermore, utilization of nontraditional and nonconventional seed oils in the development of versatile resin also accounted which ultimately provides profitable utilization to them as well as reduces the cost of final products. Keywords: Vegetable oil, Renewable resource, Alkyd resin, Coating materials INTRODUCTION The consumer and industrial both interests in the progress of eco-friendly materials have catapulted the environmentally benign agricultural resources as feedstock for the production of valuable polymers. Over the years efforts have been made to design eco-friendly specialty chemicals from the spectrum of natural renewable resources [1-3]. -

Drying Oil - Wikipedia
10/22/2020 Drying oil - Wikipedia Drying oil A drying oil is an oil that hardens to a tough, solid film after a period of exposure to air. The oil hardens through a chemical reaction in which the components crosslink (and hence, polymerize) by the action of oxygen (not through the evaporation of water or other solvents). Drying oils are a key component of oil paint and some varnishes. Some commonly used drying oils include linseed oil, tung oil, poppy seed oil, perilla oil, and walnut oil. Their use has declined over the past several decades, as they have been replaced by alkyd resins and other binders. Since oxidation is the key to curing in these oils, those that are susceptible to chemical drying are often unsuitable for cooking, and are also highly susceptible to becoming rancid through autoxidation, the process by which fatty foods develop off-flavors.[1] Rags, cloth, and paper saturated with drying oils may combust spontaneously (ignite) after a few hours as heat is released during the oxidation process. Contents Chemistry of the drying process Role of metal catalysts Constituents Comparison to waxes and resins Safety See also References Further reading External links Chemistry of the drying process The "drying", hardening, or, more properly, curing of oils is the result of autoxidation, the addition of oxygen to an organic compound and the subsequent crosslinking. This process begins with an oxygen molecule (O2) in the air inserting into carbon-hydrogen (C-H) bonds adjacent to one of the double bonds within the unsaturated fatty acid. The resulting hydroperoxides are susceptible to crosslinking reactions. -

Components and Types of Varnishes
Components and types of Varnishes Varnish is traditionally a combination of a drying oil, a resin, and a thinner or solvent. However, different types of varnish have different components. After being applied, the film-forming substances in varnishes either harden directly, as soon as the solvent has fully evaporated, or harden after evaporation of the solvent through curing processes, primarily chemical reaction between oils and oxygen from the air (autoxidation) and chemical reactions between components of the varnish. Resin varnishes "dry" by evaporation of the solvent and harden almost immediately upon drying. Acrylic and waterborne varnishes "dry" upon evaporation of the water but will experience an extended curing period. Oil, polyurethane, and epoxy varnishes remain liquid even after evaporation of the solvent but quickly begin to cure, undergoing successive stages from liquid or syrupy, to tacky or sticky, to dry gummy, to "dry to the touch", to hard. Environmental factors such as heat and humidity play a very large role in the drying and curing times of varnishes. In classic varnish the cure rate depends on the type of oil used and, to some extent, on the ratio of oil to resin. The drying and curing time of all varnishes may be sped up by exposure to an energy source such as sunlight, ultraviolet light, or heat. Drying oil There are many different types of drying oils, including linseed oil, tung oil, and walnut oil. These contain high levels of polyunsaturated fatty acids. Drying oils cure through an exothermic reaction between the polyunsaturated portion of the oil and oxygen from the air. -
Modified Vegetable Oil Based Additives As a Future Polymeric Material—Review
Open Journal of Organic Polymer Materials, 2015, 5, 1-22 Published Online January 2015 in SciRes. http://www.scirp.org/journal/ojopm http://dx.doi.org/10.4236/ojopm.2015.51001 Modified Vegetable Oil Based Additives as a Future Polymeric Material—Review Nikesh B. Samarth, Prakash A. Mahanwar Department Polymer and Surface Engineering, Institute of Chemical Technology, Mumbai, India Email: [email protected], [email protected] Received 26 August 2014; revised 19 September 2014; accepted 28 October 2014 Copyright © 2015 by authors and Scientific Research Publishing Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). http://creativecommons.org/licenses/by/4.0/ Abstract Polymeric materials from renewable resources have attracted a lot of attention in recent years. The development and utilization of vegetable oils for polymeric materials are currently in the spotlight of the polymer and chemical industry, as they are the largest renewable platform due to their universal wide availability, ingrained biodegradability, low cost, and excellent environmen- tal aspects (i.e., low ecotoxicity and low toxicity toward humans). These excellent natural charac- teristics are now being taken advantage of in research and development, with vegetable oil de- rived polymers/polymeric materials/composites being used in numerous applications including paints and coatings, adhesives, and nanocomposites. The aim of this review paper is to give a fun- damental description of the various vegetable oil applications in polymer materials and its recent developments. Particular emphasis will be placed on study and main application of triglyceride based additive for polymer and to give the reader an insight into the main developments is dis- cussed. -

COATINGS for ARCHITECTURAL METALS Durability + Design a Collection Coatings for Architectural Metals
COATINGS FOR ARCHITECTURAL METALS Durability + Design A Collection Coatings for Architectural Metals A Durability + Design Collection Copyright 2012 Technology Publishing Company 2100 Wharton Street, Suite 310 Pittsburgh, PA 15203 All Rights Reserved This eBook may not be copied or redistributed without the written permission of the publisher. SPONSORED BY Contents ii ® FEVE RESIN Contents iv Introduction COATINGS FOR BUILDING ENVELOPE METALS 1 The Finish Line: Picking a Winning Chemistry for Architectural Aluminum by Tony Pupp, Linetec 6 Curtain Walls—Exterior Metals: A Premium on Performance by Allen Zielnik, Atlas Material Testing Technology LLC 10 Warning: Powder Coatings Zone by Walter R. Scarborough, Hall Building Information Group, LLC 15 Anodization Analyzed by Tammy Schroeder, Linetec 21 Getting More Mileage from the Metal Roof by Bob Brenk, Aldo Products Company, Inc. Ready for Prime Time: Low-VOC Fluoropolymer Coating Counted On to 25 Generate Buzz in California and Other Venues Where ‘Green’ Takes Top Billing by Joe Maty, D+D 28 Mega Makeover Delivers... More Than a Pretty Facade by Joe Maty, D+D Contents iii Contents COATINGS FOR STRUCTURAL STEEL 31 Proving Their Mettle by Jayson L. Helsel, KTA-Tator, Inc. New Possibilities for Polyurethanes: Waterbornes on Metal 34 by Margaret Kendi, Pete Schmitt, and Raymond Stewart, Bayer MaterialScience, LLC High Performance, Low VOCs: Formulating Advances Deliver Water- 39 borne Epoxies That Meet the Demands of the Day for Metal Coatings by Daniel J. Weinmann, Ph.D., Hexion Specialty Chemicals FIRE-RESISTIVE COATINGS FOR METAL Fire-Resistive Coatings for Metal—Fire Drill: The Basics on Coatings 43 that Protect by Jayson Helsel, KTA-Tator, Inc. -
Alkyd Polyesters Creating Performance Through Chemistry
ALKYD POLYESTERS CREATING PERFORMANCE THROUGH CHEMISTRY Measurable Building upon decades spent advancing materials Performance Benefit chemistry innovation, NatureWorks offers solutions based on lactides and lactide intermediates that help innovators within the coatings, adhesives, sealants, and elastomers (C.A.S.E.), toner and surfactant industries realize: Lactides Significant, measurable product performance benefits Optimized Faster R&D Supply Chain Polyols and Scale-Up Move through the R&D process more efficiently and with minimal risk Resins Decrease systems costs via an optimized supply chain We achieve this by coupling tunable Vercet™ lactide- based chemistries with the knowledge of scientists and engineers who understand how to dial in the full capabilities of this versatile product line. NatureWorks Performance Chemicals ALKYD POLYESTERS Using Vercet lactides as a component in your resins enables unique properties including a new way of creating low VOC Custom Solutions for Coatings solvent-borne coatings for substrates such as wood and metal. Coatings for Multiple Markets Performance Benefits Substrates • Wood • Furniture • Low viscosity alkyds for lower VOC’s • Metal • Flooring • Improved flexibility resistance - Anti-corrosion layers • Architecture • Excellent substrate adhesion - Primers • Decorative • Grain enhancement alkyd-based wood varnish • Pigmentable • Renewably-sourced building block 2 NATUREWORKS PERFORMANCE CHEMICALS 16,000 14,000 ) 12,000 .s a P m ( 10,000 C ° 3 2 8,000 @ y t i s 6,000 o sc i v 4,000 P A C 2,000 MEASURABLE0 PERFORMANCE Reference 7.5% Vercet 15% Vercet 25% Vercet Low VOC's from ReducedLactide CoatingLactide ViscosityLactide 16,000 14,000 ) 12,000 .s a P m ( 10,000 C ° 3 2 8,000 @ y t i 60% s 6,000 o Vercet Coating Incumbent Coating sc i 0% v 4,000 P A C ENHANCED GLOSS & GRAIN 2,000 0% 25% Vercet lactide (M700) coating shows 0 excellent gloss, enhanced wood grain, Reference1 7.5% Vercet 15% Vercet 25% Vercet Lactide Lactide Lactide and improved flexibility while having lower VOC's than incumbents.