Basic Semiconductor Material Science and Solid State Physics
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

361: Crystallography and Diffraction
361: Crystallography and Diffraction Michael Bedzyk Department of Materials Science and Engineering Northwestern University February 2, 2021 Contents 1 Catalog Description3 2 Course Outcomes3 3 361: Crystallography and Diffraction3 4 Symmetry of Crystals4 4.1 Types of Symmetry.......................... 4 4.2 Projections of Symmetry Elements and Point Groups...... 9 4.3 Translational Symmetry ....................... 17 5 Crystal Lattices 18 5.1 Indexing within a crystal lattice................... 18 5.2 Lattices................................. 22 6 Stereographic Projections 31 6.1 Projection plane............................ 33 6.2 Point of projection........................... 33 6.3 Representing Atomic Planes with Vectors............. 36 6.4 Concept of Reciprocal Lattice .................... 38 6.5 Reciprocal Lattice Vector....................... 41 7 Representative Crystal Structures 48 7.1 Crystal Structure Examples ..................... 48 7.2 The hexagonal close packed structure, unlike the examples in Figures 7.1 and 7.2, has two atoms per lattice point. These two atoms are considered to be the motif, or repeating object within the HCP lattice. ............................ 49 1 7.3 Voids in FCC.............................. 54 7.4 Atom Sizes and Coordination.................... 54 8 Introduction to Diffraction 57 8.1 X-ray .................................. 57 8.2 Interference .............................. 57 8.3 X-ray Diffraction History ...................... 59 8.4 How does X-ray diffraction work? ................. 59 8.5 Absent -

The Forsterite-Anorthite-Albite System at 5 Kb Pressure Kristen Rahilly
The Forsterite-Anorthite-Albite System at 5 kb Pressure Kristen Rahilly Submitted to the Department of Geosciences of Smith College in partial fulfillment of the requirements for the degree of Bachelor of Arts John B. Brady, Honors Project Advisor Acknowledgements First I would like to thank my advisor John Brady, who patiently taught me all of the experimental techniques for this project. His dedication to advising me through this thesis and throughout my years at Smith has made me strive to be a better geologist. I would like to thank Tony Morse at the University of Massachusetts at Amherst for providing all of the feldspar samples and for his advice on this project. Thank you also to Michael Jercinovic over at UMass for his help with last-minute carbon coating. This project had a number of facets and I got assistance from many different departments at Smith. A big thank you to Greg Young and Dale Renfrow in the Center for Design and Fabrication for patiently helping me prepare and repair the materials needed for experiments. I’m also grateful to Dick Briggs and Judith Wopereis in the Biology Department for all of their help with the SEM and carbon coater. Also, the Engineering Department kindly lent their copy of LabView software for this project. I appreciated the advice from Mike Vollinger within the Geosciences Department as well as his dedication to driving my last three samples over to UMass to be carbon coated. The Smith Tomlinson Fund provided financial support. Finally, I need to thank my family for their support and encouragement as well as my friends here at Smith for keeping this year fun and for keeping me balanced. -

Development of $^{100} $ Mo-Containing Scintillating
Development of 100Mo-containing scintillating bolometers for a high-sensitivity neutrinoless double-beta decay search E. Armengaud, C. Augier, A.S. Barabash, J.W. Beeman, T.B. Bekker, F. Bellini, A. Benoît, L. Bergé, T. Bergmann, J. Billard, et al. To cite this version: E. Armengaud, C. Augier, A.S. Barabash, J.W. Beeman, T.B. Bekker, et al.. Development of 100Mo-containing scintillating bolometers for a high-sensitivity neutrinoless double-beta decay search. Eur.Phys.J.C, 2017, 77 (11), pp.785. 10.1140/epjc/s10052-017-5343-2. hal-01669511 HAL Id: hal-01669511 https://hal.archives-ouvertes.fr/hal-01669511 Submitted on 11 Dec 2018 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Eur. Phys. J. C (2017) 77:785 https://doi.org/10.1140/epjc/s10052-017-5343-2 Regular Article - Experimental Physics Development of 100Mo-containing scintillating bolometers for a high-sensitivity neutrinoless double-beta decay search E. Armengaud1, C. Augier2, A. S. Barabash3, J. W. Beeman4, T. B. Bekker5, F. Bellini6,7, A. Benoît8, L. Bergé9, T. Bergmann10, J. Billard2,R.S.Boiko11, A. Broniatowski9,12, V. Brudanin13, P. -

The Commercial Availability of Larger-Diameter Sic Substrates and Improved Crystalline Quality Has Fostered an Ever-Increasing I
THINK TANK Silicon carbide proving its value as a semiconductor substrate The commercial availability of larger-diameter SiC substrates and improved crystalline quality has fostered an ever-increasing interest in the development and manufacture of power electronic devices, exploiting the unique electrical and thermophysical properties of this wide-bandgap semiconductor material. Silicon carbide (SiC) isn’t a new material, but its use as a semiconductor substrate is helping to advance power electronics and high-frequency electronics applications. Silicon carbide is a compound semiconductor and wind energy; and industrial/commercial cost parity with silicon power devices in the material, synthesized by combining silicon applications such as server power supplies, years to come. and carbon, both from group IV of the UPS for data centers, motor drives and periodic table. It has superior properties medical imaging systems, all benefit from State-of-the-art bulk growth of SiC crystals relative to silicon, in terms of handling higher high-voltage and high-efficiency devices is carried out by the seeded sublimation voltages and temperatures. These increased made from SiC. The high-frequency devices process, often referred as the physical vapor capabilities give SiC-based chips the ability used in 5G telecommunication systems, such transport (PVT) growth method. to do tremendous work in small chip sizes. In as repeater stations, digital TV, radars and Conventional melt growth process adapted addition, SiC can switch efficiently at optoelectronic devices, also drive the for growing single crystal silicon can’t be incredible speeds. adoption of SiC material. adapted for SiC because of the lack of a stoichiometric liquid phase at reasonable Today, as markets and applications push Even though the SiC substrate cost is higher pressures. -

Interstitial Sites (FCC & BCC)
Interstitial Sites (FCC & BCC) •In the spaces between the sites of the closest packed lattices (planes), there are a number of well defined interstitial positions: •The CCP (FCC) lattice in (a) has 4 octahedral, 6-coordinate sites per cell; one site is at the cell center [shown in (a) and the rest are at the midpoints of all the cell edges (12·1/4) one shown in (a)]. •There are also 8 tetrahedral, 4-coordinate sites per unit cell at the (±1/4, ±1/4, ±1/4) positions entirely within the cell; one shown in (a)]. Alternative view of CCP (FCC) structure in (a): •Although similar sites occur in the BCC lattice in (b), they do not possess ideal tetrahedral or 1 octahedral symmetry. 8 (4T+ & 4T-) tetrahedral interstitial sites (TD) in FCC lattice (1-1-1) T- T+ T- (-111) T+ T- T+ T- T+ 2 Interstitial Sites (HCP) • HCP has octahedral, 6-coordinate sites, marked by ‘x’ in below full cell, and tetrahedral, 4-coordinate sites, marked by ‘y’ in below full cell: 3 Interstitial Sites (continued) •It is important to understand how the sites are configured with respect to the closest packed Looking down any body diagonal <111> : layers (planes): •The 4 coplanar atoms in the octahedral symmetry are usually called the in- plane or equatorial ligands, while the top and bottom atoms are the axial or apical ligands. •This representation is convenient since it emphasizes the arrangement of px, py and pz orbitals that form chemical bonds (see pp. 16&17, Class 1 notes). •Of the six N.N. -

Growth from Melt by Micro-Pulling Down (Μ-PD) and Czochralski (Cz)
Growth from melt by micro-pulling down (µ-PD) and Czochralski (Cz) techniques and characterization of LGSO and garnet scintillator crystals Valerii Kononets To cite this version: Valerii Kononets. Growth from melt by micro-pulling down (µ-PD) and Czochralski (Cz) techniques and characterization of LGSO and garnet scintillator crystals. Theoretical and/or physical chemistry. Université Claude Bernard - Lyon I, 2014. English. NNT : 2014LYO10350. tel-01166045 HAL Id: tel-01166045 https://tel.archives-ouvertes.fr/tel-01166045 Submitted on 22 Jun 2015 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. N° d’ordre Année 2014 THESE DE L‘UNIVERSITE DE LYON Délivrée par L’UNIVERSITE CLAUDE BERNARD LYON 1 ECOLE DOCTORALE Chimie DIPLOME DE DOCTORAT (Arrêté du 7 août 2006) Soutenue publiquement le 15 décembre 2014 par VALERII KONONETS Titre Croissance cristalline de cristaux scintillateurs de LGSO et de grenats à partir de l’état liquide par les techniques Czochralski (Cz) et micro-pulling down (μ-PD) et leurs caractérisations Directeur de thèse : M. Kheirreddine Lebbou Co-directeur de thèse : M. Oleg Sidletskiy JURY Mme Etiennette Auffray Hillemans Rapporteur M. Alain Braud Rapporteur M. Alexander Gektin Examinateur M. -
Crystal Structure-Crystalline and Non-Crystalline Materials
ASSIGNMENT PRESENTED BY :- SOLOMON JOHN TIRKEY 2020UGCS002 MOHIT RAJ 2020UGCS062 RADHA KUMARI 2020UGCS092 PALLAVI PUSHPAM 2020UGCS122 SUBMITTED TO:- DR. RANJITH PRASAD CRYSTAL STRUCTURE CRYSTALLINE AND NON-CRYSTALLINE MATERIALS . Introduction We see a lot of materials around us on the earth. If we study them , we found few of them having regularity in their structure . These types of materials are crystalline materials or solids. A crystalline material is one in which the atoms are situated in a repeating or periodic array over large atomic distances; that is, long-range order exists, such that upon solidification, the atoms will position themselves in a repetitive three-dimensional pattern, in which each atom is bonded to its nearest-neighbor atoms. X-ray diffraction photograph [or Laue photograph for a single crystal of magnesium. Crystalline solids have well-defined edges and faces, diffract x-rays, and tend to have sharp melting points. What is meant by Crystallography and why to study the structure of crystalline solids? Crystallography is the experimental science of determining the arrangement of atoms in the crystalline solids. The properties of some materials are directly related to their crystal structures. For example, pure and undeformed magnesium and beryllium, having one crystal structure, are much more brittle (i.e., fracture at lower degrees of deformation) than pure and undeformed metals such as gold and silver that have yet another crystal structure. Furthermore, significant property differences exist between crystalline and non-crystalline materials having the same composition. For example, non-crystalline ceramics and polymers normally are optically transparent; the same materials in crystalline (or semi-crystalline) forms tend to be opaque or, at best, translucent. -
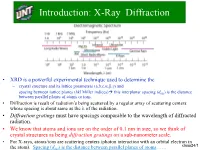
Introduction: X-Ray Diffraction
Introduction: X-Ray Diffraction • XRD is a powerful experimental technique used to determine the – crystal structure and its lattice parameters (a,b,c,a,b,g) and – spacing between lattice planes (hkl Miller indices)→ this interplanar spacing (dhkl) is the distance between parallel planes of atoms or ions. • Diffraction is result of radiation’s being scattered by a regular array of scattering centers whose spacing is about same as the l of the radiation. • Diffraction gratings must have spacings comparable to the wavelength of diffracted radiation. • We know that atoms and ions are on the order of 0.1 nm in size, so we think of crystal structures as being diffraction gratings on a sub-nanometer scale. • For X-rays, atoms/ions are scattering centers (photon interaction with an orbital electron in class24/1 the atom). Spacing (dhkl) is the distance between parallel planes of atoms…… XRD to Determine Crystal Structure & Interplanar Spacing (dhkl) Recall incoming X-rays diffract from crystal planes: reflections must be in phase for q is scattering a detectable signal (Bragg) angle i.e., for diffraction to occur, x-rays scattered off adjacent crystal planes extra l must be in phase: distance traveled q q by wave “2” spacing Adapted from Fig. 3.37, d between Callister & Rethwisch 3e. hkl planes Measurement of critical angle, qc, allows computation of interplanar spacing (d) X-ray l d = intensity 2 sinqc a (from Bragg’s Law(1) dhkl = cubic h2 + k 2 + l2 (Bragg’s Law is detector) (2) not satisfied) q 2 qc The interplanar (dhkl) spacings for the 7 crystal systems •As crystal symmetry decreases, the number of XRD peaks observed increases: •Cubic crystals, highest symmetry, fewest number of XRD peaks, e.g. -
CVD Growth of Sic for High-Power and High-Frequency Applications High-Power and High- Frequency Applications
Robin Karhu Linköping Studies in Science and Technology. Dissertation No. 1973 CVD growth of SiC for CVD growth of SiC for high-power and high-frequency applications and high-frequency high-power SiC for of growth CVD high-power and high- frequency applications Robin Karhu 2019 Linköping Studies in Science and Technology Dissertation No. 1973 CVD growth of SiC for high-power and high-frequency applications Robin Karhu Semiconductor Materials Division Department of Physics, Chemistry and Biology (IFM) Linköping University Se-581 83 Linköping, Sweden Linköping 2019 Cover: Image taken with an optical microscope using a Nomarski prism for contrast. The image is taken from a 4H-SiC homoepitaxial layer grown on on-axis substrate. The image depicts a sample covered in a step-like structure. During the course of the research underlying this thesis. Robin Karhu was enrolled in Agora Materiae, a multidisciplinary doctoral program at Linköping University, Sweden. © Copyright 2019 Robin Karhu, unless otherwise noted. CVD growth of SiC for high power and high frequency applications ISBN: 978-91-7685-149-4 ISSN: 0345-7524 Linköping Studies in Science and Technology, Dissertation No. 1973. Printed in Sweden by LiU-Tryck, Linköping 2019 To my family ABSTRACT Silicon Carbide (SiC) is a wide bandgap semiconductor that has attracted a lot of interest for electronic applications due to its high thermal conductivity, high saturation electron drift velocity and high critical electric field strength. In recent years commercial SiC devices have started to make their way into high and medium voltage applications. Despite the advancements in SiC growth over the years, several issues remain. -

GEM NEWS INTERNATIONAL GEMS & GEMOLOGY SUMMER 2015 Sodic Clinopyroxene
Contributing Editors Emmanuel Fritsch, CNRS, Team 6502, Institut des Matériaux Jean Rouxel (IMN), University of Nantes, France (fritsch@cnrs- imn.fr) Kenneth Scarratt, GIA, Bangkok ([email protected]) DIAMOND Diamond-bearing eclogite xenoliths from the Ardo So Ver dykes. Specimens of gem diamond crystals in rock matrix are almost never found due to the rigorous processing that occurs during diamond mining. Occasionally, a diamond is found in a sample of the kimberlite host rock that brought it to the surface, but finding a diamond in the rock in which it likely crystallized in the earth’s mantle is ex- tremely rare. When pieces of the mantle break off and are transported to the surface in a kimberlite magma, they are called xenoliths (meaning “foreign rock,” because the man- tle rocks are not formed from the kimberlite magma itself). Recently, five small rock samples containing diamond crystals (figure 1) were sent to GIA Research for examina- tion. The samples were submitted by Charles Carmona Figure 1. These five diamond-bearing eclogite xeno- (Guild Laboratories, Los Angeles) on behalf of owners Jahn liths from the Ardo So Ver dykes in South Africa Hohne (Ekapa Mining, Kimberley, South Africa) and Vince ranged in weight from 2.24 to 12.40 grams, with the Gerardis (an occasional trader and collector of unique dia- largest measuring 2.5 centimeters in length. Photo by monds and producer of the television series “Game of Kevin Schumacher. Thrones”). The specimens were sourced over 25 years ago from a kimberlite fissure mine located 40 miles (65 km) northwest of Kimberley, South Africa. -

First Scintillating Bolometer Tests of a CLYMENE R&D on Li2moo4
First scintillating bolometer tests of a CLYMENE R&D on Li2MoO4 scintillators towards a large-scale double-beta decay experiment G. Bu¸sea, A. Giulianib,c, P. de Marcillacb, S. Marnierosb, C. Nonesd, V. Novatib, E. Olivierib, D.V. Podab,e,∗, T. Redonb, J.-B. Sanda, P. Vebera,g, M. Vel´azqueza,f, A.S. Zolotarovad aICMCB, UMR 5026, CNRS-Universit´ede Bordeaux-INP, 33608 Pessac Cedex, France bCSNSM, Univ. Paris-Sud, CNRS/IN2P3, Universit´eParis-Saclay, 91405 Orsay, France cDISAT, Universit`adell’Insubria, 22100 Como, Italy dIRFU, CEA, Universit´eParis-Saclay, F-91191 Gif-sur-Yvette, France eInstitute for Nuclear Research, 03028 Kyiv, Ukraine fUniversit´eGrenoble Alpes, CNRS, Grenoble INP, SIMAP, 38402 Saint Martin d’H´eres, France gUniversit´eLyon, Universit´eClaude Bernard Lyon 1, CNRS, Institut Lumi´ere Mati´ere, UMR 5306, 69100 Villeurbanne, France Abstract A new R&D on lithium molybdate scintillators has begun within a project CLYMENE (Czochralski growth of Li2MoO4 crYstals for the scintillating boloMeters used in the rare EveNts sEarches). One of the main goals of the CLYMENE is a realization of a Li2MoO4 crystal growth line to be com- plementary to the one recently developed by LUMINEU in view of a mass production capacity for CUPID, a next-generation tonne-scale bolometric experiment to search for neutrinoless double-beta decay. In the present pa- per we report the investigation of performance and radiopurity of 158-g and 13.5-g scintillating bolometers based on a first large-mass (230 g) Li2MoO4 crystal scintillator developed within the CLYMENE project. In particular, a arXiv:1801.07909v2 [physics.ins-det] 8 Mar 2018 good energy resolution (2–7 keV FWHM in the energy range of 0.2–5 MeV), one of the highest light yield (0.97 keV/MeV) amongst Li2MoO4 scintillating bolometers, an efficient alpha particles discrimination (10σ) and potentially ∗Corresponding author Email address: [email protected] (D.V. -

Homework #4 the Tetrahedral Semiconductor Structures
MATSCI 203 Prof. Evan Reed Atomic Arrangements in Solids Autumn Quarter 2013-2014 Homework #4 The Tetrahedral Semiconductor Structures Due 5pm Monday November 5 Turn in outside of Durand 110 or email to duerloo at stanford.edu The diamond cubic, zincblende (sphalerite) and wurtzite structures are all closely related, each being made up of corner sharing tetrahedral units. Several important semiconductor elements (Si and Ge) and compounds (GaAs, InP, GaN, CdTe, etc.) adopt one of these structures. Each is derived from a simple crystal structure (FCC or HCP). The purpose of this homework is to examine their similarities and differences. 1. Perfect Crystals The diamond cubic and zincblende structures are based on the FCC structure. The atomic positions in the conventional unit cell are as follows. FCC Sites: (0,0,0), (1/2,1/2,0), (0,1/2,1/2),(1/2,0,1/2) Tetrahedral Sites: (1/4,1/4,1/4),(3/4,3/4,1/4),(1/4,3/4,3/4),(3/4,1/4,3/4) In the diamond structure all eight sites are occupied by the same atom. Note that with respect to the FCC sites, the tetrahedral sites are shifted by one fourth of the FCC cell's body diagonal (e.g., by 1/4 1/4 1/4), which is equivalent to saying that they are also arranged in an FCC array. In compound materials adopting the zincblende structure, however, four atoms of one type occupy the FCC sites, while four of the other types occupy the tetrahedral sites. Wurtzite (hexagonal ZnS) is the hexagonal equivalent of zincblende: Wurtzite HCP Sites: (0,0,0), (2/3,1/3,1/2) Wurtzite Tetrahedral Sites: (2/3,1/3,1/8), (0,0,5/8) (a) Draw the unit cells of the three structures (diamond, zincblende, wurtzite).