Mitutoyo Product Fundamentals
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hand Needles & Accessories Guide
FREE Easy HAND NEEDLE SELECTION Threading Hand needles vary according to the shape of the EASY THREADING hand needles & eye, the length and point. The larger the needle General purpose needle with a slot in size, the shorter and finer the needle. Select the outer edge of eye for easy threading accessories guide type of needle for the type of project to be sewn, Embroidery then choose the size of needle for the weight of EMBROIDERY fabric and type of thread. Sharp needle with long eye for smocking, heirloom sewing, TYPES OF HAND NEEDLES Ball Point Glovers/ embroidery and crewel Leather BALL POINT GLOVERS/LEATHER Slightly rounded tip for sewing stretch Needle with triangular point for use and knit fabrics with leather, suede, vinyl and fur Beading Milliners BEADING MILLINERS Very fine, long needle with a small, round Long needle with small round eye eye for beadwork, sewing sequins, for gathering, pleating, basting and pearls, etc. Chenille Quilting millinery work Betweens CHENILLE QUILTING BETWEENS Large-eye needle with sharp point for Short needle with round eye for ribbon embroidery, candlewicking Cotton quilting and detailed handwork and crewel work Sharps Darners SHARPS COTTON DARNERS General purpose needle with sharp Long needle with sharp point and long eye point for sewing and applique for mending Tapestry Crewel TAPESTRY CREWEL Large-eyed needle with a blunt point Sharp needle with long eye for hand for cross stitch, needlepoint and for embroidery and crewel work Yarn stitching knitted items Darners DOLL Doll YARN DARNERS Long -
View in the Gem and Mineral Able As a Tablecloth in Four Sizes, Or As a ,A, ...__ Hall of Our National Museum of Natural Set of Four Striking Placemats
C. HEART PERFUME BOTTLE. Our pretty heart-shaped perfume bottle is Wlcome to the Smithsonian Allow 12-16 weeks for delivery. perfect for holding precious scents and her interest Our exclusive hand CabdogueforSpring1988 1. LOUNGE CHAIR: 3026. s1,150.00 (Members s1,035.00) blown glass perfume bottle with ground stopper features delicate pink hearts (s/h 76.00).* blossoming on graceful vines and is created by Zellique Art Glass of Califor· 2. OTTOMAN: 3027. s660.00 (Members s594.00) nia. The National Museum of American History includes art glass in its collec· On these pages you will find handsome reproductions, (s/h 44.55).* tions. Signed and dated. Approx. 4\4''h. 7167 s140.00 (Members s126.00) adaptations and other beautiful and useful items that reflect 3. LOVE SEAT: 3028. s1,875.00 (Members s1,687.50) (s/h 2.90). the rich diversity of the Smithsonian. As the world's largest (s/h 126.50).* complex of museums, art galleries and research facilities, it 4. SOFA: 3029. s2,500.00. (Members s2,250.00) D. HEART THIMBLE A Smithsonian exclusive by Simons Brothers. This encompasses the vast and varied elements of America's (s/h 162.00).* gold-plated sterling silver thimble with delicately pierced band is reproduced cultural, social, scientific and artistic heritage. 5. END TABLE: 3030. s475.00 (Members s427.50) from an original in our Mary Gallatin Hoppin Collection, which contains more Historical and educational information is provided on a (s/h 32.00).* than 400 unusual thimbles. A charming find for collectors. Approx. -

Specialist Collectors' Sale , Tue, 13 July 2021 9:00
Specialist Collectors' Sale , Tue, 13 July 2021 9:00 1 9ct gold charm bracelet with various novelty gold 17 Victorian silver vase of tapered cylindrical form and yellow metal charms £180-220 with embossed and pierced decoration on 2 9ct yellow and white gold bracelet with five white circular foot (lacking glass liner), by James gold double rope twist panels and yellow gold Dixon & Sons, Sheffield 1896. 11.5cm high £60- fittings. 20cm long £150-200 100 3 9ct gold circular open work ‘Ruth’ pendant on 18 Silver cigarette case with engine turned 9ct gold curb link chain. £250-300 decoration. Birmingham 1956 £60-100 4 Yellow and white metal Star of David pendant on 19 Victorian silver cased pocket watch with white 9ct gold chain £200-300 enamel dial, Roman numeral markers and subsidiary seconds dial, on silver watch chain 5 9ct gold Jewish heart shaped pendant on 18ct £40-60 gold chain £120-180 20 9ct gold flat curb link chain, 45.5cm long £150- 6 18ct gold diamond set black onyx plaque ring, 200 size L and 18ct gold signet ring, size R £80-120 21 9ct gold ball and fancy link chain, 59.5cm long 7 14ct gold wedding ring (stamped 585). Size Q £120-180 £40-60 22 Pair 9ct gold cufflinks, each oval panel engraved 8 9ct gold opal and ruby cluster ring, size N and with B and G £60-100 9ct gold emerald and opal flower head ring, size L½ £40-60 23 9ct gold heart pendant on 9ct gold chain, one other 9ct gold chain and 9ct gold watch bracelet 9 Two ladies' 9ct gold vintage wristwatches - parts £200-300 Accurist and Centaur, both on 9ct gold bracelets -

R. & Louise A. Philip
R. & LOUISE A. PHILIP. SEWING-CASES. No. 174,976. Patented March 21, 1876. V S. S sS. SS. UNITED STATES PATENT OFFICE. ROBERT PHILIP AND LOUISE. A. PHILIP, OF SACRAMENTO, CALIFORNIA. IMPROVEMENT IN SEWING-CASES. Specification forming part of Letters Patent No. 124,976, dated March 21, 1876; application filed February 19, 1876. To all whom it may concern: to six or eight, the receptacles are numbered Be it known that we, RoBERT PHILIP and twice, in order to give all the numbers of LOUISE. A. PHILIP, of Sacramento, in the thread or twist most used in machine-sewing. county of Sacramento and State of California, On the inside of the box-cover K, in Fig. 1, have invented a new and useful Improvement the thimble, Scissors, and paper of needles are in Sewing-Cases, which improvement is, fully securely held by the spring-holders a, b, and c, set forth in the following specification, refer respectively. ence being had to the accompanying drawing. The needle-cushion d, Fig. 1, for sewingma The object of our invention is to hold and chine or common needles, is in the form of a secure, in a simple and convenient manner, in horseshoe, thus economizing space, and di a sewing-case or its equivalent, the most nec vided into sections, which are indicated in the essary implements of hand and machine-sew drawing by the numbers 1, 2, 3, 4, 56, and 7. ing, viz., spools, bobbins, scissors, thimble, and The label e in the inner curve of the cushion needles. is marked with numbers or letters correspond In Figure 1, A A are two bars, pivoted at ing with those of the needles on the cushion. -
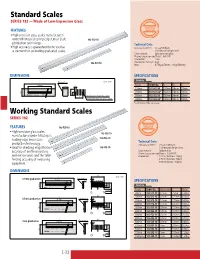
Standard Scales SERIES 182 — Made of Low-Expansion Glass
Standard Scales SERIES 182 — Made of Low-Expansion Glass FEATURES • High-precision glass scales manufactured under Mitutoyo’s leading-edge Linear Scale 182-502-50 production technology. Technical Data • High accuracy is guaranteed to be used as Accuracy (at 20°C): (0.5+L/1000)µm, a standard for calibrating graduated scales. L = Measured length (mm) Glass material: Low expansion glass Thermal expansion coefficient: 8x10-8/K Graduation: 1mm 182-501-50 Graduation thickness: 4µm Mass: 0.75kg (250mm), 1.8kg (500mm) DIMENSIONS SPECIFICATIONS Unit: mm Metric À>`Õ>Ì ,>}i / £ Range Order No. L W T 250mm 182-501-50 280mm 20mm 10mm { 7 250mm 182-501-60* 280mm 20mm 10mm Ó À>`Õ>ÌÊÌ ViÃÃ\Ê{ 500mm 182-502-50 530mm 30mm 20mm x }iÌÊ>ÀÊÌ ViÃÃ\ÊÓä 500mm 182-502-60* 530mm 30mm 20mm *with English JCSS certificate. Working Standard Scales SERIES 182 FEATURES 182-525-10 • High-precision glass scales 182-523-10 manufactured under Mitutoyo’s leading-edge linear scale 182-522-10 Technical Data production technology. Accuracy (at 20°C): (1.5+2L/1000)µm, • Ideal for checking magnification 182-513-10 L = Measured length (mm) accuracy of profile projectors Glass material: Sodium glass Thermal expansion coefficient: 8.5x10-6/K and microscopes, and the table Graduation: 0.1mm (thickness: 20µm) feeding accuracy of measuring 0.5mm (thickness: 50µm) equipment. 1mm (thickness: 100µm) DIMENSIONS £ä Unit: mm À>`Õ>Ì £ ä°£Ê}À>`Õ>Ì ,i}i Ó°Ç ä°£Ê}À>`Õ>Ì SPECIFICATIONS Ó°x Metric ΰx ÓÓ x Range Order No. -

Freshwater Bay Museum Advisory Committee
FRESHWATER BAY MUSEUM COMMITTEE AGENDA 4 DECEMBER, 2017 TOWN OF CLAREMONT FRESHWATER BAY MUSEUM ADVISORY COMMITTEE NOTICE OF MEETING A MEETING OF THE FRESHWATER BAY MUSEUM ADVISORY COMMITTEE TO BE HELD IN THE COUNCIL CHAMBERS AT 308 STIRLING HIGHWAY, CLAREMONT MONDAY 4 DECEMBER 2017 COMMENCING AT 5:00PM Liz Ledger Chief Executive Officer Date ___________________ Page (i) FRESHWATER BAY MUSEUM COMMITTEE AGENDA 4 DECEMBER, 2017 DISCLAIMER Persons present at this meeting are cautioned against taking any action as a result of any Committee recommendations until such time as those recommendations have been considered by Council and the minutes of that Council meeting confirmed. Page (ii) FRESHWATER BAY MUSEUM COMMITTEE AGENDA 4 DECEMBER, 2017 TABLE OF CONTENTS ITEM SUBJECT PAGE NO 1 DECLARATION OF OPENING/ANNOUNCEMENT OF VISITORS............. 2 2 RECORD OF ATTENDANCE/APOLOGIES ................................................ 2 3 ELECTION OF PRESIDING MEMBER ........................................................ 2 4 DISCLOSURE OF INTERESTS ................................................................... 2 5 CONFIRMATION OF MINUTES OF PREVIOUS MEETINGS ..................... 2 6 BUSINESS NOT DEALT WITH FROM A PREVIOUS MEETING ................ 2 7 REPORTS OF THE CEO ............................................................................. 4 7.1 PEOPLE AND PLACES ............................................................................... 4 7.1.1 FRESHWATER BAY EXECUTIVE MANAGER UPDATE .................. 4 7.1.2 MUSEUM OPERATIONS REPORT -

4-H 168 Sewing for Fun : Leader's Guide
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Nebraska 4-H Clubs: Historical Materials and 4-H Youth Development Publications 1986 4-H 168 Sewing for Fun : Leader's Guide Follow this and additional works at: http://digitalcommons.unl.edu/a4hhistory "4-H 168 Sewing for Fun : Leader's Guide" (1986). Nebraska 4-H Clubs: Historical Materials and Publications. 338. http://digitalcommons.unl.edu/a4hhistory/338 This Article is brought to you for free and open access by the 4-H Youth Development at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Nebraska 4-H Clubs: Historical Materials and Publications by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. RD2134 40677 Nebraska Cooperative Extension Service 4-H 168 Leader's Guide ~ Issued in furtherance of Cooperative Extension work, Acts of May 8 and June 30, 1 914, in cooperation with the {~\ ...,... U.S. Department of Agriculture. Leo E. Lucas, Director of Cooperative Extension Service, University of Nebraska, : . · ~ Institute of Agriculture and Natural Resources. • • • ........~ The Cooperative Extension Service provides information and educattonal programs to all people wtthout regard to race, color. nattonal or~gtn , sex or hand•cap. Sewing for Fun Introduction Four-H'ers enroll in sewing projects because they Congratulations on assuming the role of a 4-H sewing want to learn to sew. They want articles they can use project leader. Teaching young people to sew is a satis and enjoy. If leaders always expect perfection, members fying activity in which you can take part. Like most 4-H may be discouraged and lose interest. -
Drafting Machines and Parts Threof from Japan
DRAFTING MACHINES AND PARTS THEREOF FROM JAPAN Determination of the Commission in Investigation No. 731-T A-432 (Final} Under the Tariff Act of 1930, Together With the Information Obtained in the Investigation USITC PUBLICATION 2247 DECEMBER 1989 United States International Trade Commission Washington, DC 20436 UNITED STATES INTERNATIONAL TRADE COMMISSION COMMISSIONERS Anne E. Brunsdale, Chairman Ronald A. Cass, Vice Chairman Alfred E. Eckes Seeley G. Lodwick David B. Rohr Don E. Newquist Staff assigned: Elizabeth Haines, Investigator Catherine DeFilippo, Economist Marshall Wade, Financial Analyst Ruben Moller, Industry Analyst William Kane, Attorney George Deyman, Supervisory Investigator Address all communications to Kenneth R. Mason, Secretary to the Commission United States International Trade Commission Washington, DC 20436 CONTENTS Determination and Views of the Commission: Determination ..........•........... ~. .... 1 Views of the Conunission •••••••••••••.•••• ............. 3 Views of Chairman Anne E. Brunsdale •••••• . • . .. .. ... .. ... 21 Additional Views of Vice Chairman Ronald A. Cass •••• ....... • _35 Additional Views of Conunissioner Eckes ••••• .. • ......... ............ 67 Information obtained in the investigation: Introduction •••••• .................. ·• ........ A-1 Background ••••••••• ..... •· .. A-2 Nature and extent of sales at LTFV •••• .............. ............ A"."'2 The product: Description and uses .••••••••••• . .. ............. A-3 Track drafting machine •••••••. .. .. ..... ...... A-3 Band-and-pulley -

Schut for Precision
Schut for Precision Protractors / Clinometers / Spirit levels Accuracy of clinometers/spirit levels according DIN 877 Graduation Flatness (µm) µm/m " (L = length in mm) ≤ 50 ≤ 10 4 + L / 250 > 50 - 200 > 10 - 40 8 + L / 125 L > 200 > 40 16 + / 60 C08.001.EN-dealer.20110825 © 2011, Schut Geometrische Meettechniek bv 181 Measuring instruments and systems 2011/2012-D Schut.com Schut for Precision PROTRACTORS Universal digital bevel protractor This digital bevel protractor displays both decimal degrees and degrees-minutes-seconds at the same time. Measuring range: ± 360 mm. Reversible measuring direction. Resolution: 0.008° and 30". Fine adjustment. Accuracy: ± 0.08° or ± 5'. Delivery in a case with three blades (150, 200 Mode: 0 - 90°, 0 - 180° or 0 - 360°. and 300 mm), a square and an acute angle On/off switch. attachment. Reset/preset. Power supply: 1 battery type CR2032. Item No. Description Price 907.885 Bevel protractor Option: 495.157 Spare battery Single blades Item No. Blade length/mm Price 909.380 150 909.381 200 909.382 300 909.383 500 909.384 600 909.385 800 C08.302.EN-dealer.20110825 © 2011, Schut Geometrische Meettechniek bv 182 Measuring instruments and systems 2011/2012-D Schut.com Schut for Precision PROTRACTORS Universal digital bevel protractor This stainless steel, digital bevel protractor is Item No. Description Price available with blades from 150 to 1000 mm. The blades and all the measuring faces are hardened. 855.820 Bevel protractor Measuring range: ± 360°. Options: Resolution: 1', or decimal 0.01°. 495.157 Spare battery Accuracy: ± 2'. 905.409 Data cable 2 m Repeatability: 1'. -

BOBBIN HOLDER for SPINNING Spindles, &C
(No Model.) W. F. FULLER BOBBIN HOLDER FOR SPINNING SPINDLEs, &c. No. 376,982. Patented Jan. 24, 1888. Witnesses: Wutawud: 'fuct. 6)2 24 - Inventor Attorney, N. PETES. Pito-Lithographief, Washington, D.C. s UNITED STATES PATENT OFFICE. WILLIAM. F. FULLER, OF PORT ELMSLEY, ONTARIO, CANADA, ASSIGNOR OF - . ONE-HALF TO BENSON SMITH SNYDER, OF SAME PLACE. BOBB N-HOLDER FOR SPINNING-SPNDLEs, &c. SPECIFICATION forming part of Tetters Patent No. 376,982, dated January 24, 1888. Application filed June 1, 1887, serial No. 239,938. (No model.) . To all, whom it may concern: C C are two narrow strips, placed opposite Be it known that I, WILLIAM. F. FULLER, each other within the thimble and edgewise. of Port Elmsley, in the Province of Ontario, between its interior face and the exterior of the Canada, have invented new and useful Im. elastic block B, into which they are sunk. The 55 5 provements in Bobbin-Holders for Spinning: lower end, c', of each is turned outwardly over Spindles, &c., of which the following is a speci the edge of the thimble, and the upper end, c, fication, reference being had to the accompa projecting above the top of the thimble, is nying drawings, forming a part of this speci made broad into lugs and rests with a square . fication. shoulder upon the block, thus preventing its 6o IO My invention relates to textile machinery, slipping upward and holding the block while . and especially to machinery for spinning wool. being forced on the spindle. The object of my invention is to prevent the D is the thread-clamp, consisting of a nar..." Waste of yarn that is now being made every row collar fitting snugly and movably upon . -

232-Florida Souvenirs-R.Indd
Souvenirs 232-FL31174 FL Magnet PVC Festive Price: $2.00 Retail: $3.99 w(h31247*NLLROk(U Lynco Distribution Inc. dba Lynco Products™ 1410 11th St. West Milan, IL 61264 www.lyncoproducts.net Toll Free: Local: Fax 800.758.9244 309.787.2300 309.787.3200 2010-07-Florida Souvenirs 232-FL31164 232-FL21268 232-FL24248 232-FL23385 FL Bell Elements FL K/C Beaded FL K/C Glitter Peace Symbol FL K/C Lucite Retail: $4.99 Retail: $3.99 Retail: $4.99 Map Flag w(h31247*NLLQOl(V w(h31247*MLMQSt(y w(h31247*MOMOSs(x Retail: $3.99 w(h31247*MNNSPl(V 232-FL21293 232-FL23387 232-FL23776 232-FL25209 FL K/C Lucite State Map FL K/C Metal Heart Locket FL K/C Spinner Rhines. FL Lapel Pin Retail: $3.99 Retail: $5.99 Retail: $5.99 Elements w(h31247*MLMTNl(V w(h31247*MNNSRp(u w(h31247*MNRRQr(w Retail: $3.99 w(h31247*MPMKTs(x 232-FL31571 232-FL32344 232-FL32344 232-FL31166 FL Magnet 2D Elements FL Magnet 2D Map Flag FL Magnet FL Mug Elements Retail: $3.99 Retail: $3.99 2D State Map Retail: $5.99 w(h31247*NLPRLr(w w(h31247*NMNOSo(Y Retail: $3.99 w(h31247*NLLQQp(u w(h31247*NMNOOq(v 232-FL32345 232-FL21267 232-FL31171 232-FL31172 FL Mug State Map FL Playing Cards FL Shooter Multi Clr Stars FL Shooter Tipsy Retail: $5.99 Retail: $3.99 Retail: $5.99 Retail: $5.99 w(h31247*NMNOPn(X w(h31247*MLMQRm(W w(h31247*NLLRLt(y w(h31247*NLLRMq(v 232-FL25309 232-FL18009 232-FL32348 232-FL31170 FL Shot Glass 3 View FL Shot Glass Elements FL Shot Glass Frosted FL Shot Glass Retail: $3.99 Retail: $3.99 Retail: $3.99 Multi Stars w(h31247*MPNKTp(u w(h31247*LSKKTo(Y w(h31247*NMNOSo(Y Retail: $3.99 w(h31247*NLLRKm(W 232-FL32349 232-FL32350 232-FL25109 232-FL31167 FL Shotglass State Map FL Shotglassr Tipsy FL Spoon Elements FL Thimble Elements Retail: $3.99 Retail: $4.99 Retail: $5.99 Retail: $3.99 w(h31247*NMNOTl(V w(h31247*NMNPKr(w w(h31247*MPLKTl(V w(h31247*NLLQRm(W Item # Pk. -

Basic Sewing Supplies 1
Basic Sewing Supplies 1 Basic Sewing Supplies Rotary cutter Self-healing cutting mat Ruler with grid Rotary cutter safety glove Dressmaking ham Press cloth Sleeve roll or board Tailor board Basic sewing tools are needed for beginning items. A few Needle press board/pad are essential to use in constructing a sewn item. As you progress in your sewing skills, you may want to include Press mitt other supplies for more advanced projects. Other supplies make the process easier. Visit your local fabric store or Sewing Kit Glossary browse the internet for additional supplies. As you get your supplies check them off. Basic Supplies Needed: Basic Supplies Straight pins—Select steel pins that are sharp. Dull pins can damage fabrics. Ballpoint pins can be used on knitted Needed: fabrics. Long pins with flat heads can be used on fleece or open weave fabrics. Straight Pins Pin cushion Sharp shears (for cutting fabric) Tape measure Seam ripper Sewing supply container Optional: Pin cushion—There are a variety of pin cushions available. A magnetic pin cushion helps hold pins in place. Hem (seam) gauge A wrist pin cushion keeps pins accessible. Marking pen/pencil or chalk Small scissors (for clipping threads) Hand sewing needles Thimble Advanced Project Supplies: Point turner Basic Sewing Supplies 2 Dressmaker shears (for cutting fabric)—For best results Optional: in cutting fabric select shears that are sharp. Bent handle shears allows the fabric to lay flat while cutting. Left-hand Hem (seam) gauge—Select a metal gauge with double shears are available. Shears are available in a variety of pointed slider.