IDEAL PROCESS DESIGN APPROACH for HOT METAL WORKING Thesis Submitted to the School of Engineering of the UNIVERSITY of DAYTON In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Appendix B – Eco-Charrette Report
Appendix B – Eco-Charrette Report 2010 Facility Master Plan Factoria Recycling and Transfer Station November 2010 2010 Facility Master Plan Factoria Recycling and Transfer Station November 2010 Appendix B‐1: Factoria Recycling and Transfer Station ‐ Eco‐Charrette – Final Report. June 24, 2010. Prepared for King County Department of Natural Resources and Parks‐‐ Solid Waste Division. HDR Engineering, Inc. Appendix B‐2: Initial Guidance from the Salmon‐Safe Assessment Team regarding The Factoria Recycling and Transfer Station – Site Design Evaluation. July 15, 2010. Salmon‐Safe, Inc. Appendix B‐1: Factoria Recycling and Transfer Station ‐ Eco‐Charrette – Final Report. June 24, 2010. Prepared for King County Department of Natural Resources and Parks‐‐ Solid Waste Division. HDR Engineering, Inc. Table of Contents PART 1: ECO‐CHARRETTE...................................................................................................................... 1 Introduction and Purpose ......................................................................................................................... 1 Project Background and Setting ................................................................................................................ 1 Day 1. Introduction to the Sustainable Design Process ........................................................................... 3 Day 2: LEED Scorecard Review ................................................................................................................. 4 The LEED Green Building Certification -
Extrusion.Pdf
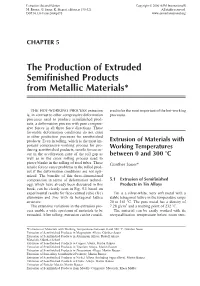
Extrusion: Second Edition Copyright © 2006 ASM International® M. Bauser, G. Sauer, K. Siegert, editors, p 195-321 All rights reserved. DOI:10.1361/exse2006p195 www.asminternational.org CHAPTER 5 The Production of Extruded Semifinished Products from Metallic Materials* THE HOT-WORKING PROCESS extrusion ered to be the most important of the hot-working is, in contrast to other compressive deformation processes. processes used to produce semifinished prod- ucts, a deformation process with pure compres- sive forces in all three force directions. These favorable deformation conditions do not exist in other production processes for semifinished products. Even in rolling, which is the most im- Extrusion of Materials with portant compressive working process for pro- ducing semifinished products, tensile forces oc- Working Temperatures cur in the acceleration zone of the roll gap as between 0 and 300 ЊC well as in the cross rolling process used to pierce blanks in the rolling of steel tubes. These Gu¨nther Sauer* tensile forces cause problems in the rolled prod- uct if the deformation conditions are not opti- mized. The benefits of this three-dimensional compression in terms of deformation technol- 5.1 Extrusion of Semifinished ogy, which have already been discussed in this Products in Tin Alloys book, can be clearly seen in Fig. 5.1 based on experimental results for face-centred cubic (fcc) Tin is a silver-white, very soft metal with a aluminum and zinc with its hexagonal lattice stable tetragonal lattice in the temperature range structure. 20 to 161 ЊC. The pure metal has a density of The extensive variations in the extrusion pro- 7.28 g/cm3 and a melting point of 232 ЊC. -

Lean Process Design a Concept of Process Quality
Lean Process Design A Concept of Process Quality David N. Card [email protected] Agenda Background and Objectives Concepts of Lean Lean Process Design Process Summary Background CMMI® requires the definition of processes that cover certain goals and practices • Requires “sufficiency” • Does not provide criteria for a “good” process – not an appraisal consideration Lean principles provide “goodness” criteria for processes Lean usually applied as a re-engineering technique, e.g., Kaizen CMMI® is a registered trademark of Carnegie Mellon University 3 Objectives Identify the process “goodness” criteria implicit in Lean principles Explain how these can be applied during the design and initial definition of processes Minimize later rework and re-engineering 4 The Lean Misconception Lean is not about “light weight” processes “Lean” refers to reducing inventory and “work in progress” Lean is accomplished through robust processes • Simple • Reliable • Standardized • Enforced Caveat: many flavors of Lean 5 Five Lean Principles Value – identify what is really important to the customer and focus on that Value Stream – ensure all activities are necessary and add value Flow – strive for continuous processing through the value stream Pull – drive production with demand Perfection – prevent defects and rework Value Stream = Business Process 6 Views of Lean Industry Five Observed Principles Domain • Value • Value Stream Language • Flow Queuing & Culture Theory • Pull • Perfection Perfection Technical Practices • Similar to Six Sigma (including -

DRAFT – Subject to NIST Approval 1.5 IMPACTS of AUTOMATION on PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturin
DRAFT – Subject to NIST approval 1.5 IMPACTS OF AUTOMATION ON PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturing Engineering Laboratory National Institute of Standards and Technology Gaithersburg, MD 20899 ABSTRACT Automation has significant impacts on the economy and the development and use of technology. In this section, the impacts of automation on precision, which directly influences science, technology, and the economy, are discussed. As automation enables improved precision, precision also improves automation. Followed by the definition of precision and the factors affecting precision, the relationship between precision and automation is described. This section concludes with specific examples of how automation has improved the precision of manufacturing processes and manufactured products over the last decades. 1.5.1 What is precision Precision is the closeness of agreement between a series of individual measurements, values, or results. For a manufacturing process, precision describes how well the process is capable of producing products with identical properties. The properties of interest can be the dimensions of the product, its shape, surface finish, color, weight, etc. For a device or instrument, precision describes the invariance of its output when operated with the same set of inputs. Measurement precision is defined by the International Vocabulary of Metrology [1] as the "closeness of agreement between indications obtained by replicate measurements on the same or similar objects under specified conditions." In this definition, the "specified conditions" describe whether precision is associated with the repeatability or the reproducibility of the measurement process. Repeatability is the closeness of the agreement between results of successive measurements of the same quantity carried out under the same conditions. -
Design Process Visualizing and Review System with Architectural Concept Design Ontology
INTERNATIONAL CONFERENCE ON ENGINEERING DESIGN, ICED’07 28 - 31 AUGUST 2007, CITE DES SCIENCES ET DE L'INDUSTRIE, PARIS, FRANCE DESIGN PROCESS VISUALIZING AND REVIEW SYSTEM WITH ARCHITECTURAL CONCEPT DESIGN ONTOLOGY Sung Ah Kim and Yong Se Kim Creative Design & Intelligent Tutoring Systems (CREDITS) Research Center, Sungkyunkwan University, Korea ABSTRACT DesignScape, a prototype design process visualization and review system, is being developed. Its purpose is to visualize the design process in more intuitive manner so that one can get an insight to the complicated aspects of the design process. By providing a tangible utility to the design process performed by the expert designers or guided by the system, novice designers will be greatly helped to learn how to approach a certain class of design. Not only as an analysis tool to represent the characteristics of the design process, the system will be useful also for learning design process. A design ontology is being developed as a critical part of the system, to represent designer’s activities associated with various design information during the conceptual design process, and then to be utilized for a computer environment for design analysis and guidance. To develop the design ontology, a conceptual framework of design activity model is proposed, and then the model has been tested and elaborated through investigating the early phase of architectural design. A design process representation model is conceptualized based on the ontology, and reflected into the development of the system. Keywords: Design Process, Design Research, Design Ontology, Design Activity, Architectural Design 1 INTRODUCTION Design is an evolving process interwoven with numerous intermediate representations and various design information. -

Application of Sustainable Integrated Process Design and Control for Four Distillation Column Systems
See discussions, stats, and author profiles for this publication at: http://www.researchgate.net/publication/281393677 Application of Sustainable Integrated Process Design and Control for Four Distillation Column Systems ARTICLE in CHEMICAL ENGINEERING TRANSACTIONS · SEPTEMBER 2015 Impact Factor: 1.03 · DOI: 10.3303/CET1545036 READS 52 3 AUTHORS: Mohamad Zulkhairi Nordin Mohamad Rizza Othman Universiti Teknologi Malaysia Universiti Malaysia Pahang 8 PUBLICATIONS 2 CITATIONS 18 PUBLICATIONS 62 CITATIONS SEE PROFILE SEE PROFILE Mohd. Kamaruddin Abd. Hamid Universiti Teknologi Malaysia 93 PUBLICATIONS 95 CITATIONS SEE PROFILE All in-text references underlined in blue are linked to publications on ResearchGate, Available from: Mohd. Kamaruddin Abd. Hamid letting you access and read them immediately. Retrieved on: 11 November 2015 provided by UMP Institutional Repository View metadata, citation and similar papers at core.ac.uk CORE brought to you by 211 A publication of CHEMICAL ENGINEERING TRANSACTIONS The Italian Association VOL. 45, 2015 of Chemical Engineering www.aidic.it/cet Guest Editors: Petar Sabev Varbanov, Jiří Jaromír Klemeš, Sharifah Rafidah Wan Alwi, Jun Yow Yong, Xia Liu Copyright © 2015, AIDIC Servizi S.r.l., ISBN 978-88-95608-36-5; ISSN 2283-9216 DOI: 10.3303/CET1545036 Application of Sustainable Integrated Process Design and Control for Four Distillation Column Systems Mohamad Z. Nordina, Mohamad R. Othmanb, Mohd K. A. Hamid*a aProcess Systems Engineering Centre (PROSPECT), Faculty of Chemical Engineering, Universiti Teknologi Malaysia, 81310 UTM Johor Bahru, Johor, Malaysia bProcess System Engineering Group (PSERG), Faculty of Chemical and Natural Resources Engineering, Universiti Malaysia Pahang, Lebuhraya Tun Razak, 26300 Gambang, Kuantan, Pahang, Malaysia [email protected] The objective of this paper is to present the application of sustainable integrated process design and control methodology for distillation columns systems. -

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -
Design-Build Manual
Design-Build Manual M 3126.07 August 2021 Construction Division Design-Build Program Americans with Disabilities Act (ADA) Information Title VI Notice to Public It is the Washington State Department of Transportation’s (WSDOT) policy to assure that no person shall, on the grounds of race, color, national origin or sex, as provided by Title VI of the Civil Rights Act of 1964, be excluded from participation in, be denied the benefits of, or be otherwise discriminated against under any of its programs and activities. Any person who believes his/her Title VI protection has been violated, may file a complaint with WSDOT’s Office of Equal Opportunity (OEO). For additional information regarding Title VI complaint procedures and/or information regarding our non- discrimination obligations, please contact OEO’s Title VI Coordinator at 360-705-7090. Americans with Disabilities Act (ADA) Information This material can be made available in an alternate format by emailing the Office of Equal Opportunity at [email protected] or by calling toll free, 855-362-4ADA(4232). Persons who are deaf or hard of hearing may make a request by calling the Washington State Relay at 711. Foreword The Design-Build Manual has been prepared for Washington State Department of Transportation Engineering Managers, Design Engineers, Construction Engineers, Evaluators, Project Engineers, and other staff who are responsible for appropriately selecting, developing, and administering projects using design-build project delivery. This manual describes the processes and procedures for procuring and administering design-build contracts. Decisions to deviate from the guidance provided in this manual must be based on representing the best interests of the public and are to be made by the individual with appropriate authority. -

Metal Extrusion and Drawing Processes and Equipment
Hail University College of Engineering Department of Mechanical Engineering Metal Extrusion and Drawing Processes and Equipment Ch 15 Metal Extrusion and Drawing Extrusion and drawing involve, respectively, pushing or pulling a material through a die basically for the purpose of reducing or changing its cross-sectional area. Extrusion and drawing have numerous applications in the manufacture of continuous as well as discrete products from a wide variety of metals and alloys. In extrusion, a cylindrical billet is forced through a die in a manner similar to squeezing toothpaste from a tube or extruding Play-Doh ,in various cross sections in a toy press. Metal Extrusion Typical products made by extrusion are railings for sliding doors, window frames, tubing having various cross sections, aluminum ladder frames, and numerous structural and architectural shapes. Extrusions can be cut into desired lengths, which then become discrete parts, such as brackets, gears, and coat hangers Commonly extruded materials are aluminum, copper, steel, magnesium, and lead; other metals Depending on the ductility of the material, extrusion is carried out at room or elevated temperatures. Extrusion at room temperature often is combined with forging operations, in which case it generally is known as cold Extrusions and examples of products made by extrusion sectioning off extrusions Drawing In drawing, the cross section of solid rod, wire, or tubing is reduced or changed in shape by pulling it through a die. Drawn rods are used for shafts, spindles, and small pistons and as the raw material for fasteners (such as rivets, bolts, and screws). In addition to round rods, various profiles can be drawn. -

Abana Controlled Hand Forging Study Guide As Paginated by the Guild of Metalsmiths - Abana Chapter - Jan 2020 Index
ABANA CONTROLLED HAND FORGING STUDY GUIDE AS PAGINATED BY THE GUILD OF METALSMITHS - ABANA CHAPTER - JAN 2020 INDEX Lesson Number Number Description of Pages Credits (click on box) L 1.01 Drawing Out: Draw a sharp point on a 1/2" square bar 3 Peter Ross and Doug Wilson L 2.01 Hot Punching: Create holes or recesses in bars or plate by driving 2 By Doug Wilson Illustrations by Tom Latané punches into or through hot material. L 3.01 Drawing Out a Round Taper 3 By Jay Close Illustrations by Tom Latané L 4.01 Bending Bar Stock 5 By Jay Close Illustrations by Tom Latané L 5.01 Twisting a Square Bar 4 By Bob Fredell Illustrations by Tom Latané L 6.01 Drawing , Punching, and Bending 4 By Peter Ross Illustrations by Tom Latané L 7.01 Upsetting a Square Bar 3 By Peter Ross Illustrations by Tom Latané L 8.01 Slitting and Drifting Two Mortises or Slots in a Square Sectioned Bar 5 By Jay Close llustrations by Doug Wilson, photos by Jay Close L 9.01 Mortise and Tenon Joinery 3 Text and Illustrations by Doug Wilson L 10.01 Forge Welding 6 By Dan Nauman Illustrations by Tom Latané Photos by Dan Nauman L 11.01 Drawing Down - Part One 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 11.07 Drawing Down - Part Two 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 12.01 Forging a Shoulder 4 by Bob Fredell Illustrations by Tom Latané L 13.01 Cutting a Bar 2 by Dan Nauman Illustrations by Doug Wilson L 14.01 Forging a 90-degree Corner 3 Text and Photos by Dan Nauman L 15.01 Forge an Eye on the -

The Design of a Next-Generation Process Language*
The Design of a Next-Generation Process Language* Stanley M. Sutton, Jr. and Leon J. Osterweil Department of Computer Science University of Massachusetts Amherst, MA 01003-4610 Abstract. Process languages remain a vital area of software process research. Among the important issue for process languages are semantic richness, ease of use, appropriate abstractions, process composabitity, visualization, and support for multiple paradigms. The need to balance semantic richness with ease of use is particularly critical. JIL addresses these issues in a number of innovative ways. It models processes in terms of steps with a rich variety of semantic attributes. The JIL control model combines proactive and reactive control, condi- tional control, and more simple means of control-flow modeling via step composition and execution constraints. JIL facilitates ease of use through semantic factoring, the accommodation of incomplete step specifications, the fostering of simple sub-languages, and the ability to support visual- izations. This approach allows processes to be programmed in a variety of terms, and to a variety of levels of detail, according to the needs of particular processes, projects~ and programmers. 1 Introduction Process language research was an early emphasis of software process studies. It has remained vital for several reasons. First, no language has gained general acceptance or widespread use. This is not just a linguistic problem, as the use of languages depends also on organizational, methodological, and technologi- cal support. Second, first-generation languages generally have obvious limita- tions. This is in part because many of these languages were based on existing paradigms that were not particularly well adapted to the domain of software process [11, 24, aa, 26, 15, 4, 25].