APPLICATION for EXEMPTION to MERCURY-ADDED PRODUCT PHASE-OUT Date Rec’D
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Leds Magazine Is Published by IOP Publishing Ltd and Cabot Media Ltd
www.ledsmagazine.com Technology and applications of light emitting diodes LEDS Issue 1 MAGAZINE April 2005 Editor: Tim Whitaker [email protected] Tel. +44 (0)117 930 1233 Advertising sales: [email protected] Tel. +44 (0)117 930 1030 LEDS IN ARCHITECTURE Escaping the bulb culture: the future of LEDs in architectural illumination The real value proposition for LEDs lies in the transformation from bulb culture to digital light, says Sheila Kennedy. p13 LEDs find their niche in architectural lighting Lighting designer Iain Ruxton thinks that LEDs are “still a bit of a gimmick” although the technology has great potential. p23 STANDARDS Industry alliance proposes standard definition for LED life “Ultimately, the successful adoption of LEDs by the lighting community will depend upon a consistent and accurate presentation of life data.” p9 VEHICLES Solid-state lighting in the automobile: concepts, market timing and performance Turner Field, Atlanta, is now home to the world’s largest high-definition television screen. p5 LEDs are not a “plug and play” replacement for other technologies in automotive front lighting. p25 MARKETS The LED market grew 37% to reach $3.7 billion in 2004 p18 ANALYSIS Color Kinetics and Super Vision move towards their day in court p3 LEDs Magazine is published by IOP Publishing Ltd and Cabot Media Ltd. Contact address: Institute of Physics Publishing, Dirac House, Temple Back, Bristol BS1 6BE, UK. Copyright © 2005 IOP Publishing and Cabot Media Ltd. Many factors have to be taken into consideration when The Chinese government is funding All rights reserved. designing LED flash units for camera phones. -

Detecting and Characterizing Nighttime Lighting Using Multispectral and Hyperspectral Imaging
Calhoun: The NPS Institutional Archive Theses and Dissertations Thesis Collection 2012-12 Detecting and characterizing nighttime lighting using multispectral and hyperspectral imaging Metcalf, Jeremy P. Monterey, California. Naval Postgraduate School http://hdl.handle.net/10945/27869 NAVAL POSTGRADUATE SCHOOL MONTEREY, CALIFORNIA THESIS DETECTING AND CHARACTERIZING NIGHTTIME LIGHTING USING MULTISPECTRAL AND HYPERSPECTRAL IMAGING by Jeremy Paul Metcalf December 2012 Thesis Advisor: Fred A. Kruse Second Reader: Chris D. Elvidge Approved for public release; distribution is unlimited THIS PAGE INTENTIONALLY LEFT BLANK REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704–0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instruction, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden, to Washington headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202–4302, and to the Office of Management and Budget, Paperwork Reduction Project (0704–0188) Washington DC 20503. 1. AGENCY USE ONLY (Leave blank) 2. REPORT DATE 3. REPORT TYPE AND DATES COVERED December 2012 Master’s Thesis 4. TITLE AND SUBTITLE DETECTING AND CHARACTERIZING 5. FUNDING NUMBERS NIGHTTIME LIGHTING USING MULTISPECTRAL AND HYPERSPECTRAL IMAGING 6. AUTHOR(S) Jeremy P. Metcalf 7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) 8. PERFORMING ORGANIZATION Naval Postgraduate School REPORT NUMBER Monterey, CA 93943–5000 9. SPONSORING /MONITORING AGENCY NAME(S) AND ADDRESS(ES) 10. SPONSORING/MONITORING N/A AGENCY REPORT NUMBER 11. -

Converting Fluorescent Or Neon Signs to Energy-Efficient LED Illumination
A brighter idea? Converting fluorescent or neon signs to energy-efficient LED illumination epending on the type of your interior or exterior lighted sign, it may very Dwell pay to update its illumination to energy-efficient light-emitting diodes or LED LEDs. Thousands have found the value in retrofitting, including one nationwide chain of thousands of convenience stores. But is it right for you? Here are some considerations. LED advantages over fluorescent lighting and able to withstand shock and vibration. In contrast, neon, which is encased in glass, breaks relatively easily Some estimate that illumination via light-emitting diodes during transportation and installation, and is subject to the over fluorescent bulbs can reduce sign maintenance and same hazards of wind and weather as fluorescent bulbs. energy costs by up to 80 percent. Disposal, too, may be a concern. Neon signs contain Begin by considering the expenses of repairs. As solid- mercury, which is hazardous to the environment. state devices with no moving parts, filaments or glass, LEDs are remarkably durable and maintenance-free. Not Then there’s energy use, which favors light-emitting so with fluorescent bulbs. They are significantly more diodes hands down. LEDs have a lifetime energy savings fragile than LEDs—making them prone to breakage during of up to 40 percent over neon! transportation and installation or when exposed to strong One other factor gives the nod to light-emitting diodes winds or heavy storms. over neon, and that’s cold-weather performance. LED While the cost of a replacement fluorescent light is minimal, modules stay brighter in cold weather, where neon sign the sign owner must often not only pay for a service call and brightness can drop dramatically when temperatures fall perhaps a bucket truck, but also for the environmentally safe below 35 degrees Fahrenheit, thereby negating much of disposal of the bulb, which contains toxic mercury. -
Design and Radiation Tests on a LED Based Emergency Evacuation
Design and radiation tests on a LED based emergency evacuation directional lighting PoS(TWEPP-17)092 Juan Casas CERN-TE/CRG 1211 Geneva 23, Switzerland E-mail: [email protected] Nikolaos Trikoupis1 CERN-TE/CRG 1211 Geneva 23, Switzerland E-mail: [email protected] A LED (Light Emitting Diode) based directional lighting system has been designed to indicate the best evacuation direction for applications like the Large Hadron Collider (LHC) tunnel. The design includes constraints for redundancy required by safety systems and for components selection by radiation effects. Most of the literature for radiation effects on LEDs concern digital communications systems, although some recent reports do exist for visible spectrum power LEDs and the reduction in light output versus dose is coherent with the results presented in this paper. Prototype lighting units were irradiated in CERN’s CHARM facility up to a Total Integrated Dose (TID) of 870 Gy and no failures were observed. This paper describes the basic design, presents field tests and the effects of radiation on the LEDs luminance. Topical Workshop on Electronics for Particle Physics 11 - 14 September 2017 Santa Cruz, California 1Speaker Copyright owned by the author(s) under the terms of the Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License (CC BY-NC-ND 4.0). https://pos.sissa.it/ LED based emergency evacuation directional lighting J. Casas & N. Trikoupis 1. Introduction Directional lighting that guides the personnel present in confined spaces would be a useful addition for evacuation procedures, however the authors were not able to find a manufacturer that provides such equipment qualified to operate in a radiation environment. -
Table of Contents E46 Lighting Systems
Table of Contents E46 Lighting Systems Subject Page E46 Lighting Systems . .4 System Components . .5 LSZ Control Module . .5 LSZ Switch (Headlight Switch) . .6 High Beam/Turn Signal Stalk Switch . .6 Brake Light Switch . .7 Hazard Warning Switch . .7 Fog Light Relay . .8 Rain and Light Sensor . .8 Exterior Lighting . .9 Headlights . .9 Tail Lights . .9 Brake Lights . .10 E46 Convertible Third Brake Light . .10 Advantages of Neon Technology . .10 Principle of Operation . .11 Lamp Monitoring . .11 Emergency (Failsafe Lighting) . .12 Home Lighting . .13 Redundant Storage . .13 Crash Control Activation . .14 Fog Lights . .14 Dimmer Circuit (KL58g) . .14 Indicator Lamps . .14 Rain/Driving-Light Sensor (RLS) . .15 Xenon Headlight Systems . .17 LWR . .18 Version Identification . .18 Headlight Replacement Parts . .18 Xenon High Intensity Discharge Bulbs . .19 Phases of Bulb Operation . .19 Functional Description . .19 Initial Print Date: 12/04 Revision Date: Subject Page Xenon Bulb Monitoring . .20 Xenon Headlight Assembly Components . .20 Bi-Xenon Headlights . .21 Components . .22 Bi-Xenon Headlight . .22 Electrical control facility for bi-xenon headlights . .22 Diagnosis . .23 Xenon Headlight Testing . .23 Xenon Headlight SI/TRI Bulletin . .23 Adaptive Headlights (AHL) . .24 E46 Lighting Systems Model: E46 Production: From Start of Production After completion of this module you will be able to: • Understand the lighting systems used on E46 • Identify and locate lighting system components • Diagnose lighting system concerns 3 E46 Lighting Systems E46 Lighting Systems The E46 lighting system consists of a Light Switch Center (LSZ) module which controls all exterior lighting. In addition to the electronic control and monitoring system for the external vehicle lights, the LSZ contains the switch for parking lights/low beam, the push buttons for fog lights as well as the potentiometers for instrument lighting. -

Flexible Linear V2
Jesco Corporate Showroom | New York City, NY Reception is lit with Colorflex LCF-RGB See page 46 Steps, platform and entry seating are lit with LEDLinc Miniflex See page 36 Jesco Showroom | Las Vegas, NV Bars are lit with DL-FLEX-RGB Flexible Linear Strip using a LC-PC-200 controller with remote control See page 14 Jesco Showroom | Dallas, TX Counter is lit with DL-SQ-RGB Color Changing Square Modules See page 18 Flexible Linear Lighting JESCO LIGHTING GROUP is proud to present our second edition of LED Flexible Linear Lighting Solutions catalog, with a large offering of innovative products for indoor and outdoor applications. Each of the products in this catalog is created to meet the needs of architects, interior designers, engineers, contractors and owners. Designers will find a wide variety of product options for specific projects such as architectural, cabinetry, furnishings, exhibition display and signage installations. Applications include residential, corporate, office, retail settings, and hospitality venues such as hotels and restaurants. The LED Lighting solutions presented in this catalog have a direct effect of reducing energy and maintenance costs; lowering installation costs; reducing the need for HVAC; and eliminating harmful UV radiation and environmentally damaging mercury. Jesco LED Lighting Solutions allow designers to effectively create a beautiful look in, and around, a space – a look that visitors can remember. Creative, subtle backgrounds that keep a shopper in a store, a couple in a restaurant; exciting surroundings of lighting that help a corporation strengthen its marketing image; or a simple visual statement remembered by the passer-by. -
Driverless Neon LED Strip Light Data Sheet
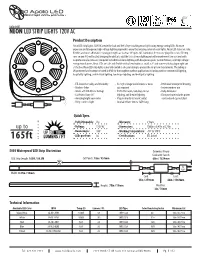
DATA SHEET NEON LED STRIP LIGHTS 120V AC Product Description Neon LED Strip Lights 120V AC create the look and feel of eye-catching neon lights using energy saving LEDs. No more expensive and dangerous high voltage lighting required to enjoy the amazing colors of neon lights. Neon LED strips are safer, flexible, and more affordable, coming in lengths as short as 18" up to 165 continuous feet on one plug. This neon LED strip runs on any A/C wall outlet, bringing the ability to add the look of neon lighting virtually anywhere at low cost and with no professional assistance. Compared to traditional neon lighting with dangerous gases, custom fixtures, and high voltage energy transformers, Neon LEDs are safe and flexible with a bend radius as small as 3" and come ready to plug in right out of the box. Neon LED strip lights come fully sealed in silicone tubing to protect the strip from the elements. The tubing is UV protected and waterproof rated at IP65 for the toughest outdoor applications including outdoor commercial lighting, hospitality lighting, architectural lighting, landscape lighting, and deck/patio lighting. • ETL Listed for Safety and Durability • No high voltage transformers or neon • IP65 rated waterproof housing • Made to Order gas required • Indoor/outdoor use • Works at 120V AC Line Voltage • Perfect for walls, buildings, linear • Fully dimmable • Cut Points Every 18" lighting, and theater lighting • Each purchase includes power • Amazing bright neon color • Plug in directly to any AC outlet cord and end cap installed • Fully seamless light • Available from 18in to 165ft long Quick Spec. -
All About Elements: Neon
All About Elements: Neon 1 Ward’s All About Elements Series Building Real-World Connections to the Building Blocks of Chemistry PERIODIC TABLE OF THE ELEMENTS GROUP 1/IA 18/VIIIA 1 2 H KEY He Atomic Number 1.01 2/IIA 35 13/IIIA 14/IVA 15/VA 16/VIA 17/VIIA 4.00 3 4 5 6 7 8 9 10 Li Be Symbol Br B C N O F Ne 6.94 9.01 79.90 Atomic Weight 10.81 12.01 14.01 16.00 19.00 20.18 11 12 13 14 15 16 17 18 Na Mg Al Si P S Cl Ar 8 9 10 22.99 24.31 3/IIIB 4/IVB 5/VB 6/VIB 7/VIIB VIIIBVIII 11/IB 12/IIB 26.98 28.09 30.97 32.07 35.45 39.95 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 K Ca Sc Ti V Cr Mn Fe Co Ni Cu Zn Ga Ge As Se Br Kr 39.10 40.08 44.96 47.87 50.94 52.00 54.94 55.85 58.93 58.69 63.55 65.41 69.72 72.64 74.92 78.9678.96 79.90 83.80 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 Rb Sr Y Zr Nb Mo Tc Ru Rh Pd Ag Cd In Sn Sb Te I Xe 85.47 87.62 88.91 91.22 92.91 95.94 (97.91)(98) 101.07 102.91 106.42 107.87 112.41 114.82 118.71 121.76 127.60 126.90 131.29 55 56 57–71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 Cs Ba La-Lu Hf Ta W Re Os Ir Pt Au Hg Tl Pb Bi Po At Rn ´ 132.91 137.33 178.49 180.95 183.84 186.21 190.23 192.22 195.08 196.97 200.59 204.38 207.20207.2 208.98 (208.98)(209) (209.99)(210) (222.02)(222) 87 88 89–103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 Fr Ra AcAc-Lr - Lr Rf Db Sg Bh Hs Mt Ds Rg Uub Uut Uuq Uup Uuh Uus Uuo ´´ (223.02)(223) (226.03)(226) (261.11)(261) (262.11)(262) (266.12)(266) (264.12)(264) (277.00)(277) (268.14)(268) (247.07)(269) (280.00)(272) (285.00)(285) (284.00)(284) (289.00)(289) (288.00)(288) (293.00)(289) (294.00) (294.00)(294) ´ 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 La Ce Pr Nd Pm Sm Eu Gd Tb Dy Ho Er Tm Yb Lu 138.91 140.12 140.91 144.24 (144.91)(145) 150.36 151.97151.96 157.25 158.93 162.50 164.93 167.26 168.93 173.04 174.97 US: www.wardsci.com Canada: www.wardsci.ca ´´ 800-962-2660 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 © 2010 Rev. -

Energy Efficient Lighting What Is Light? Electromagnetic Radiation
What is Light? Electromagnetic Radiation Energy Efficient Lighting Scott Sanford Senior Outreach Specialist University of Wisconsin – Madison 2 Sensitivity of an average humans eye What is Light? • http://www.lrc.rpi.edu/resources/publicat ions/pdf/illuminationfund.pdf • Figure 3.4 Source: The Light Measurement Handbook – Alex Ryer, International Light 3 4 Technologies; http://files.intl-light.com/ILT-Light-Measurement-Handbook.pdf Terminology Terminology • Lamps not bulbs • Color Temperature (CT) – Units of Kelvin • Indicates the light color – red to blue • Fixture – enclosure that provides support and mounting for ballast, lamps, reflector and diffuser • Lamp Depreciation • Percentage reduction in lamp output as lamp ages (mean lumen • Lamp output – Lumens output / initial lumen output). • a measure of the power of light perceived by the human eye • (60 w incandescent = ~ 850 L) • Light Loss Factor • Intensity – measured in foot-candles (fc) or Lux • Includes Lamp Depreciation plus environmental factors like dirt • Office – 50 FC accumulation on diffuser • Dairy barn – 10-20 FC • Average Rated Life – • Color Rendering Index (CRI) • mean time for 50% of lamps to burn out or stop functioning properly • Ability of humans to perceive colors under artificial light compared to natural sunlight express as a percent. 5 6 1 Color Temperature • Skylight (clear blue sky) 12-20,000K • Daylight 5000 - 6500K • Cool white / Bright White 3500 - 4100K • Warm White / Soft White 2700 - 3000K • High pressure sodium lamp 2100K • Mercury Vapor 5700K • Incandescent 2500 - 2900K • Match or candle flame 1700 - 1900K 273ºK = 0ºC = 32ºF 7 Color Rendering Index • Ability of humans to perceive colors under artificial light compared to sunlight. -

ARTICLE V. TURTLE NESTING PROTECTION Sec. 46-201. Purpose and Intent. Sec. 46-202. Definitions. Page 1 of 6 ARTICLE V. TURTLE
ARTICLE V. TURTLE NESTING PROTECTION Page 1 of 6 ARTICLE V. TURTLE NESTING PROTECTION Sec. 46-201. Purpose and intent. The purpose of this article is to reduce the impacts of artificial coastal lighting on threatened and endangered sea turtles that nest on the beaches of Miami Beach by restricting artificial lighting and other activities that disorient turtle hatchlings, causing them to crawl toward land rather than toward the ocean. This article is intended to provide overall improvements in nesting habitat degraded by light pollution, and increase successful nesting activity and production of hatchlings. The restrictions and constraints of this article shall be effective within the incorporated areas of Miami Beach and apply to any coastal lighting or other activity that has potential to adversely impact sea turtles within city limits. (Ord. No. 2006-3525, § 1, 9-6-06) Sec. 46-202. Definitions. The following words, terms and phrases, when used in this article, shall have the meanings ascribed to them in this section, except where the context clearly indicates a different meaning: Artificial light means any point source of light emanating from a device made by humans, including but not limited to incandescent mercury vapor, metal halide, sodium lamps, fluorescent, flashlights, spotlights, streetlights, vehicular lights, construction lights, security lights, bonfires, or any light emanating from any reflective surface of the device. Beach means that area of unconsolidated material that extends landward from the mean low- water line of the Atlantic Ocean, to the place where there is a marked change in material or physiographic form, or to the line of permanent vegetation. -

Catalog and Price Guide
FUNHOUSE CREATIONS Inc. 2020 1433 Mandela Parkway – Oakland, CA – 94607 www.coolneon.com (510) 547-5878 Catalog and Price Guide Cool Neon Electroluminescent Wire, Drivers and Sequencers Total Control Lighting LED Pixels and Controllers Arduino Boards and Shields LED Party Decorations, Playa Gifts Tech Support phone hours: 10 am – 5 pm Monday through Friday. In-store shopping hours: 11 am – 4 pm Wednesday through Friday. Visit, call, or email us at [email protected]. Our friendly, knowledgeable staff is here to help. For more information, including specs, pictures, videos, tutorials, and products not included in this catalog, visit www.coolneon.com, call us at (510) 547-5878, or email us at [email protected]. Table of Contents: Cool Neon Electroluminescent Wire Raw Wire, Custom Soldering, Spool Discounts................................................... 3 Plug & Play Units and Harnesses..........................................................................4 Instant Gratification: Funlights.............................................................................5 Drivers and Sequencers.....................................................................................6-9 Electroluminescent Ribbon...................................................................................9 Power Adapters...................................................................................................10 Connectors...........................................................................................................11 Soldering Tools and -

(12) Patent Application Publication (10) Pub. No.: US 2009/0268461 A1 Deak Et Al
US 20090268461A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2009/0268461 A1 Deak et al. (43) Pub. Date: Oct. 29, 2009 (54) PHOTON ENERGY CONVERSION Publication Classification STRUCTURE (51) Int. Cl. (76) Inventors: David G. Deak, Brooklyn, NY F2IV 7/00 (2006.01) (US); Joseph Lam, Chai Wan (HK) HOIL 33/00 (2006.01) s s HOI. I./62 (2006.01) Correspondence Address: (52) U.S. Cl. ... 362/247; 257/98; 313/503; 257/E33.001 LUCAS & MERCANTI, LLP (57) ABSTRACT 475 PARKAVENUE SOUTH, 15TH FLOOR NEW YORK, NY 10016 (US) A photon energy conversion device uses at least one ultravio let light emitting diode (UV-LED) with a wavelength shifting (21) Appl. No.: 12/150,528 medium Such as phosphor or quantum dots. The device can be used as a light source, and shaped like incandescent light (22) Filed: Apr. 28, 2008 bulbs, fluorescent tubes, circles or compact fluorescent bulbs. LED CHP ACTIVE PART: LIGHT Patent Application Publication Oct. 29, 2009 Sheet 1 of 20 US 2009/0268461 A1 High energy efficient phosphor uniform coating throghout the Gaussian inner surface of the bulb housing Mirror reflector surrounding the UW-LEDs. - Ultraviolet AC-to-DC light emitting diodes. voltage down converter. Circuit disk for mounting Connexion to UV-LEDs. bulb base Bulb base. Base hollow region for circuitry. (entre connecion Figure 1 Patent Application Publication Oct. 29, 2009 Sheet 2 of 20 US 2009/0268461 A1 Current limiting device Solder pad connected to + termia of power supply (DC) JV-I.EDS A - tal / Solder pad connected to - terminal of power supply Figure 2 Patent Application Publication Oct.