The Cutting Experiment of Full CNC Epicycloids Bevel Gear Cutting Machine Meilin Li , Xiaolong Shen , Yongxiang Li and Nanlin Yu
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-Gear Drives
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 8-2012 Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives Meng Peng [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Acoustics, Dynamics, and Controls Commons, and the Propulsion and Power Commons Recommended Citation Peng, Meng, "Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives. " PhD diss., University of Tennessee, 2012. https://trace.tennessee.edu/utk_graddiss/1434 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Meng Peng entitled "Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Mechanical Engineering. Hans A. DeSmidt, Major Professor We have read this dissertation and recommend its acceptance: J. A. M. Boulet, Seddik M. Djouadi, Xiaopeng Zhao Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) Parametric Instability Investigation and Stability Based Design for Transmission Systems Containing Face-gear Drives A Dissertation Presented for the Doctor of Philosophy Degree The University of Tennessee, Knoxville Meng Peng August 2012 ACKNOWLEDGEMENTS I would like to express my deepest gratitude to my primary advisor, Dr. -

Gear Nomenclature
Nomenclature Gear Gear Nomenclature Racks Bevel Gears Spur Gears B Bevel Gear, Cast Iron S Steel B Pinion, Steel TS Steel, 20° BS Bevel Gear, Steel C Cast Iron BS Pinion, Steel TC Cast Iron, 20° H Hardened Teeth Notes: NM Non-Metallic B steel pinions may run with BS gear of same ratio. R Steel ANY RATIO OTHER THAN 1:1. RA Steel, Heavy Backing Examples: Pinion and driven gear have S620 Steel 6DP 20T 14½°PA TR Steel, 20°, Heavy Backing different number of teeth. R20 Steel, 20°, Wide Face TS620 Steel 6DP 20T 20°PA C660 Cast 6DP 60T 14½°PA Examples: Examples: S620H Steel 6DP 20T Hardened 14½°PA R6X2 14½° STD Backing 6DPX2' Long B1040-2 Cast 10DP 40T 2:1 Ratio NM620 Non-Metallic 6DP 20T 14½°PA RA6X4 14½° Heavy Backing 6DPX4' Long B1020-2 Steel 10DP 20T 2:1 Ratio S612BS1 Steel 6P 12T 1" Bore KW SS TR6X6 20° STD Width 6DPX6' Long BS1040-2 Steel 10DP 40T 2:1 Ratio TS816BS7/8 Steel 8DP 16T 20°PA .875 Bore KW SS R206X6 20° Wide Face 6DPX6' Long BS1020-2 Steel 10DP 20T 2:1 Ratio BS1020-2 Steel 10DP 20T 2:1 Ratio Miter Gears Worm Worm Gear M Miter — Steel Gears W Steel W Worm, Steel A or B Larger Bore (Suffix) WH Steel With Hub WH Worm, Steel w/Hub HM Miter-Hardened Teeth Projection Projection K KW & SS WG Steel Hardened WG Worm, Steel Hardened Ground Threads Ground Threads Notes: WHG Steel Hardened Ground Threads WHG Worm, Steel Hardened ALWAYS 1: 1 RATIO. -

Study of Differential Bevel Gear Through Machining Method
International Journal of Engineering and Technical Research (IJETR) ISSN: 2321-0869, Volume-1, Issue-3, May 2013 STUDY OF DIFFERENTIAL BEVEL GEAR THROUGH MACHINING METHOD Mohd Abbas, Sanjeev Sharma, Vinit Kumar Sharma Straight Path. Abstract— In this paper we have selected the machining method, a cost saving manufacturing process to produce If the left side gear (red) encounters resistance, the planet straight bevel gears without any compromise with quality gear (Green) rotates about the left side gear, in turn applying parameters, then validate the samples taken from vendor as extra rotation to the right side gear (yellow). per our design requirement and to increase Durability & Productivity of Straight Bevel Gears. To validated we have used tractor as a testing equipment and validate the gears to our design specification. Index Terms— Straight Bevel Gear, Spiral Bevel Gear Circular Pitch, Pressure Angle, Pitch Diameter, Tooth Parts. I. INTRODUCTION Power is supplied from the engine, via the gearbox, to a driveshaft, which runs to the drive axle. A pinion gear at the end of the propeller shaft is encased within the differential Figure 2: Differential Dynamics When Vehicle Takes Turn. itself, and it engages with the large crown-wheel. The crown-wheel is attached to a carrier, which holds a set of A general Gear manufacturing process contains the three-four small planetary straight bevel gears. The three following process- planetary gears are set up in such a way that the two outer gears (the side gears) can rotate in opposite directions relative to each other. The pair of side gears drive the axle shafts to each of the wheels. -

General Applications of Gears
UNIT - III GEAR MANUFACTURING PROCESS SPRX1008 – PRODUCTION TECHNOLOGY - II Gears are widely used in various mechanisms and devices to transmit power and motion positively (without slip) between parallel, intersecting (axis) and non-intersecting non parallel shafts, •without change in the direction of rotation •with change in the direction of rotation •without change of speed (of rotation) •with change in speed at any desired ratio Often some gearing system (rack – and – pinion) is also used to transform Rotary motion into linear motion and vice-versa. Fig.1 Features of Spur Gear Gears are basically wheels having, on its periphery, equispaced teeth which are so designed that those wheels transmit, without slip, rotary motion smoothly and uniformly with minimum friction and wear at the mating tooth – profiles. To achieve those favorable conditions, most of the gears have their tooth form based on in volute curve, which can simply be defined as Locus of a point on a straight line which is rolled on the periphery of a circle or Locus of the end point of a stretched string while its unwinding over a cylinder as indicated in Fig. General Applications of Gears Gears of various type, size and material are widely used in several machines and systems requiring positive and stepped drive. The major applications are: • Speed gear box, feed gear box and some other kinematic units of machine tools • Speed drives in textile, jute and similar machineries • Gear boxes of automobiles • Speed and / or feed drives of several metal forming machines • Machineries for mining, tea processing etc. • Large and heavy duty gear boxes used in cement industries, sugar industries, cranes, conveyors etc. -
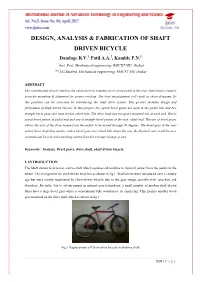
Design, Analysis & Fabrication of Shaft Driven Bicycle
DESIGN, ANALYSIS & FABRICATION OF SHAFT DRIVEN BICYCLE Dandage R.V.1, Patil A.A.2, Kamble P.N.3 1Asst. Prof. Mechanical engineering, RMCET MU, (India) 2& 3UG Student, Mechanical engineering, RMCET MU (India) ABSTRACT The conventional bicycle employs the chain drive to transmit power from pedal to the rear wheel and it requires accurate mounting & alignment for proper working. The least misalignment will result in chain dropping. So this problem can be overcome by introducing the shaft drive system. This project includes design and fabrication of shaft driven bicycle. In this project, two spiral bevel gears are used at the pedal side and two straight bevel gears are used at rear wheel side. The drive shaft has two gears mounted one at each end. One is spiral bevel pinion at pedal end and one is straight bevel pinion at the rear wheel end. The use of bevel gears allows the axis of the drive torque from the pedals to be turned through 90 degrees. The bevel gear at the rear end of drive shaft then meshes with a bevel gear rear wheel hub where the rear the flywheel unit would be on a conventional bicycle and canceling out the first drive torque change of axis. Keywords: Analysis, Bevel gears, drive shaft, shaft driven bicycle. I. INTRODUCTION The Shaft driven bicycle has a drive shaft which replaces achaindrive to transmit power from the pedals to the wheel. The arrangement for shaft driven bicycleis as shown in fig 1. Shaft drives were introduced over a century ago but were mostly supplanted by chain-driven bicycle due to the gear ranges possible with sprockets and derailleur. -

Dynamic Chainless Bicycle
International Journal of Advance Research in Engineering, Science & Technology(IJAREST), ISSN(O):2393-9877, ISSN(P): 2394-2444, Volume 2,Issue 5, May- 2015 , Impact Factor:2.125 DYNAMIC CHAINLESS BICYCLE Mayur Linagariya1,Dignesh Savsani2 1 Mechanical Department, Noble Group Of Institute, Junagadh, [email protected] 2 Mechanical Department, Noble Group Of Institute, Junagadh, [email protected] Abstract A shaft-driven bicycle is a bicycle that uses a driven shaft instead of a chain to transmit power from the pedals to the wheel. Shaft drives were introduced over a century ago, but were mostly supplanted by chain-driven bicycles due to the gear ranges possible with sprockets and derailleur. Recently, due to advancements in internal gear technology, a small number of modern shaft-driven bicycles have been introduced. The shaft drive only needs periodic lubrication using a grease gun to keep the gears running quiet and smooth. This “chainless” drive system provides smooth, quite and efficient transfer of energy from the pedals to the rear wheel. It is attractive in look compare with chain driven bicycle. It replaces the traditional method. Keywords – Bevel Gears, Shaft drive, Dynamometer, Chainless technology, Reliable and Durable I. INTRODUCTOIN II. WORKING The shaft connected between the pair of The shaft connected between the pair of spiral spiral bevel gears. The main application of the bevel gears. The main application of the spiral spiral bevel gear is in a vehicle differential, where bevel gear is in a vehicle differential, where the the direction of drive from the drive shaft must be direction of drive from the drive shaft must be turned 90 degrees to drive the wheels. -

Basic Fundamentals of Gear Drives
Basic Fundamentals of Gear Drives Course No: M06-031 Credit: 6 PDH A. Bhatia Continuing Education and Development, Inc. 22 Stonewall Court Woodcliff Lake, NJ 07677 P: (877) 322-5800 [email protected] BASIC FUNDAMENTALS OF GEAR DRIVES A gear is a toothed wheel that engages another toothed mechanism to change speed or the direction of transmitted motion. Gears are generally used for one of four different reasons: 1. To increase or decrease the speed of rotation; 2. To change the amount of force or torque; 3. To move rotational motion to a different axis (i.e. parallel, right angles, rotating, linear etc.); and 4. To reverse the direction of rotation. Gears are compact, positive-engagement, power transmission elements capable of changing the amount of force or torque. Sports cars go fast (have speed) but cannot pull any weight. Big trucks can pull heavy loads (have power) but cannot go fast. Gears cause this. Gears are generally selected and manufactured using standards established by American Gear Manufacturers Association (AGMA) and American National Standards Institute (ANSI). This course provides an outline of gear fundamentals and is beneficial to readers who want to acquire knowledge about mechanics of gears. The course is divided into 6 sections: Section -1 Gear Types, Characteristics and Applications Section -2 Gears Fundamentals Section -3 Power Transmission Fundamentals Section -4 Gear Trains Section -5 Gear Failure and Reliability Analysis Section -6 How to Specify and Select Gear Drives SECTION -1 GEAR TYPES, CHARACTERISTICS & APPLICATIONS The gears can be classified according to: 1. the position of shaft axes 2. -

SME 1023 KINEMATICS of MACHINE UNIT-IV GEAR and GEAR TRAIN a Toothed Wheel That Engages Another Toothed Mechanism in Order to Ch
SME 1023 KINEMATICS OF MACHINE UNIT-IV GEAR AND GEAR TRAIN A toothed wheel that engages another toothed mechanism in order to change the speed or direction of transmitted motion. N = speed in rpm A gear is a component within a transmission device that transmits rotational force to another gear or device. A gear is different from a pulley in that a gear is a round wheel which has linkages that mesh with other gear teeth, allowing force to be fully transferred without slippage. Depending on their construction and arrangement, geared devices can transmit forces at different speeds, torques, or in a different direction, from the power source. The most common situation is for a gear to mesh with another gear Gear’s most important feature is that gears of unequal sizes (diameters) can be combined to produce a mechanical advantage, so that the rotational speed and torque of the second gear are different from that of the first. To overcome the problem of slippage as in belt drives, gears are used which produce positive drive with uniform angular velocity. GEAR CLASSIFICATION Gears or toothed wheels may be classified as follows: 1. According to the position of axes of the shafts. The axes of the two shafts between which the motion is to be transmitted, may be a. Parallel b. Intersecting c. Non-intersecting and Non-parallel Gears for connecting parallel shafts 1. Spur Gear Teeth is parallel to axis of rotation can transmit power from one shaft to another parallel shaft. Spur gears are the simplest and most common type of gear. -

Performance Analysis of Bicycle Driven by Gear and Shaft Transmission System
INTERNATIONAL JOURNAL FOR RESEARCH IN EMERGING SCIENCE AND TECHNOLOGY, VOLUME-3, ISSUE-4, APR-2016 E-ISSN: 2349-7610 Performance Analysis of Bicycle Driven By Gear and Shaft Transmission System Vijayan.S.N1, Prabin.K.B2, Venkatasubramanian.D3, Pon madasamy.M4 and Sakthivel.M5 1Assistant Professor, Department of Mechanical Engineering, Karpagam Institute of Technology, Coimbatore, TamilNadu, India. 2,3,4,5UG Student, Department of Mechanical Engineering, Karpagam Institute of Technology, Coimbatore, TamilNadu, India Email [email protected] ABSTRACT The normal bicycle is the one of the medium of the travelling and used for riding, sports, riding in off road purposes. In recent years many accidents occurred in off-road riding bicycle due to the lack of torque required to drive and land the bicycle in its position and continue the ride safely specially in sports bicycle. The aim of this work is to overcome these problems by introducing new mechanical transmission system with the help of internal gear technology called shaft driven system to maximize the torque of off-road bicycle using gear and shaft transmission system with normal riding condition. A shaft driven bicycle is a bicycle that uses a shaft drive instead of a chain drive which contains two set of bevel gear at both the ends to make a new kind of transmission system and transmit motion through 90 degrees angle. It replaces the traditional methods and reduces the accidents to the hill riders. Keywords: bicycle, shaft, torque, transmission system. 1. INTRODUCTION The design of bevel gear produces less vibration and less noise A shaft-driven bicycle is a bicycle that uses a drive shaft than conventional straight-cut or spur-cut gear with the instead of a chain to transmit power from the pedals to the rear straight teeth. -
Mechanical Power Transmission Fundamentals
Mechanical Power Transmission Fundamentals Course No: M03-018 Credit: 3 PDH Robert P. Tata, P.E. Continuing Education and Development, Inc. 22 Stonewall Court Woodcliff Lake, NJ 07677 P: (877) 322-5800 [email protected] Mechanical Power Transmission Fundamentals Copyright 2012 Robert P. Tata All Rights Reserved Table of Contents Subject Page Gear Trains 2 Planetary Gears 6 Differential Gears 8 Gearboxes 11 Multi-Speed Gearboxes 14 Couplings 19 Clutches 23 Belts and Pulleys 26 Chains and Sprockets 31 1 Gear Trains Gear trains are multiple sets of gears meshing together to deliver power and motion more effectively than can be accomplished by one set of gears. Figure 1 shows the various types of gears that can be used in a gear train. Gears 2 and 3 can be either spur or helical gears and are mounted on parallel shafts. Gears 4 and 5 are bevel gears that mount on shafts that are 90° apart. Gears 6 and 7 comprise a worm gear set and mount on shafts that are at 90° but are non- intersecting. Worm gears have a high ratio and can be non-reversing. Figure 2 depicts a simple gear train at the top and a compound gear train at the bottom. The simple gear train consists of four in-line gears in mesh. The compound gear train consists of the same four gears, except two are located on the same shaft. The overall ratio of the simple gear train is the product of the three individual ratios and is as follows: n equals the rpm and N equals the number of teeth in the respective gears. -

The Application of Bevel Gears
TECHNICAL The Applications of Bevel Gears Dr. Hermann J. Stadtfeld EDITORS’ NOTE: “The Applications of Bevel Gears” is the lish the basis for the practical-oriented chapters to come. excerpted third chapter of Dr. Hermann Stadtfeld’s latest Similar to cylindrical gears — used to reduce the RPM of a book — Gleason Bevel Gear Technology (The Gleason Works, prime mover and to bridge the distance between gear shafts Rochester, New York, USA; All rights reserved. 2014; ISBN 978- (parallel axes) — bevel gears are also used to reduce input 0-615-96492-8.), which appears here unabridged through the RPM and to transmit motion between two axes that include kind graces of Dr. Stadtfeld and Gleason Corp. Future install- an angle which can be not just 90°. This physical property of ments will appear exclusively in Power Transmission Engi- bevel gears allows the orientation between input and output neering and Gear Technology magazine over the next 12 to shaft to be under almost any angle. The results translate to 18 months. design solutions for industrial gear boxes, vehicles and air- crafts which are — due to their use of bevel gears — less com- A Word From the Author plex and best-performing in their function. Much has occurred in our industry over the past 10 to 15 years. A singular example is the heightened complexity — and oppor- Automotive tunity — that now exists in making “best choices” for optimal Luxury-market automobiles have optimal traction due transmission elements. to sophisticated weight distribution design and a “push- Indeed — 21st Century gear technology not only offers meth- ing” — rather than “pulling” — propulsion. -

Propose and Manufacture of Chainless Bicycle
ISSN XXXX XXXX © 2017 IJESC Research Article Volume 7 Issue No.6 Propose and Manufacture of Chainless Bicycle Amit kumar Singh1, Arvind Yadav2, Vinay Kumar Chaurasiya3, Ankit Yadav4, Niteesh Kumar Mishra5 Assistant Professor1, B.Tech Student2, 3, 4, 5 Department of Mechanical Engineering United College of Engineering and Management, Allahabad, U P, India Abstract: A chainless bicycle is a bicycle that uses a driven shaft instead of a chain to transmit power from the pedals to the wheel. Shaft drives were introduced over a century ago, but were mostly supplanted by chain-driven bicycles due to the gear ranges possible with sprockets and derailleur. Recently, due to advancements in internal gear technology, a small number of modern shaft-driven bicycles have been introduced. The shaft drive only needs periodic lubrication using a grease gun to keep the gears running quiet and smooth. This “chainless” drive system provides smooth, quite and efficient transfer of energy from the pedals to the rear wheel. It is attractive in look compare with chain driven bicycle. It replaces the traditional method. Keywords: Bevel gears, Fabrication, Propeller shaft, Reliability, Shaft Driven Bicycle I. INTRODUCTION revolutions. Here the power transmission is in perpendicular direction as pinion and gear axis is perpendicular to each other. A shaft-driven bicycle is a bicycle that uses a drive shaft instead of a chain to transmit power from the pedals to the wheel II. WORKING arrangement displayed in the following fig . Shaft drives were introduced over a century ago, but were mostly supplanted by Aim of our Project is to make new kind of transmission system chain-driven bicycles due to the gear ranges possible with for bicycle for getting high reliability system, and more safe sprockets and derailleur.