Glossary of Forging Terms
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Extrusion.Pdf
Extrusion: Second Edition Copyright © 2006 ASM International® M. Bauser, G. Sauer, K. Siegert, editors, p 195-321 All rights reserved. DOI:10.1361/exse2006p195 www.asminternational.org CHAPTER 5 The Production of Extruded Semifinished Products from Metallic Materials* THE HOT-WORKING PROCESS extrusion ered to be the most important of the hot-working is, in contrast to other compressive deformation processes. processes used to produce semifinished prod- ucts, a deformation process with pure compres- sive forces in all three force directions. These favorable deformation conditions do not exist in other production processes for semifinished products. Even in rolling, which is the most im- Extrusion of Materials with portant compressive working process for pro- ducing semifinished products, tensile forces oc- Working Temperatures cur in the acceleration zone of the roll gap as between 0 and 300 ЊC well as in the cross rolling process used to pierce blanks in the rolling of steel tubes. These Gu¨nther Sauer* tensile forces cause problems in the rolled prod- uct if the deformation conditions are not opti- mized. The benefits of this three-dimensional compression in terms of deformation technol- 5.1 Extrusion of Semifinished ogy, which have already been discussed in this Products in Tin Alloys book, can be clearly seen in Fig. 5.1 based on experimental results for face-centred cubic (fcc) Tin is a silver-white, very soft metal with a aluminum and zinc with its hexagonal lattice stable tetragonal lattice in the temperature range structure. 20 to 161 ЊC. The pure metal has a density of The extensive variations in the extrusion pro- 7.28 g/cm3 and a melting point of 232 ЊC. -

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -

Metal Extrusion and Drawing Processes and Equipment
Hail University College of Engineering Department of Mechanical Engineering Metal Extrusion and Drawing Processes and Equipment Ch 15 Metal Extrusion and Drawing Extrusion and drawing involve, respectively, pushing or pulling a material through a die basically for the purpose of reducing or changing its cross-sectional area. Extrusion and drawing have numerous applications in the manufacture of continuous as well as discrete products from a wide variety of metals and alloys. In extrusion, a cylindrical billet is forced through a die in a manner similar to squeezing toothpaste from a tube or extruding Play-Doh ,in various cross sections in a toy press. Metal Extrusion Typical products made by extrusion are railings for sliding doors, window frames, tubing having various cross sections, aluminum ladder frames, and numerous structural and architectural shapes. Extrusions can be cut into desired lengths, which then become discrete parts, such as brackets, gears, and coat hangers Commonly extruded materials are aluminum, copper, steel, magnesium, and lead; other metals Depending on the ductility of the material, extrusion is carried out at room or elevated temperatures. Extrusion at room temperature often is combined with forging operations, in which case it generally is known as cold Extrusions and examples of products made by extrusion sectioning off extrusions Drawing In drawing, the cross section of solid rod, wire, or tubing is reduced or changed in shape by pulling it through a die. Drawn rods are used for shafts, spindles, and small pistons and as the raw material for fasteners (such as rivets, bolts, and screws). In addition to round rods, various profiles can be drawn. -

Development of Guidelines for Warm Forging of Steel Parts
Development of Guidelines for Warm Forging of Steel Parts THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Niranjan Rajagopal, B.Tech Graduate Program in Industrial and Systems Engineering The Ohio State University 2014 Master's Examination Committee: Dr.Taylan Altan, Advisor Dr.Jerald Brevick Copyright by Niranjan Rajagopal 2014 ABSTRACT Warm forging of steel is an alternative to the conventional hot forging technology and cold forging technology. It offers several advantages like no flash, reduced decarburization, no scale, better surface finish, tight tolerances and reduced energy when compared to hot forging and better formability, lower forming pressures and higher deformation ratios when compared to cold forging. A system approach to warm forging has been considered. Various aspects of warm forging process such as billet, tooling, billet/die interface, deformation zone/forging mechanics, presses for warm forging, warm forged products, economics of warm forging and environment & ecology have been presented in detail. A case study of forging of a hollow shaft has been discussed. A comparison of forging loads and energy required to forge the hollow shaft using cold, warm and hot forging process has been presented. ii DEDICATION This document is dedicated to my family. iii ACKNOWLEDGEMENTS I am grateful to my advisor, Prof. Taylan Altan for accepting me in his research group, Engineering Research Center for Net Shape Manufacturing (ERC/NSM) and allowing me to do thesis under his supervision. The support of Dr. Jerald Brevick along with other professors at The Ohio State University was also very important in my academic and professional development. -

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate. -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -
Engineering Materials and Processes Lecture 7 – Mechanical Shaping of Metals Mechanical Deformation of Metals
Engineering Materials and Processes Lecture 7 – Mechanical shaping of metals Mechanical Deformation of Metals Reference Text Section Higgins RA & Bolton, 2010. Materials for Engineers and Technicians, Ch 7 5th ed, Butterworth Heinemann Additional Readings Section Sheedy, P. A, 1994. Materials : Their properties, testing and selection Ch 13 Callister, W. Jr. and Rethwisch, D., 2010, Materials Science and N.A. Engineering: An Introduction, 8th Ed, Wiley, New York. Ashby, M.F., 2011. Materials Selection in Mechanical Design, 4th Ed, Ch 13 Butterworth Heinemann, Oxford, UK. Engineering Materials and Processes Ashby: Fig 13.2 The classes of processes Engineering Materials and Processes Hot-working processes (Higgins 7.2) Hot Working processes are carried out above the recrystallisation temperature of the material. 7.2 Hot Working Processes 7.2.1 Forging 7.2.2 Hot-rolling Engineering Materials and Processes Hot-working processes: Forging (Higgins 7.2.1) VIDEO: Open-die forging can produce forgings from a kg to more than 150 tonnes. “Open-die” means the metal is not confined laterally during forging. The process works progressively from the starting stock into the desired shape. Flat-faced dies are usual. Wide range of shapes and sizes are possible, especially suited to large custom parts like a ship’s propeller shaft. Seamless Rolled Ring Forging: Starts with a cast billet, then upset and punched to form a donut shape, then rolling and squeezing (or in some cases, pounding) the donut into a thin ring. Ring diameters can be anywhere from a 100mm to 10m. Engineering Materials and Processes Hot-working processes: Hot-Rolling (Higgins 7.2.2) Hot Rolling (Billet to plate/sheet): Dalarna University www.du.se (Creative Commons) Breaking down billets (large thick slabs cast from the furnace) into successively thinner plate, and finally sheet. -
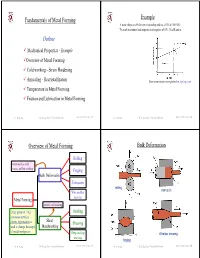
Metal Forming Fundamentals
Fundamentals of Metal Forming Example A metal obeys the Hollomon relationship and has a UTS of 300 MPa. To reach maximum load requires an elongation of 35%. Find K and n. Outline 9 Mechanical Properties - Example 9Overview of Metal Forming 9 Cold working - Strain Hardening 9 Annealing - Recrystallization True stress-strain curve plotted on log-log scale 9 Temperature in Metal Forming 9 Friction and Lubrication in Metal Forming Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/1 Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/2 Overview of Metal Forming Bulk Deformation Rolling Performed as cold, warm, and hot working Forging Bulk Deformation Extrusion rolling extrusion Wire and bar drawing Metal Forming Mainly cold working Large group of mfg Bending processes in which Sheet plastic deformation is Shearing used to change the shape Metalworking of metal workpieces Deep and cup Wire/bar drawing drawing forging Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/3 Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/4 Sheet Metalworking Formability (workability) Formability of the material depends on: (1) process variables - ……………… Desirable material properties in metal forming: - ……………… – Low yield strength and high ductility - ……………… (2) Metallurgical changes during deformation bending Deep/cup drawing - formation of voids, composition, inclusions, precipitation, .... etc. Ductility increases and yield strength decreases when work temperature is raised → Any deformation operation can be accomplished with lower forces and power at elevated temperature shearing Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/5 Dr. -
Bulk Deformation Processes in Metalworking
Metal-Forming Processes Overview of Metal Forming Rolling Performed as cold, warm, and hot working Forging Bulk Deformation Extrusion Wire and bar drawing Metal Forming Mainly cold working Bending Sheet Shearing Metalworking Deep and cup drawing Bulk Deformation (Overview Cont’d) rolling extrusion Wire/bar drawing forging Sheet Metalworking (Overview Cont’d) bending Deep/cup drawing shearing Formability (workability) Formability of the material depends on: (1) Process variables - temperature……………… Desirable material properties in metal - strain……………… rate forming: – Low yield strength and high ductility - ………………stress (2) Metallurgical changes (properties changes such as hardness)during deformation ,formation of voids, inclusions, precipitation, .... etc. Ductility increases and yield strength decreases when work temperature is raised Any deformation operation can be accomplished with lower forces and power at elevated temperature Metal Forming Processes: Homologous Temp. What is the parameter that determine working temperature??? Metal forming process temperature is measured by Homologus temperature Homologous temperature expresses the temperature of a material as a fraction of its melting point temperature using the Kelvin scale • T: working temperature such Stainless steels have good strength and good resistance to corrosion and Process T/T oxidation at elevated temperatures m Cold working < 0.3 • Tm: melting point of metal (based on absolute temperature scale) Warm working 0.3 to 0.5 e.g. lead Hot working > 0.6 – Tm = 327 C – Formed at room temperature (20 C), …………………………………T/Tm = (20 +273)/(327 + .273) = 0.5 Warm working Most metals strain harden at room temperature But if heated to sufficiently high temperature and deformed, strain hardening does not occur Strain or Work Hardening • Strain hardening (work hardening) is where a material becomes less ductile, harder and stronger with plastic deformation. -

Heat Treatment and Properties of Iron and Steel
National Bureau of Standards Library, N.W. Bldg NBS MONOGRAPH 18 Heat Treatment and Properties of Iron and Steel U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS THE NATIONAL BUREAU OF STANDARDS Functions and Activities The functions of the National Bureau of Standards are set forth in the Act of Congress, March 3, 1901, as amended by Congress in Public Law 619, 1950. These include the development and maintenance of the national standards of measurement and the provision of means and methods for making measurements consistent with these standards; the determination of physical constants and properties of materials; the development of methods and instruments for testing materials, devices, and structures; advisory services to government agencies on scientific and technical problems; inven- tion and development of devices to serve special needs of the Government; and the development of standard practices, codes, and specifications. The work includes basic and applied research, develop- ment, engineering, instrumentation, testing, evaluation, calibration services, and various consultation and information services. Research projects are also performed for other government agencies when the work relates to and supplements the basic program of the Bureau or when the Bureau's unique competence is required. The scope of activities is suggested by the listing of divisions and sections on the inside of the back cover. Publications The results of the Bureau's work take the form of either actual equipment and devices or pub- lished papers. -

Metal Forming Process
METAL FORMING PROCESS Unit 1:Introduction and concepts Manufacturing Processes can be classified as i) Casting ii) Welding iii) Machining iv)Mechanical working v) Powder Metallurgy vi)Plastic Technology etc., In Mechanical working Process the raw material is converted to a given shape by the application of external force. The metal is subjected to stress.It is a process of changing the shape and size of the material under the influence of external force or stress.Plastic Deformation occurs. Classification of Metal Working Processes 1. General classification i. Rolling ii. Forging iii. Extrusion iv. Wire Drawing v. Sheet Metal Forming 2. Based on Temperature of Working i. Hot Working ii. Cold Working iii. Warm Working 3. Based on the applied stress i. Direct Compressive Stress ii. Indirect Compressive Stress iii. Tensile Stress iv. Bending Stress v. Shear Stress Classification of Metal Working based on temperature. Hot working: It is defined as the mechanical working of metal at an elevated (higher) temperature above a particular temperature. This temperature is referred to RCT(Re Crystallization Temperature). Cold Working: It is defined as the mechanical working of metal below RCT. Warm Working: It is defined as the mechanical working of metal at a temperature between that of Hot working and Cold Working. Ingot is the starting raw metal for all metal working process. Molten metal from the furnace is taken and poured into metallic moulds and allowed to cool or solidify. The cooled solid metal mass is then taken out of the mould. This solid metal is referred to as Ingot.This Ingot is later on converted to other forms by mechanical working. -

Chapter Five: Cold Working of Metal 5.1. Introduction Cold Working of A
University of Basrah College of Engineering Mechanical Engineering Department Lecture Notes of MANUFACTURING PROCESSES (ME337), 3rd Year (2015-2016) Lecturer: Dr. Hassanein Ibraheem Khalaf Chapter Five: Cold Working of Metal 5.1. Introduction Cold working of a metal is carried out below its recrystallisation temperature. Although normal room temperatures are ordinarily used for cold working of various types of steel, temperatures up to the recrystallisation range are sometimes used. In cold working, recovery processes are not effective. 5.2 Purpose Of Cold Working The common purpose of cold working is given as under 1. Cold working is employed to obtain better surface finish on parts. 2. It is commonly applied to obtain increased mechanical properties. 3. It is widely applied as a forming process of making steel products using pressing and spinning. 4. It is used to obtain thinner material. 5.3 Precautions Fallowed in Cold Working Cold working leads to crack formation and propagation if performed in excess and it should therefore be avoided. Residual stresses developed due to inhomogeneous deformation cause warping or distortion when the part is released from the tooling and during subsequent machining. Magnitude and distribution of residual stresses should therefore be controlled. 1 University of Basrah College of Engineering Mechanical Engineering Department Lecture Notes of MANUFACTURING PROCESSES (ME337), 3rd Year (2015-2016) Lecturer: Dr. Hassanein Ibraheem Khalaf 5.4 Characteristics of Cold Working The main characteristics of cold working are given as under. 1. Cold working involves plastic deformation of a metal, which results in strain hardening. 2. It usually involves working at ordinary (room) temperatures, but, for high melting point metals, e.g., tungsten, the cold working may be carried out at a red heat.