Film Thickness and Shape Evaluation in a Cam-Follower Line Contact with Digital Image Processing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wo 2009/086051 A2
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (43) International Publication Date (10) International Publication Number 9 July 2009 (09.07.2009) PCT WO 2009/086051 A2 (51) International Patent Classification: (74) Agent: MCGUIRE, Katherine, H.; Woods Oviatt F25B 1/04 (2006.01) Gilman LLP, 700 Crossroads Building, 2 State Street, Rochester, NY 14614 (US). (21) International Application Number: PCT/US2008/087591 (81) Designated States (unless otherwise indicated, for every kind of national protection available): AE, AG, AL, AM, (22) International Filing Date: AO, AT,AU, AZ, BA, BB, BG, BH, BR, BW, BY, BZ, CA, 19 December 2008 (19.12.2008) CH, CN, CO, CR, CU, CZ, DE, DK, DM, DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, (25) Filing Language: English IL, IN, IS, JP, KE, KG, KM, KN, KP, KR, KZ, LA, LC, LK, (26) Publication Language: English LR, LS, LT, LU, LY,MA, MD, ME, MG, MK, MN, MW, MX, MY,MZ, NA, NG, NI, NO, NZ, OM, PG, PH, PL, PT, (30) Priority Data: RO, RS, RU, SC, SD, SE, SG, SK, SL, SM, ST, SV, SY,TJ, 61/016,131 21 December 2007 (21.12.2007) US TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, ZW (71) Applicant (for all designated States except US): CAR- LETON LIFE SUPPORT SYSTEMS INC. [US/US]; (84) Designated States (unless otherwise indicated, for every 2734 Hickory Grove Road, Davenport, IA 52808 (US). kind of regional protection available): ARIPO (BW, GH, GM, KE, LS, MW, MZ, NA, SD, SL, SZ, TZ, UG, ZM, (72) Inventors; and ZW), Eurasian (AM, AZ, BY, KG, KZ, MD, RU, TJ, TM), (75) Inventors/Applicants (for US only): RALEIGH, Tim¬ European (AT,BE, BG, CH, CY, CZ, DE, DK, EE, ES, FI, othy [US/US]; 26810 172nd Ave, Long Grove, IA FR, GB, GR, HR, HU, IE, IS, IT, LT,LU, LV,MC, MT, NL, 52756 (US). -

Needle Roller Bearings Needle Roller Bearings 4703 E Cover 01-12-03 09.16 Sida 4
4703_E_Cover 01-12-03 09.16 Sida 2 R Needle roller bearings roller Needle Needle roller bearings 4703_E_Cover 01-12-03 09.16 Sida 4 © Copyright SKF 2001 The contents of this catalogue are the copyright of the publisher and may not be reproduced (even extracts) unless permis-sion is granted. Every care has been taken to ensure the accuracy of the information con- tained in this catalogue but no liability can be accepted for any loss or damage whet- her direct, indirect or consequential arising out of the use of the information contained here in. Catalogue 4703/I E Printed in Sweden on environmentally friendly paper by Elanders Graphic Systems AB. General ……………………………………………………………………………… 3 Foreword ……………………………………………………………………………………… 5 1 The SKF Group – a worldwide corporation ……………………………………………… 6 Bearing data …………………………………………………………………… 9 Bearing types ………………………………………………………………………………… 10 2 Bearing data – general ……………………………………………………………………… 14 Speeds ……………………………………………………………………………………… 14 Tolerances ………………………………………………………………………………… 14 Internal clearance ………………………………………………………………………… 21 Materials …………………………………………………………………………………… 22 Supplementary designations …………………………………………………………… 24 Design of associated components ……………………………………………………… 26 Product data …………………………………………………………………… 31 Needle roller and cage assemblies ……………………………………………………… 33 3 Drawn cup needle roller bearings ………………………………………………………… 49 Needle roller bearings ……………………………………………………………………… 67 Alignment needle roller bearings ………………………………………………………… 107 Needle roller thrust bearings ……………………………………………………………… -

Aug. 13, 1968 A. S. Baxter ETAL 3,396,819 LUBRICATION of CONNECTING ROD BIG-END BEARINGS Filed Nov
Aug. 13, 1968 A. S. Baxter ETAL 3,396,819 LUBRICATION OF CONNECTING ROD BIG-END BEARINGS Filed Nov. 1, 1965 3,396,819 United States Patent Office Patented Aug. 13, 1968 1. 2 Squeeze-film lubrication conditions. Since the squeeze-film 3,396,819 LUBRICATION OF CONNECTING ROD is relatively thick, minor imperfections in the mating BG-END BEARNGS surfaces can be tolerated because they do not rupture the Allan S. Baxter, Joseph F. Warriner, and Peter M. Jeffery, oil film and therefore the mating surfaces do not touch. Lincoln, England, assignors to Ruston & Hornsby The following description relates to the accompanying Limited, Lincoln, England, a company of Great Britain drawings, showing, by way of example only, one embodi Filed Nov. 1, 1965, Ser. No. 505,885 ment of the invention. In the drawings: Claims priority, application Great Britain, Nov. 7, 1964, FIGURE 1 is a partly sectioned elevation of a fork-and 45,484/64 blade connecting-rod arrangement for a V-form internal 6 Claims. (C. 184-6) combustion engine, showing means for lubrication for the O blade-rod big-end bearing according to the invention; and FIGURE 2 is a composite section on lines A-A and ABSTRACT OF THE DISCLOSURE A-B of FIGURE 1. In the lubrication of undirectionally loaded bearings The invention is shown in the drawings as applied to between the crank pin of a reciprocating piston engine 5 an engine having pairs of cylinders, the two cylinders of and the large end of a connecting rod, a cam and follower each pair being arranged in V formation, so that the mechanism between relatively oscillating parts relieves the centre-line of what may be called the left-hand cylinder in bearing load to allow entry of lubricant. -

Introduction to Analytical Methods for Internal Combustion Engine Cam Mechanisms a Typical finger Follower Cam Mechanism for a High Performance Engine J
Introduction to Analytical Methods for Internal Combustion Engine Cam Mechanisms A typical finger follower cam mechanism for a high performance engine J. J. Williams Introduction to Analytical Methods for Internal Combustion Engine Cam Mechanisms 123 J. J. Williams Oxendon Software Market Harborough UK ISBN 978-1-4471-4563-9 ISBN 978-1-4471-4564-6 (eBook) DOI 10.1007/978-1-4471-4564-6 Springer London Heidelberg New York Dordrecht Library of Congress Control Number: 2012946758 Ó Springer-Verlag London 2013 NASCAR is a trademark of NASCAR Mercedes Benz is a trademark of Daimler AG Penske is a trademark of Penske Racing, Inc. This work is subject to copyright. All rights are reserved by the Publisher, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, recitation, broadcasting, reproduction on microfilms or in any other physical way, and transmission or information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed. Exempted from this legal reservation are brief excerpts in connection with reviews or scholarly analysis or material supplied specifically for the purpose of being entered and executed on a computer system, for exclusive use by the purchaser of the work. Duplication of this publication or parts thereof is permitted only under the provisions of the Copyright Law of the Publisher’s location, in its current version, and permission for use must always be obtained from Springer. Permissions for use may be obtained through RightsLink at the Copyright Clearance Center. Violations are liable to prosecution under the respective Copyright Law. -

Timing/Synchronizing/ Adjusting
Timing/Synchronizing/ Mariner 75 Marathon/Merc 75XD Adjusting (3 Cylinder Models) Full Throttle RPM Range 4750 - 5250 Idle RPM (in “FORWARD” Gear) 650 - 700 Specifications Maximum Timing @ 5000 RPM 16 _ B.T.D.C. 70, 75 and 80 Models (@ Cranking Speed) (18 _ B.T.D.C.) _ _ Serial Number and Above Idle Timing 0 - 4 B.T.D.C. Spark Plug NGK BUHW-2 U.S. B239242 Firing Order 1-3-2 Belgium 9502135 Canada A730007 Special Tools Full Throttle RPM Range 4750 - 5250 Part No. Description Idle RPM (in “FORWARD” Gear) 650 - 700 *91-58222A1 Dial Indicator Gauge Kit Maximum Timing @ 5000 RPM 26 _ B.T.D.C. *91-59339 Service Tachometer (@ Cranking Speed) (28 _ B.T.D.C.) *91-99379 Timing Light _ _ Idle Timing 0 - 4 B.T.D.C. 91-63998A1 Spark Gap Tool Spark Plug NGK BUHW-2 Firing Order 1-3-2 * May be obtained locally. Timing Pointer Adjustment 70, 75 and 80 Models Serial Number and Below WARNING U.S. B239241 Engine could start when turning flywheel to chec k Belgium 9502134 timing pointer alignment. Remove spark plugs from engine to prevent engine from starting. Canada A730006 1. Install Dial Indicator P/N 91-58222A1 into no. 1 Full Throttle RPM Range 4750 - 5250 (top) cylinder. Idle RPM (in “FORWARD” Gear) 650 - 700 2. Turn flywheel clockwise until no. 1 (top) piston is at top dead center (TDC). Set Dial Indicator to “0” Maximum Timing @ 5000 RPM 22 _ B.T.D.C. (zero). (@ Cranking Speed) (24 _ B.T.D.C.) Idle Timing 0_ - 4 _ B.T.D.C. -
Making the Cam
SPECIAL INVESTIGATION Making the Cam 46 VALVETRAIN DESIGN PART TWO This is the second of a three- mandated by regulations, such as a pushrod system in NASCAR, instalment Special or to be similar to that of the production vehicle if a Le Mans GT car. In any event, the geometry of the cam follower mechanism Investigation into valvetrain must be created and numerically specified in the manner of design and it looks at the Fig.2 for a pushrod system, or similarly for finger followers, production of cams and their rocker followers, or the apparently simple bucket tappet [1]. Without knowing that geometry, the lift of the cam tappet followers. Our guides follower and the profile of the cam to produce the desired valve throughout this Special lift diagram cannot be calculated. Investigation are Prof. Gordon Blair, CBE, FREng of THE HERTZ STRESS AT THE CAM AND TAPPET INTERFACE Prof. Blair & Associates, As the cam lifts the tappet and the valve through the particular Charles D. McCartan, MEng, mechanism involved, the force between cam and tappet is a PhD of Queen’s University function of the opposing forces created by the valve springs and the inertia of the entire mechanism at the selected speed of Belfast and Hans Hermann of camshaft rotation. This is not to speak of further forces created Hans Hermann Engineering. by cylinder pressure opposing (or assisting) the valve motion. The force between cam and tappet produces deformation of the surfaces and the “flattened” contact patch produces the so- THE FUNDAMENTALS called Hertz stresses in the materials of each. -
ZDDP and Cam Wear: Just Another Engine Oil Myth?
ZPlus, LLC Burlington, NC 27215 www.zddplus.com ZDDPlus™ Tech Brief #2 ZDDP and Cam Wear: Just Another Engine Oil Myth? In the Dec. 2007 GM Techlink publication for GM dealers and technicians, GM engineer and author Bob Olree speculated that the current spate of cam and lifter failures being caused by newer oil is a myth, similar to others which have persisted in automotive mythology. He opens with the statement: “Engine Oil Myths - Over the years there has been an overabundance of engine oil myths. Here are some facts you may want to pass along to customers to help debunk the fiction behind these myths.” This is, of course, absolutely true. In the absence of facts, rumors are generated and persist far beyond any applicability to the situation which gave them life. Olree then continues, giving individual cases to illustrate his point. We examined each of the cases in an effort to decide whether or not his point is valid. Case 1 – Pennsylvania Crude Myth “The Pennsylvania Crude Myth - This myth is based on a misapplication of truth. In 1859, the first commercially successful oil well was drilled in Titusville, Pennsylvania. A myth got started before World War II claiming that the only good oils were those made from pure Pennsylvania crude oil. At the time, only minimal refining was used to make engine oil from crude oil. Under these refining conditions, Pennsylvania crude oil made better engine oil than Texas crude or California crude. Today, with modern refining methods, almost any crude can be made into good engine oil. -
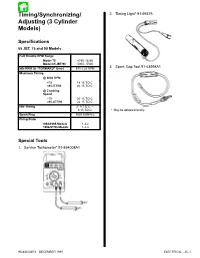
Timing/Synchronizing/ Adjusting (3 Cylinder Models)
Timing/Synchronizing/ 2. Timing Light* 91-99379 Adjusting (3 Cylinder Models) Specifications 65 JET, 75 and 90 Models Full Throttle RPM Range Model 75 4750 - 5250 Model 65 JET/90 5000 - 5500 Idle RPM (in “FORWARD” Gear) 675 25 RPM 3. Spark Gap Tool 91-63998A1 Maximum Timing @ 3000 RPM –75 18 B.T.D.C. –65JET/90 20 B.T.D.C. @ Cranking Speed –75 20 B.T.D.C. –65 JET/90 22 B.T.D.C. Idle Timing 2 A.T.D.C. – 6 B.T.D.C. * May be obtained locally. Spark Plug NGK BUHW-2 Firing Order 1994/1995 Models 1-3-2 1996/97/98 Models 1-2-3 Special Tools 1. Service Tachometer* 91-854008A1 90-830234R3 DECEMBER 1997 ELECTRICAL - 2C-1 CARBURETOR SYNCHRONIZATION 1. Disconnect remote fuel line from engine. 2. Connect remote control electrical harness to en- gine wiring harness. 3. Remove throttle cable barrel from barrel retainer. 4. Remove sound air box cover to verify throttle shutters are closed. 5. Loosen screw (1) from throttle cam follower. 6. Loosen 2 synchronizing screws (2). a - Throttle Arm b - Idle Stop Screw c - Roller d - Throttle Cam e - Raised Mark f - Lock Nut 9. Holding throttle arm at idle position, adjust cam follower, so that a clearance of 0.005 in. - 0.020 in. (0.13 - 0.51 mm) exists between roller of cam follower and throttle cam. Tighten set screw se- curing cam follower. a - Cam Follower Adjustment Screw b - Synchronizing Screws 0.005–0.020 b 7. Hold throttle arm so that idle stop screw is against (0.13–0.51mm) stop. -
FAILURE Engine Analysis Booklet
FAILURE Engine Analysis Booklet © 2013 ECHO Incorporated – 400 Oakwood Road. Lake Zurich, IL 60047-1564 INTRODUCTION The best way to analyze an engine failure is by investigating what caused the fail- ure. This is very similar to a detective looking for evidence at a crime scene. It’s important not just to look at engine damage. Instead, look for clues outside the engine, test some components and then pull the cylinder to look for more clues inside the engine. The most accurate cause of an engine failure can be determined once all the available facts are assembled. Table of Contents INTRODUCTION .....................................................................2 2-STROKE ENGINE FUNDAMENTALS ..........................................3 ENGINE FAILURE BASICS ........................................................4 SPECIAL TOOLS ....................................................................8 SERVICE INFORMATION ..........................................................9 OUTSIDE ENGINE CHECKS & TESTS ........................................ 10 INSIDE ENGINE CHECKS ........................................................ 16 RAW GAS FAILURES ............................................................ 19 DIRT INGESTION FAILURES ...................................................20 LEAN SEIZE FAILURES ..........................................................22 OVERHEATING FAILURES ......................................................24 DETONATION / PRE-IGNITION .................................................27 STALE FUEL FAILURES -

STEM04-Cams & Cranks Solutions.Cdr
Discover: Discover: Learning about: Cams & Cranks Learning about: Cams & Cranks What is a crank mechanism? What is the relationship between a crank’s Crank as a handle What is the relationship between the Relation of force and speed position and the difficulty in rotation? You have probably seen different cranks on a variety of devices: handle position, the force applied and the The use of a crank as a handle, even though it has many What is the relationship between the force from the old style pencil sharpener, the simple kitchen meat lifting speed? applications, it does not take advantage of the full potential of (difficulty in rotation) and the speed? grinder to a boat winch that winds up the rope to lift the sails. the mechanism. However, the oil drilling machine (pumpjack) But, how does a crank actually work and what can it offer us? uses cranks not as handles, but as parts of the entire drilling Level Of Difficulty Level Of Difficulty Discover all these by following the instructions below. mechanism. How? Let’s build the next model and find out! 1. Tick the correct boxes in the following table comparing the 1. Complete the following table with your measurements and Materials Needed: Materials Needed: force applied on the crank in order for the load to be totally compare the force and speed for each case. - Engino® Simple Machines (STEM40) or Cams - Engino® Simple Machines (STEM40) or Cams lifted, as well as the lifting speed. & Cranks (STEM04) or Master Set (STEM50). & Cranks (STEM04) or Master Set (STEM50). Piston’s Force Piston’s Pump Speed Ηandle’s (difficulty in rotation) - Ruler. -

FSI Or TSI? the Differences Explained
FSI or TSI? The differences explained. best viewed in Acrobat® Reader® This tutorial is provided as a courtesy by ECS Tuning. Proper service and repair procedures are vital to the safe, reliable operation of all engine vehicles as well as the personal safety of those per- forming the repairs. Standard safety procedures and precautions (including use of safety goggles and proper tools and equipment) should be followed at all times to eliminate the possibility of personal injury or improper service which could damage the vehicle or compromise its safe- ty. Although this material has been prepared with the intent to provide reliable information, no warranty (express or implied) is made as to its ac- curacy or completeness. Neither is any liability assumed for loss or damage resulting from reliance on this material. SPECIFICALLY, NO WARRAN- TY OF MERCHANTABILITY, FITNESS FOR A PARTICULAR PURPOSE OR ANY OTHER WARRANTY IS MADE OR TO BE IMPLIED WITH RESPECT TO THIS MATERIAL. In no event will ECS Tuning, Incorporated or its affiliates be liable for any damages, direct or indirect, consequential or compensatory, arising out of the use of this material. Address: 1000 Seville Road, Wadsworth, OH 44281 Phone: 1.800.924.5172 Web: www.ecstuning.com FSI vs. TSI explained First things first. FSI stands for”Fuel Stratified Injection,” TSI for “Turbo Stratified Injection.” Both of these initialisms apply to engines with Volkswagen Audi Group’s direct fuel injection technology. These engines feature highly pressurized fuel in a common rail that injects directly into each cylinder’s combustion chamber. Compared to port injection, direct injection allows for a higher compression ratio, improved driveability, greater fuel economy, and more power. -
Applications and Best Practices for Carter Cam Follower Bearings
CARTER MANUFACTURING CO., INC. 1725 AIRPARK DRIVE GRAND HAVEN, MI 49417 Office: 616.842.8760 Fax: 800.842.0644 http://www.carterbearings.com APPLICATION AND BEST PRACTICES FOR CARTER CAM FOLLOWER BEARINGS APPLICATION AND BEST PRACTICES FOR CARTER CAM FOLLOWER BEARINGS CONTENTS PAGE 3 - Application Considerations Mounting Considerations Cam Follower Mounting Details PAGE 4 - Cam Follower Applications PAGE 5 - Preferred Method for Cam Follwer Bearings (w/ Jam nut and Lock Washer) PAGE 6 - Preferred Method for Cam Follwer Bearings (w/ Threaded Hole) PAGE 7 - Non-Preferred Method for Cam Follower Bearings PAGE 8 - Best Practices for Mounting Carter Yoke Roller Bearings Preferred Method for Yoke Roller Bearings PAGE 9 - Non-Preferred but Acceptable Method for Yoke Roller Bearings PAGE 10 - Non-Preferred Method for Yoke Roller Bearings PAGE 11 - Cam Follower and Yoke Roller Lubrication Best Practices APPLICATION AND BEST PRACTICES FOR CARTER CAM FOLLOWER BEARINGS Application Considerations The proper selection and application of cam follower bearings, including the related area of product safety, is the responsibility of the end user. Operating and performance requirements and potential associated issues will vary appreciably depending upon the use and application of such products and components. The scope of the technical and application information included in this publication is necessarily limited. Unusual operating environments and conditions, lubrication requirements, loading supports, and other factors can materially affect the application and operating results of the products and components, and the end user should carefully review their requirements. Any technical advice or review furnished by Carter Manufacturing Co., Inc. with respect to the use of products and components is given in good faith and without charge, and Carter Manufacturing Co., Inc.