Low Temperature Rhombohedral Single Crystal Sige Epitaxy on C-Plane Sapphire
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

361: Crystallography and Diffraction
361: Crystallography and Diffraction Michael Bedzyk Department of Materials Science and Engineering Northwestern University February 2, 2021 Contents 1 Catalog Description3 2 Course Outcomes3 3 361: Crystallography and Diffraction3 4 Symmetry of Crystals4 4.1 Types of Symmetry.......................... 4 4.2 Projections of Symmetry Elements and Point Groups...... 9 4.3 Translational Symmetry ....................... 17 5 Crystal Lattices 18 5.1 Indexing within a crystal lattice................... 18 5.2 Lattices................................. 22 6 Stereographic Projections 31 6.1 Projection plane............................ 33 6.2 Point of projection........................... 33 6.3 Representing Atomic Planes with Vectors............. 36 6.4 Concept of Reciprocal Lattice .................... 38 6.5 Reciprocal Lattice Vector....................... 41 7 Representative Crystal Structures 48 7.1 Crystal Structure Examples ..................... 48 7.2 The hexagonal close packed structure, unlike the examples in Figures 7.1 and 7.2, has two atoms per lattice point. These two atoms are considered to be the motif, or repeating object within the HCP lattice. ............................ 49 1 7.3 Voids in FCC.............................. 54 7.4 Atom Sizes and Coordination.................... 54 8 Introduction to Diffraction 57 8.1 X-ray .................................. 57 8.2 Interference .............................. 57 8.3 X-ray Diffraction History ...................... 59 8.4 How does X-ray diffraction work? ................. 59 8.5 Absent -

Interstitial Sites (FCC & BCC)
Interstitial Sites (FCC & BCC) •In the spaces between the sites of the closest packed lattices (planes), there are a number of well defined interstitial positions: •The CCP (FCC) lattice in (a) has 4 octahedral, 6-coordinate sites per cell; one site is at the cell center [shown in (a) and the rest are at the midpoints of all the cell edges (12·1/4) one shown in (a)]. •There are also 8 tetrahedral, 4-coordinate sites per unit cell at the (±1/4, ±1/4, ±1/4) positions entirely within the cell; one shown in (a)]. Alternative view of CCP (FCC) structure in (a): •Although similar sites occur in the BCC lattice in (b), they do not possess ideal tetrahedral or 1 octahedral symmetry. 8 (4T+ & 4T-) tetrahedral interstitial sites (TD) in FCC lattice (1-1-1) T- T+ T- (-111) T+ T- T+ T- T+ 2 Interstitial Sites (HCP) • HCP has octahedral, 6-coordinate sites, marked by ‘x’ in below full cell, and tetrahedral, 4-coordinate sites, marked by ‘y’ in below full cell: 3 Interstitial Sites (continued) •It is important to understand how the sites are configured with respect to the closest packed Looking down any body diagonal <111> : layers (planes): •The 4 coplanar atoms in the octahedral symmetry are usually called the in- plane or equatorial ligands, while the top and bottom atoms are the axial or apical ligands. •This representation is convenient since it emphasizes the arrangement of px, py and pz orbitals that form chemical bonds (see pp. 16&17, Class 1 notes). •Of the six N.N. -
Crystal Structure-Crystalline and Non-Crystalline Materials
ASSIGNMENT PRESENTED BY :- SOLOMON JOHN TIRKEY 2020UGCS002 MOHIT RAJ 2020UGCS062 RADHA KUMARI 2020UGCS092 PALLAVI PUSHPAM 2020UGCS122 SUBMITTED TO:- DR. RANJITH PRASAD CRYSTAL STRUCTURE CRYSTALLINE AND NON-CRYSTALLINE MATERIALS . Introduction We see a lot of materials around us on the earth. If we study them , we found few of them having regularity in their structure . These types of materials are crystalline materials or solids. A crystalline material is one in which the atoms are situated in a repeating or periodic array over large atomic distances; that is, long-range order exists, such that upon solidification, the atoms will position themselves in a repetitive three-dimensional pattern, in which each atom is bonded to its nearest-neighbor atoms. X-ray diffraction photograph [or Laue photograph for a single crystal of magnesium. Crystalline solids have well-defined edges and faces, diffract x-rays, and tend to have sharp melting points. What is meant by Crystallography and why to study the structure of crystalline solids? Crystallography is the experimental science of determining the arrangement of atoms in the crystalline solids. The properties of some materials are directly related to their crystal structures. For example, pure and undeformed magnesium and beryllium, having one crystal structure, are much more brittle (i.e., fracture at lower degrees of deformation) than pure and undeformed metals such as gold and silver that have yet another crystal structure. Furthermore, significant property differences exist between crystalline and non-crystalline materials having the same composition. For example, non-crystalline ceramics and polymers normally are optically transparent; the same materials in crystalline (or semi-crystalline) forms tend to be opaque or, at best, translucent. -
Introduction: X-Ray Diffraction
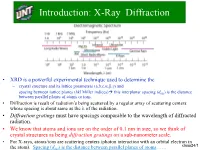
Introduction: X-Ray Diffraction • XRD is a powerful experimental technique used to determine the – crystal structure and its lattice parameters (a,b,c,a,b,g) and – spacing between lattice planes (hkl Miller indices)→ this interplanar spacing (dhkl) is the distance between parallel planes of atoms or ions. • Diffraction is result of radiation’s being scattered by a regular array of scattering centers whose spacing is about same as the l of the radiation. • Diffraction gratings must have spacings comparable to the wavelength of diffracted radiation. • We know that atoms and ions are on the order of 0.1 nm in size, so we think of crystal structures as being diffraction gratings on a sub-nanometer scale. • For X-rays, atoms/ions are scattering centers (photon interaction with an orbital electron in class24/1 the atom). Spacing (dhkl) is the distance between parallel planes of atoms…… XRD to Determine Crystal Structure & Interplanar Spacing (dhkl) Recall incoming X-rays diffract from crystal planes: reflections must be in phase for q is scattering a detectable signal (Bragg) angle i.e., for diffraction to occur, x-rays scattered off adjacent crystal planes extra l must be in phase: distance traveled q q by wave “2” spacing Adapted from Fig. 3.37, d between Callister & Rethwisch 3e. hkl planes Measurement of critical angle, qc, allows computation of interplanar spacing (d) X-ray l d = intensity 2 sinqc a (from Bragg’s Law(1) dhkl = cubic h2 + k 2 + l2 (Bragg’s Law is detector) (2) not satisfied) q 2 qc The interplanar (dhkl) spacings for the 7 crystal systems •As crystal symmetry decreases, the number of XRD peaks observed increases: •Cubic crystals, highest symmetry, fewest number of XRD peaks, e.g. -

Homework #4 the Tetrahedral Semiconductor Structures
MATSCI 203 Prof. Evan Reed Atomic Arrangements in Solids Autumn Quarter 2013-2014 Homework #4 The Tetrahedral Semiconductor Structures Due 5pm Monday November 5 Turn in outside of Durand 110 or email to duerloo at stanford.edu The diamond cubic, zincblende (sphalerite) and wurtzite structures are all closely related, each being made up of corner sharing tetrahedral units. Several important semiconductor elements (Si and Ge) and compounds (GaAs, InP, GaN, CdTe, etc.) adopt one of these structures. Each is derived from a simple crystal structure (FCC or HCP). The purpose of this homework is to examine their similarities and differences. 1. Perfect Crystals The diamond cubic and zincblende structures are based on the FCC structure. The atomic positions in the conventional unit cell are as follows. FCC Sites: (0,0,0), (1/2,1/2,0), (0,1/2,1/2),(1/2,0,1/2) Tetrahedral Sites: (1/4,1/4,1/4),(3/4,3/4,1/4),(1/4,3/4,3/4),(3/4,1/4,3/4) In the diamond structure all eight sites are occupied by the same atom. Note that with respect to the FCC sites, the tetrahedral sites are shifted by one fourth of the FCC cell's body diagonal (e.g., by 1/4 1/4 1/4), which is equivalent to saying that they are also arranged in an FCC array. In compound materials adopting the zincblende structure, however, four atoms of one type occupy the FCC sites, while four of the other types occupy the tetrahedral sites. Wurtzite (hexagonal ZnS) is the hexagonal equivalent of zincblende: Wurtzite HCP Sites: (0,0,0), (2/3,1/3,1/2) Wurtzite Tetrahedral Sites: (2/3,1/3,1/8), (0,0,5/8) (a) Draw the unit cells of the three structures (diamond, zincblende, wurtzite). -

Diamond Unit Cell
Diamond Crystal Structure Diamond is a metastable allotrope of carbon where the each carbon atom is bonded covalently with other surrounding four carbon atoms and are arranged in a variation of the face centered cubic crystal structure called a diamond lattice Diamond Unit Cell Figure shows four atoms (dark) bonded to four others within the volume of the cell. Six atoms fall on the middle of each of the six cube faces, showing two bonds. Out of eight cube corners, four atoms bond to an atom within the cube. The other four bond to adjacent cubes of the crystal Lattice Vector and Basis Atoms So the structure consists of two basis atoms and may be thought of as two inter-penetrating face centered cubic lattices, with a basis of two identical carbon atoms associated with each lattice point one displaced from the other by a translation of ao(1/4,1/4,1/4) along a body diagonal so we can say the diamond cubic structure is a combination of two interpenetrating FCC sub lattices displaced along the body diagonal of the cubic cell by 1/4th length of that diagonal. Thus the origins of two FCC sub lattices lie at (0, 0, 0) and (1/4, 1/4,1/4) (a) (b) (aa) Crystallographic unit cell (unit cube) of the diamond structure (bb) The primitive basis vectors of the face centered cubic lattice and the two atoms forming the basis are highlighted. The primitive basis vectors and the two atoms at (0,0,0) and ao(1/4,1/4,1/4) are highlighted in Figure(b)and the basis vectors of the direct Bravais lattice are Where ao denotes the lattice constant of the relaxed lattice. -

Crystal Structures.Pdf
ELE 362: Structures of Materials James V. Masi, Ph.D. SOLIDS Crystalline solids have of the order of 1028 atoms/cubic meter and have a CRYSTALLINE AMORPHOUS regular arrangement of atoms. Amorphous solids have about the same 1028 atoms/m3 Crystallites approach size density of atoms, but lack the long range of unit cell, i.e. A (10-10 m) order of the crystalline solid (usually no greater than a few Angstroms). Their Regular arrangement crystallites approach the order of the unit cell. The basic building blocks of Basic building blocks are crystalline materials are the unit cells unit cells NO LONG RANGE ORDER which are repeated in space to form the crystal. However, most of the materials Portions perfect-- which we encounter (eg. a copper wire, a polycrystalline-- horseshoe magnet, a sugar cube, a grain boundaries galvanized steel sheet) are what we call polycrystalline. This word implies that portions of the solid are perfect crystals, but not all of these crystals have the same axis of symmetry. Each of the crystals (or grains) have slightly different orientations with boundaries bordering on each other. These borders are called grain boundaries. Crystalline and amorphous solids Polycrystals and grain boundaries Quartz Polycrystal G.B. Movement Crystalline allotropes of carbon (r is the density and Y is the elastic modulus or Young's modulus) Graphite Diamond Buckminsterfullerene Crystal Structure Covalent bonding within Covalently bonded network. Covalently bonded C60 spheroidal layers. Van der Waals Diamond crystal structure. molecules held in an FCC crystal bonding between layers. structure by van der Waals bonding. Hexagonal unit cell. -

(100), (110) and (111) Atomic Planes in Silicon with Crystal Viewer 3.0 1
How to View (100), (110) and (111) Atomic Planes in Silicon with Crystal Viewer 3.0 1. Log in to nanoHUB or create a free nanoHUB account at https://nanohub.org/register. 2. Go to Crystal Viewer on nanoHUB.org ( https://nanohub.org/tools/crystal_viewer/ ) and click the Launch Tool button . 3. Click the Settings button in the lower right corner . Instructions for viewing the silicon crystal structure 4. Silicon is set up as the default structure, so you do not have to change any of the input parameters. The details are: a. I want to… view a material b. Choose a crystal structure: Diamond c. Material: Si d. m=n=p=2; these numbers tell how many times to repeat the basis in each direction. This is also a good time to study the structure details shown: We will be using the conventional unit cell, which has Bravais vectors a1, a2, and a3 along the x, y, and z directions. Silicon is a cubic crystal, so a1=a2=a3= 0.5431nm. This is the repeat distance for the standard cubic unit cell. This number will be used later to set up the position of the planes cutting through the silicon structure in the next section, so write it down. 5. Click the Simulate button in the lower right corner . The first view you get is the “Textbook Unit Cell”, which you can rotate and zoom into. The blue, green and purple balls mark the ends of the x, y, and z axes. This work by Tanya Faltens, 2017, is Licensed under Creative Commons 3.0 CC-BY-NC-SA updated 7/26/2020 The default view of the “Text book unit cell” for the diamond cubic structure. -
Crystal Structures
Crystal Structures D. K. Ferry, J. P. Bird, D. Vasileska and G. Klimeck Crystal Structures — Matter comes in many different forms the three we are most used to are solid, liquid, and gas. water ice Air Water vapor etc. Matter in its Many Forms Matter in its Many Forms – Heating ice produces water (T > 0 C, 32 F melting point) Heating water produces steam (water vapor) (T > 100 C, 212 F) These transitions are phase transitions. Some materials have triple points, where all three forms can exist together at the same time. 1 1 density density gas gas liquid liquid triple point solid solid T T Matter in its Many Forms • In LIQUIDS the density of molecules is very much higher than that of gases * BUT the molecular interaction is STILL relatively weak NO structural stability • SOLIDS may have a similar molecular density to that of liquids * BUT the interaction between these molecules is now very STRONG The atoms are BOUND in a correlated CRYSTAL structure Which exhibits MECHANICAL STABILITY IN SOLID MATTER THE STRONG INTERACTION BETWEEN DIFFERENT ATOMS MAY BIND THEM INTO AN ORDERED CRYSTAL STRUCTURE Classifying Solids • An issue concerns the classification of ORDER in crystal materials * In order to achieve this we can define the RADIAL DISTRIBUTION FUNCTION Which tells us WHERE we should find atoms in the material This parameter can be measured experimentally P(r) GAS OR LIQUID r HIGHLY DISORDERED CRYSTAL HIGHLY ORDERED CRYSTAL P(r) IS THE POSITION AVERAGED PROBABILITY OF FINDING ANOTHER ATOM AT A DISTANCE r FROM SOME REFERENCE ATOM r Classifying Solids A transmission electron microscope (TEM) image of a highly ordered crystal of Si. -

Basic Semiconductor Material Science and Solid State Physics
Crystal Structure It is useful to begin any discussion of crystal structure with an elementary definition of some crystallographic terms. First of all, crystals are made up of identical, repeating arrangements of atoms called unit cells. By definition, a unit cell is the smallest volume of a crystalline solid that exhibits the symmetry properties of the whole crystal. Just seven basic crystal systems are known. These are, cubic, hexagonal, tetragonal, orthorhombic, trigonal, monoclinic, and triclinic. These may be further classified into fourteen Bravais lattice types: Fig. 11: The fourteen Bravais lattices Of these types, for semiconductors the face centered cubic (FCC) system is of most importance. Fortunately, cubic lattices are also the easiest Bravais lattices to visualize and understand. It is clear from the elementary structure of the Bravais lattices that each unit cell has several lattice points. In terms of the actual physical structure of a solid material, each lattice point is associated with a basis group. Thus, the lattice basis group for a particular crystal is a definite group of atoms associated with each lattice point. In the simplest case (which, for example, occurs in the case of some elemental metals) the basis group consists of just a single atom, in which case one atom occupies each lattice point. Of course, the lattice basis group must be identical for all lattice points. Obviously, for compound materials the basis group must consist of more than one atom since it cannot be defined as one kind of atom at one lattice point and another kind of atom at a different lattice point. -

Synthesis and Properties of Si
Synthesis and Properties of Single-Crystalline Na 4 Si 24 Michael Guerette, Matthew Ward, Konstantin Lokshin, Anthony Wong, Haidong Zhang, Stevce Stefanoski, Oleksandr Kurakevych, Yann Le Godec, Stephen Juhl, Nasim Alem, et al. To cite this version: Michael Guerette, Matthew Ward, Konstantin Lokshin, Anthony Wong, Haidong Zhang, et al.. Syn- thesis and Properties of Single-Crystalline Na 4 Si 24. Crystal Growth & Design, American Chemical Society, 2018, 18 (12), pp.7410-7418. 10.1021/acs.cgd.8b01099. hal-02395347 HAL Id: hal-02395347 https://hal.archives-ouvertes.fr/hal-02395347 Submitted on 10 Dec 2019 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Synthesis and properties of single-crystalline Na4Si24 Michael Guerette,1* Matthew D. Ward,1 Konstantin A. Lokshin,2,3 Anthony T. Wong,3 Haidong Zhang,1 Stevce Stefanoski,1,4 Oleksandr Kurakevych,1,5 Yann Le Godec, 5 Stephen J. Juhl,6 Nasim Alem,7 Yingwei Fei,1 Timothy A. Strobel1* 1Geophysical Laboratory, Carnegie Institution of Washington, Washington, DC 20015, USA 2Shull Wollan Center – Joint-Institute -

Exact Formula for Computing the Hyper-Wiener Index on Rows of Unit Cells of the Face-Centred Cubic Lattice
DOI: 10.2478/auom-2018-0011 An. S¸t. Univ. Ovidius Constant¸a Vol. 26(1),2018, 169{187 Exact Formula for Computing the Hyper-Wiener Index on Rows of Unit Cells of the Face-Centred Cubic Lattice Hamzeh Mujahed and Benedek Nagy Abstract Similarly to Wiener index, hyper-Wiener index of a connected graph is a widely applied topological index measuring the compactness of the structure described by the given graph. Hyper-Wiener index is the sum of the distances plus the squares of distances between all unordered pairs of vertices of a graph. These indices are used for predicting physicochem- ical properties of organic compounds. In this paper, the graphs of lines of unit cells of the face-centred cubic lattice are investigated. The graphs of face-centred cubic lattice contain cube points and face centres. Using mathematical induction, closed formulae are obtained to calculate the sum of distances between pairs of cube points, between face centres and between cube points and face centres. The sum of these formulae gives the hyper-Wiener index of graphs representing face-centred cubic grid with unit cells connected in a row. In connection to integer sequences, a recurrence relation is presented based on binomial coefficients. 1 Introduction In mathematical chemistry, Wiener, hyper-Wiener and other topological in- dices have been introduced. By their help some physical properties, e.g., boil- Key Words: Hyper-Wiener Index, Face-Centred Cubic Lattice, Shortest Paths, Non- Traditional Grids, Compactness Measures, Topological Graph Indices, Crystal Structure, Sum of Distances, Recurrence relations, Integer sequences. 2010 Mathematics Subject Classification: Primary 05C12, 11Y55; Secondary 05C30, 92E10, 94C15, 82B20.