Coating and Colours
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Additions to the Rust Fungi of South Africa
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by RERO DOC Digital Library Mycol Progress (2012) 11:483–497 DOI 10.1007/s11557-011-0764-z ORIGINAL ARTICLE Additions to the rust fungi of South Africa Reinhard Berndt & Alan R. Wood Received: 7 February 2011 /Revised: 15 April 2011 /Accepted: 19 April 2011 /Published online: 28 May 2011 # German Mycological Society and Springer 2011 Abstract This paper presents new species, combinations, Leucosidea sericea (Rosaceae), Uromyces cypericola whose national reports and host records for the South African rust urediniospores are described for the first time, Phakopsora fungi (Uredinales/Pucciniales). Endophyllum mpenjatiense stratosa in that spermogonia and Uredo-like aecia were on cf. Hibiscus sp. (Malvaceae), Phakopsora combretorum discovered, and for Sphaerophragmium dalbergiae in that (anamorph Uredo combreticola) on the new host Combretum characters of the urediniospores are re-evaluated. A lectotype apiculatum (Combretaceae) and Uredo sekhukhunensis on is selected for Aecidium garckeanum and spermogonia are Ziziphus mucronata (Rhamnaceae) are described as new reported for this rust for the first time. The rust fungi of species. Dietelia cardiospermi and E. metalasiae are Ehrharta (Poaceae) are discussed and critically evaluated in proposed as new combinations to replace Aecidium cardio- the light of spore morphology and host species. spermi on Cardiospermum halicacabum (Sapindaceae) and A. metalasiae on Metalasia spp. (Asteraceae), respectively. Keywords Combretum . Dietelia . Ehrharta . Four species are new records for South Africa: Crossopsora Endophyllum . Ziziphus antidesmae-dioicae on Antidesma venosum (Euphorbiaceae), Phakopsora ziziphi-vulgaris on Z. mucronata,andUromyces cypericola and Puccinia subcoronata, both on a new host, Introduction Cyperus albostriatus (Cyperaceae). -

Rust Disease of Water Willow Intercepted in Import Plant Quarantine in Japan
RES.BULL.PL.PROT.JAPAN No. 41: 59~64(2005) Short Communication Rust Disease of Water Willow Intercepted in Import Plant Quarantine in Japan Yoichi MOTOKURA, Masayoshi NAGASE*, Akihiro OOI**, Koshi UEDA, and SHIGERU KIMURA Research Division, Yokohama Plant Protection Station 1-16-10, Shin-yamashita, Naka-ku, Yokohama 231- 0801, Japan. * Nagoya Airport Branch, Nagoya Plant Protection Station ** Nagoya Plant Protection Station Abstract: A rust disease on water willow(Justicia gendarussa Burm f.)was found at an import plant quar- antine inspection at Nagoya airport, in January, 2002. The causal rust fungus was identified with Puccinia thwaitesii Berk., based on it's morphology and the results of inoculation experiments. This is the first report on the interception of rust disease of water willow caused by P. thwaitesii at import plant quarantine inspection in Japan. Key words: rust, water willow, Justicia gendarussa, Puccinia thwaitesii Introduction Water willow(Justicia gendarussa Burm f..)is a perennial shrub native to the tropical and sub- tropical zones of the Asia, and it belongs to Acanthaceae(Editorial Committee of the Flora of Taiwan,1998). In the Southeast Asia, this plant is utilized as a raw material of Chinese medicine, or as a medicine for rheumatism(IWATSUKI et. al. ed., 1997). In our country, water willow is introduced and used as an ornamental plant, mainly for indoor. In January 2002, potted plants of water willow infected with a rust disease were found at an import plant quarantine inspection at Komaki(Nagoya international airport)in Japan. They were plants imported from Thailand for use as the ornamental foliage. -

Colours in Nature Colours
Nature's Wonderful Colours Magdalena KonečnáMagdalena Sedláčková • Jana • Štěpánka Sekaninová Nature is teeming with incredible colours. But have you ever wondered how the colours green, yellow, pink or blue might taste or smell? What could they sound like? Or what would they feel like if you touched them? Nature’s colours are so wonderful ColoursIN NATURE and diverse they inspired people to use the names of plants, animals and minerals when labelling all the nuances. Join us on Magdalena Konečná • Jana Sedláčková • Štěpánka Sekaninová a journey to discover the twelve most well-known colours and their shades. You will learn that the colours and elements you find in nature are often closely connected. Will you be able to find all the links in each chapter? Last but not least, if you are an aspiring artist, take our course at the end of the book and you’ll be able to paint as exquisitely as nature itself does! COLOURS IN NATURE COLOURS albatrosmedia.eu b4u publishing Prelude Who painted the trees green? Well, Nature can do this and other magic. Nature abounds in colours of all shades. Long, long ago people began to name colours for plants, animals and minerals they saw them in, so as better to tell them apart. But as time passed, ever more plants, animals and minerals were discovered that reminded us of colours already named. So we started to use the names for shades we already knew to name these new natural elements. What are these names? Join us as we look at beautiful colour shades one by one – from snow white, through canary yellow, ruby red, forget-me-not blue and moss green to the blackest black, dark as the night sky. -

Rust-Red Stringy Rot and Red Heart Rot Indian Paint Fungus and Bleeding Stereum in Firs
Rust-Red Stringy Rot and Red Heart Rot Indian paint fungus and bleeding Stereum in firs Pathogen—Rust-red stringy rot is caused by Echinodontium tinctorium. It is one of the few pathogens that has a common name—Indian paint fungus. Red heart rot is caused by Stereum (Haematostereum) sanguinolentum, also known as the bleeding Stereum. Hosts—Indian paint fungus attacks firs, hemlocks, and less commonly other species in western NorthAmerica, but it is primarily found on white fir in the Rocky Mountain Region. Bleeding Stereum occurs primarily on subal- pine fir and Engelmann spruce in this Region, though it can also attack other conifers. Signs and Symptoms—Indian paint fungus produces conks frequently at branch stubs, at wounds, and even inside hollow stems. The conk is hard and woody, hoof-shaped, and perennial (figs. 1-3). The upper surface is blackish and rough with crevices. The lower surface is grey-brown with hard, blunt, thick teeth. The inside is brilliant brick- or rust-red, but it fades over time after exposure. This tissue was ground into a powder and used as paint by some Native Americans, giving the fungus its name. The only other indicator of this disease is punk knots known as “rusty knots.” Although there is no swelling as with punk knots caused by Porodaedalea pini, the interior of the knot shows the rust-red color characteristic of the decay. Bleeding Stereum fruits frequently on logs and slash, but infrequently on live trees. Conks are small, thin, incon- spicuous, and leathery (fig. 4). Portions are appressed to the bark, often with a projecting cap. -
Color Chart.Pdf
® Finishing Products Division of RPM Wood Finishes Group Inc. Color Chart The Original Touch Up Company™ Made in the USA Color Chart ® Finishing Products Division of RPM Wood Finishes Group, Inc. Index Aerosols 1-5 Ultra® Classic Toner & Tone Finish Toner 1-3 Colored Lacquer Enamel 3-5 Shadow Toner 5 Touch-Up Markers/Pencils 5-15 Ultra® Mark Markers 5-9 3 in 1 Repair Stick 9 Pro-Mark® Markers 9-10 Quik-Tip™ Markers 10-11 Background Marker Touch-Up & Background Marker Glaze Hang-Up 11-13 Artisan Glaze Markers 13 Vinyl Marker Glaze Hang-Up 14 Brush Tip Graining Markers 14 Accent Pencils 15 Blend-Its 15 Fillers 15-29 Quick Fill® Burn-In Sticks 15-16 Edging/Low Heat Sticks 16 E-Z Flow™ Burn-In Sticks 16-17 PlaneStick® Burn-In Sticks 17-18 Fil-Stik® Putty Sticks 18-25 Hard Fill & Hard Fill Plus 25-27 PermaFill™ 27 Epoxy Putty Sticks 27-28 Patchal® Puttys 28-29 Knot Filler 29 Fil-O-Wood™ Wood Putty Tubes 29 Color Replacement 30-31 Blendal® Sticks 30 Sand Thru Sticks 30-31 Blendal® Powder Stains 31 Bronzing Powders 31 Dye Stains 32 Ultra® Penetrating & Architectural Ultra® Penetrating Stain 32 Dye Concentrate 32 Pigmented Stains 32-34 Wiping Wood™, Architectural Wiping Stain & Wiping Wood™ Stain Aerosols 32-33 Designer Series Stain, Designer Series Radiant Stain 33-34 Glazes 34 Finisher’s Glaze™ Glazing Stain & Aerosols 34 Break-A-Way™ Glaze & Aerosols 34 Leather Repair 35-37 E-Z Flow™ Leather Markers 35 Leather/Vinyl Markers 35 Leather/Vinyl Fil Sticks 35-36 Leather Repair Basecoat Aerosols 36 Leather Repair Toner Aerosols 36 Leather Repair Color Adjuster Aerosols 37 Touch Up Pigment 37 Leather Refinishing 37 Base Coat 37 NOTE: COLORS ARE APPROXIMATE REPRESENTATIONS OF ACTUAL COLORS USING MODERN PROCESS TECHNIQUES. -
J9 Packline Report V8
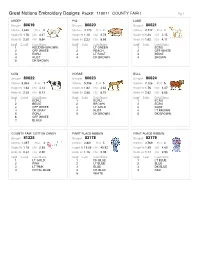
Great Notions Embroidery Designs Pack#: 110011 COUNTY FAIR I Pg 1 SHEEP PIG LAMB Design# 80619Design# 80620Design# 80621 Stitches 4,622 #Col 5 Stitches 4,170 #Col 4 Stitches 2,747 #Col 4 Height IN 1.76 CM 4.47 Height IN 1.10 CM 2.79 Height IN 1.24 CM 3.15 Width IN 2.30 CM 5.66 Width IN 2.23 CM 5.66 Width IN 1.62 CM 4.11 Seq# Color# Color Name Seq# Color Color Name Seq# Color Color Name 1 REDDISH BROWN 1 LT GREEN 1 ECRU 2 OFF WHITE 2 PEACH 2 OFF WHITE 3 ECRU 3 LT RUST 3 BEIGE 4 RUST 4 DK BROWN 4 BROWN 5 DK BROWN COW HORSE BULL Design# 80622Design# 80623Design# 80624 Stitches 5,834 #Col 7 Stitches 5,756 #Col 5 Stitches 7,126 #Col 5 Height IN 1.63 CM 4.14 Height IN 1.82 CM 4.62 Height IN 1.76 CM 4.47 Width IN 2.35 CM 6.73 Width IN 2.65 CM 6.73 Width IN 2.62 CM 6.65 Seq# Color# Color Name Seq# Color Color Name Seq# Color Color Name 1 ECRU 1 ECRU 1 ECRU 2 BEIGE 2 BROWN 2 ECRU 3 OFF WHITE 3 LT GOLD 3 RUST 4 DK GRAY 4 RUST 4 LT BROWN 5 ECRU 5 DK BROWN 5 DK BROWN 6 OFF WHITE 7 BLACK 'COUNTY FAIR' COTTON CANDY FIRST PLACE RIBBON FIRST PLACE RIBBON Design# 81325Design# 83178Design# 83179 Stitches 1,397 #Col 4 Stitches 3,801 #Col 5 Stitches 3,769 #Col 4 Height IN 1.16 CM 2.95 Height IN 18.08 CM 45.92 Height IN 1.89 CM 4.80 Width IN 2.34 CM 2.95 Width IN 1.16 CM 2.95 Width IN 1.14 CM 2.90 Seq# Color# Color Name Seq# Color Color Name Seq# Color Color Name 1 LT GOLD 1 DK BLUE 1 LT BLUE 2 PINK 2 LT BLUE 2 BLUE 3 LT PINK 3 BLUE 3 DK BLUE 4 ROYAL BLUE 4 DK BLUE 4 RED 5 WHITE Great Notions Embroidery Designs Pack#: 110011 COUNTY FAIR I Pg 2 FIRST PLACE -

Earthy Browns & Soft Neutrals WOMAN COLLECTION F/W 20-21
Authentic product Designed in Belgium Made in Peru Earthy browns & Soft neutrals WOMAN COLLECTION F/W 20-21 GREY CAMEL BLACK RUST NAVY JACOBS 70% baby alpaca 30% mulberry silk XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru GREY CAMEL BLACK RUST NAVY CELINE 70% baby alpaca 30% mulberry silk XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru GREY CAMEL BLACK RUST NAVY PAULINE 70% baby alpaca 30% mulberry silk XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru ECRU GREY CAMEL PEACH GLACIAR NAVY BRANDY WINE HONEY CORAL AIR BLACK FELICE 60% baby alpaca 5% merino wool 35% PA XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru ECRU GREY CAMEL PEACH GLACIAR NAVY BRANDY WINE HONEY CORAL AIR BLACK ANDINO stripe & plain colour version 60% baby alpaca 5% merino wool 35% PA XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru ECRU GREY CAMEL PEACH GLACIAR NAVY BRANDY WINE HONEY CORAL AIR BLACK PISCO 60% baby alpaca 5% merino wool 35% PA XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru ECRU GREY CAMEL PEACH GLACIAR NAVY BRANDY WINE HONEY CORAL AIR BLACK SURI 75% baby alpaca 25% acrylic XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru ECRU GREY CAMEL PEACH GLACIAR NAVY BRANDY WINE HONEY CORAL AIR BLACK SOL 75% baby alpaca 25% acrylic XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru ECRU GREY CAMEL NAVY WINE BLACK PINE RUST COLCA 70% baby alpaca 7% merino wool 23% PA XS-S-M-L-XL Authentic product Designed in Belgium Made in Peru ECRU GREY CAMEL NAVY -

Orange | Colour Choices Booklet
orange Positive – Orange is Happy, fun, sassy, playful, optimistic and energetic. Orange Orange looks great with all forms of blue – turquoise, warm, passionate, sensual is such an irrepressibly cheerful colour that it makes most teal, ice-blue, true blue, slate blue – as blue sits opposite and fun. The brighter of us smile. Some people are not so keen on its in-your- orange on the colour wheel. As with any scheme based on shades are cheerful and face exuberance, but orange as an interior colour is very the use of complementary colours, make sure you get the tend to stimulate the useful, particularly in burnt or terracotta tones, like Resene saturation and balance of colours right. appetite, making them Fire. Because orange is such a strong colour, it has often ideal for kitchens and been reserved for use as an accent for feature walls and Orange has a cool retro appeal that goes with mid- dining rooms, where they splashbacks. But there are many ways to include its century-style interiors. It’s also a good colour to use in also create a comfortable, brightness in your home. children’s rooms if you don’t want to fall into the unisex cosy atmosphere. stereotypes of pink or blue. Make sure you tone it down a From peach to pumpkin little though, or orange’s stimulating power will keep the Negative – Feelings of Orange is a hugely adaptable colour: it starts at soft peach, kiddies awake. deprivation, most likely like Resene Porsche, then ranges through coral, melon to You can go all out in the kitchen though, where orange’s when orange is combined carrot, then goes on to deeper shades of terracotta and warmth can be channelled to create a inviting social with black. -
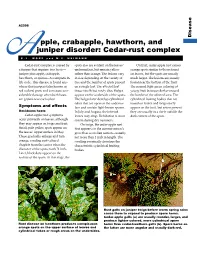
Pple, Crabapple, Hawthorn, and Juniper Disorder: Cedar-Rust Complex AG.L
A2598 Disease pple, crabapple, hawthorn, and juniper disorder: Cedar-rust complex AG.L. WORF and M.F. HEIMANN Cedar-rust complex is caused by spots also are evident on the leaves’ On fruit, cedar-apple rust causes a fungus that requires two hosts— undersurface, but remain yellow orange spots similar to those found juniper plus apple, crabapple, rather than orange. The lesions vary on leaves, but the spots are usually hawthorn, or quince—to complete its in size depending on the variety of much larger. The lesions are usually life cycle. This disease is found any- tree and the number of spots present found near the bottom of the fruit. where that junipers (also known as on a single leaf. The affected leaf The normal light-green coloring of red cedars) grow and can cause con- tissue swells but rarely dies. Bulges young fruit becomes darker around siderable damage when both hosts appear on the underside of the spots. the border of the affected area. The are grown near each other. The bulges later develop cylindrical cylindrical fruiting bodies that are tubes that are open on the undersur- found on leaves and twigs rarely Symptoms and effects face and contain light-brown spores. appear on the fruit, but when present Deciduous hosts In July and August, the infected they are usually in a circle outside the Cedar-apple rust symptoms leaves may drop. Defoliation is more dark centers of the spots. occur primarily on leaves, although severe during dry summers. they may appear on twigs and fruit. On twigs, the cedar-apple rust Small, pale yellow spots appear on first appears on the current season’s the leaves’ upper surface in May. -

W68 Killrust Colour Guide-6.Indd 1-3 27/3/12 10:47:21 AM Killrust Superior Protection Epoxy Enamel Killrust Superior Protection Epoxy Enamel
Killrust System Guide Killrust – The superior system for the protection of metal surfaces The Killrust system makes painting metal an easy three step process. The system is specially To rejuvenate, beautify, and protect your metal surfaces, we recommend you follow the step by formulated to rejuvenate, beautify, and protect your metal surfaces. step Killrust system shown below. Step 1: Prepare The Killrust range of preparatory products provide superior solutions for preparing rusted metal, clean steel, and difficult to reach surfaces. SURFACE Killrust Rust-Eeter® Killrust Cold Galvit Killrust Fishoilene Killrust Metal Prep PREPARE PRIME TOPCOAT TYPE/CONDITION Sand surface lightly until gloss is removed; remove Previously painted in dust. Any mould spots Apply Killrust Superior No priming required. good condition. must be treated with Protection Epoxy Enamel. bleach, then rinsed with clean water. • Converts rust to stop corrosion • Zinc-rich cold galvanising primer • An anti-corrosive protective • Kills & neutralises rust, for long-term, extra heavy duty fluid for rusted steel where normal exposing a clean surface for • Provides a suitable surface corrosion protection surface preparation is difficult painting for subsequent priming and painting • Encapsulates the metal in a zinc film • Ideal for hard to reach areas - • Improves adhesion and cracks, crevices, along pipes, corrosion resistance • For use on wrought iron and • Ideal for use on clean, rust free Steel or wrought iron. Clean surface to remove Apply Killrust Metal Apply Killrust Superior nuts, bolts, hinges and welds New, unpainted. oil, grease and mill-scale. Primer. Protection Epoxy Enamel. ferrous metal surfaces steel in highly corrosive • For use on mildly rusted steel environments such as coastal regions and other ferrous metals, • Not for use on galvanised iron • For use on steel handrails, metal gates, metal railings balustrading and other structural and metal lattice work steelwork • Not for use on galvanised iron Wire brush, scrape or sand surface to remove Steel or wrought iron. -

STONE FAB CATALOG 2020-V1 Your Stone, Tile and Concrete Tool Supply Experts Since 1971
STONE FAB CATALOG 2020-V1 Your stone, tile and concrete tool supply experts since 1971 C • Less risk of damaging tools • Increase tools life • Quicker set up • Better accuracy • Increase productivity • Increase parameters • Overall better quality © Grabo Nemo Portable Aardwolf Thin Material ® Electric Vacuum Cup Diarex VB Core Drills Slab Gripper Alpha AIR-830/850 see page 166 see page 78 & 81 see page 156 see page 231 STONE FAB CATALOG, 2020-V1 WWW.GRANQUARTZ.CA Dear valued customers, It’s just now been a year since we’ve implemented our new Enterprise Resource Planning (ERP) System. Despite the amount of preparation involved in this transition, it was a rough period to adapt to our new system and still offer the same level of service. Even after the change of system, we faced many unpredictable issues necessitating quick and efficient decisions altering the processes that were previously agreed on. Throughout all these challenges, our team worked together to ensure that we continued to offer the best possible service to you. We thank you for your patience and understanding as we sorted out those issues. Now that we have a solid foundation, we plan to work on numerous other projects that will connect with our ERP database to offer better and quicker solutions to you. During the previous year we have begun offering what we call the “Zoller service” for calibrating CNC tools so that you can save hours when you set up new tools or redressed tools on your CNC machine. If you haven’t heard of this service please ask your local sales and service representative or our customer service agents for more information. -

Color Choices ® ROCK-ITE® PLASTIC COLOR CHOICES Roofs, Slides, Big Timber® Components, Crawl Tubes, Bongos™, Bumpers and Panels
Color Choices ® ROCK-ITE® PLASTIC COLOR CHOICES Roofs, Slides, Big Timber® Components, Crawl Tubes, Bongos™, Bumpers and Panels. Red Yellow Tropical Orange Lime Chartreuse Green Forest Green Beige Brownstone Brown Dark Brown Yellow Teal Sky Cyan Blue Cobalt Pink Lavender Plum White Graystone Light Gray Gray Black (Roofs Only) MIRA-COTE® POWDER-COATED PAINTED METAL COLOR CHOICES Posts, Arches, Swings and Accents (Railings & Climbers). Red Yellow Tropical Orange Lime Chartreuse Green Forest Green Beige Sand Brown Dark Brown Yellow Teal Azure Blue Cobalt Pink Lavender Plum White Silver Light Gray Metallic Gray Black (Posts & Clamps Only) ANTI-MICROBIAL PAINTED METAL COLORS This proprietary treatment helps prevent bacterial mold, algae growth and stains. Yellow Orange Habanero Mediterranean Safari Rainforest Desert Dunes Mahogany Gray White MIRA-LENE™ PANEL COLOR CHOICES Red-Sand Red-Yellow Yellow-Sand Orange-Sand Lime-Sand Forest Blue-Sand Blue-Yellow Cobalt-Sand Plum-Sand Gray-Black Black-White Green-Sand TEXTURED MIRA-THERM™ COLOR CHOICES Mira-Therm™ coatings for Decks, Steps, Ramps, Bridges and White-Black Dark Beige-Forest Beige-Red Beige-Gray Cargo Climbers are available in either orthophtalate-free Mira- Brown-Sand Green Therm™ 2 (vinyl) or Mira-Therm™ PE (polyethylene)–based coatings with anti-microbial enhancements. MIRACLE SWING SEAT COLORS Red Yellow Royal Blue Sand Hunter Black Red Brown Royal Blue Sand Hunter Dark Gray Green Green Miracle® uses high quality materials and state of the art manufacturing processes. Commercial 878 E Highway 60 / Monett, Missouri, USA 65708 / Miracle-Recreation.com playgrounds and products are subjected to years of environmental and solar exposure. Such extreme exposure takes its toll on paints and pigments, and all colors will fade over time.