Making the Cam
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Harrop Camshaft Grind Specifications
Harrop Engineering Australia Pty Ltd www.harrop.com.au ABN: 87 134 196 080 Phone: +61 3 9474 - 0900 96 Bell Street, Preston, Fax: +61 3 9474 – 0999 Melbourne, VIC, 3072, Australia Email: [email protected] Harrop Camshaft Grind Specifications Harrop HO1 Camshaft 226/232 .607”/.602” @ 112 LSA Great NA camshaft Lumpy idle but acceptable driveability, Great power and torque Manual or auto standard gear ratios are ok but 3.7 or 3.9 would be preferred. Automatic may require stall converter. Could be used in boosted application but due to low LSA Would require smaller pulley to be increase boost. Harrop HO2 camshaft 224/232 .610” / .610” @ 114 LSA Great blower camshaft offering acceptably lumpy idle and great drivability, this camshaft will give great power through the mid to high RPM range. As this camshaft is more aggressive then the H05. Normally this would require a stall converter, it can be run on a standard converter but it may push on it slightly. Sound clip: https://www.youtube.com/watch?v=NvOGohRd7-k Harrop H03 Camshaft 232/233 .610” / .602” @ 112 LSA Will give great lumpy cammed affect, Low LSA would take boost out of a forced induction motor. Largest recommend camshaft for a 5.7 N/A , Acceptable in 6.0L and 6.2L square port engines, Must have 3.7 (square port) or 3.9 (LS1) for the best results in a manual car. Auto would require stall converter. 1 / 2 File: Harrop Letter Head “Commercial in Confidence” Issue:12th January 2018 designdevelop deliver Print: Friday, 25 September 2020 ` Harrop HO4 camshaft 234/238 .593” / .595” @ 114 LSA The H04 is designed with Forced induction in mind but can be used as a naturally aspirated camshaft as well. -

4.6L/5.4L Sohc Modular ( 2 Valve ) Mechanical Flat
4.6L/5.4L SOHC MODULAR (2 VALVE ) MECHANICAL FLAT TAPPET Ford Low Lift Design 1994-1998 (Early Model Cylinder Head) Advertised Duration Gross Lift Suitable Description Part Lobe Duration @ .050" Lobe Lift (1.8) Component Number Sep Intake Exhaust Intake Exhaust Intake Exhaust Intake Exhaust Kit FACTORY OEM SPECS (1994-98) Stock 233° Lobe 242° 186° Lobe 191° Stock .256" .259" .461" .466" 242° Valve 254° 202° Valve 207° STAGE 1 62811-2 252° Lobe 256° 204° Lobe 208° 84706 .296" .296" .532" .532" Hot street profi le. Emphasis on mid range. Spring recommended. RPM Range: 1500 to 6000+ on 4.6L, 5.4L will be lower MTO 114° 266° Valve 270° 220° Valve 224° 84707 STAGE 2 62812-2 258° Lobe 258° 212° Lobe 212° 84706 114° .296" .296" .532" .532" Designed specifi cally for supercharger applications for street use. RPM Range: 1750 to 6500+ on 4.6L, 5.4L will be lower MTO 272° Valve 272° 230° Valve 230° 84707 STAGE 3 62813-2 258° Lobe 258° 212° Lobe 212° 114° Designed specifi cally for supercharger applications for street use. RPM Range: 1750 to 6500+ on 4.6L, 5.4L will be lower MTO 272° Valve 272° 230° Valve 230° CUSTOM GROUND 4.6L/5.4L CAMS 00080-2 Special order custom ground profi les available for an additional charge. Proprietary and confi dential profi les also Refer to www.crower.com for available. camshaft recommendation Note: These cams use .000" intake and exhaust valve lash. NOTE: These cams require aftermarket cam bolt kit #86053-2. The factory bolt WILL NOT work. -

The Trilobe Engine Project Greensteam
The Trilobe Engine Project Greensteam Michael DeLessio 4/19/2020 – 8/31/2020 Table of Contents Introduction ................................................................................................................................................... 2 The Trilobe Engine ................................................................................................................................... 2 Computer Design Model ............................................................................................................................... 3 Research Topics and Design Challenges ...................................................................................................... 4 Two Stroke Engines .................................................................................................................................. 4 The Trilobe Cam ....................................................................................................................................... 5 The Flywheel ............................................................................................................................................ 6 Other “Tri” Cams ...................................................................................................................................... 7 The Tristar ............................................................................................................................................. 8 The Asymmetrical Trilobe ................................................................................................................... -

Understanding Overhead-Valve Engines Once Unheard of These Engines Now Supply the Power for Nearly All of Your Equipment
Understanding Overhead-Valve Engines Once unheard of these engines now supply the power for nearly all of your equipment. By ROBERT SOKOL Intertec Publishing Corp., Technical Manuals Division You've all heard about overhead valves when shopping Valve-Design Characteristics for power equipment, but what do they mean to you? Do The valves consist of a round head, a stem and a groove you need overhead valves? Do they cost more? What will at the top of the valve. The head of the valve is the larger they do for you? Twenty years ago, overhead valves were end that opens and closes the passageway to and from the unheard of in any type of power equipment. Nowadays, it combustion chamber. The stem guides the valve up and is difficult to find a small engine without them. down and supports the valve spring. The groove at the top In an engine with overhead valves, the intake and of the valve stem holds the valve spring in place with a exhaust valve(s) is located in the cylinder head, as opposed retainer lock. The valves must open and close for the air- to being mounted in the engine block. Many of the larger and-fuel mix to enter, then exit, the combustion chamber. engine manufacturers still offer "standard" engines that Proper timing of the opening and closing of the valves is have the valves in the block. Their "deluxe" engines have required for the engine to run smoothly. The camshaft con- overhead valves and stronger construction. Overhead trols valve sequence and timing. -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end. -

Installation Instructions Cloyes® 3-Keyway Crank Sprockets
February 2, 2009 Installation Instructions Cloyes ® 3-Keyway Crank Sprockets The Cloyes® Patented 3-Keyway crank sprocket allows adjustment of the crankshaft timing by ± 4°. Remember: The camshaft angle is half of the crankshaft angle, therefore the camshaft will correspondingly advance or retard by ± 2°. By changing the cam timing, enhancements to the camshaft characteristics can be achieved. For example, retarding the cam timing will increase high RPM horsepower, and advancing the cam timing will increase low-end torque. The following examples illustrate which timing mark is used with its corresponding keyway: GM and Chrysler Ford Retard keyway To retard the camshaft timing, use the timing mark on the crank sprocket and the retard keyway shown above. GM and Chrysler Ford Factory keyway For factory specified timing, use the Ο timing mark on the crank sprocket and the factory keyway shown above. GM and Chrysler Ford Advance keyway To advance the camshaft timing, use the ∆ timing mark on the crank sprocket and the advance keyway shown above. Notes: After determining which setting to use, we advise marking (with white marker or similar) the corresponding timing mark and keyway. This will make them easier to identify during installation. Some high performance camshafts are ground with advance or retard built in. In this case the cam manufacturer intends the cam to be set at the factory specified timing. Also, during and after installation, observe for any interference between the timing set and engine block. If interference is found, remove or grind that area of the block so adequate clearance is obtained. When removing a press fit crank sprocket, a proper pulling tool should be used. -

Survey on ITS-G5 CAM Statistics CAR 2 CAR Communication Consortium
CAR 2 CAR Communication Consortium Survey on ITS-G5 CAM statistics CAR 2 CAR Communication Consortium About the C2C-CC Enhancing road safety and traffic efficiency by means of Cooperative Intelligent Transport Systems and Services (C-ITS) is the dedicated goal of the CAR 2 CAR Communication Consortium. The industrial driven, non-commercial association was founded in 2002 by vehicle manufacturers affiliated with the idea of cooperative road traffic based on Vehicle-to-Vehicle Communications (V2V) and supported by Vehicle-to-Infrastructure Communications (V2I). Today, the Consortium comprises 88 members, with 18 vehicle manufacturers, 39 equipment suppliers and 31 research organisations. Over the years, the CAR 2 CAR Communication Consortium has evolved to be one of the key players in preparing the initial deployment of C-ITS in Europe and the subsequent innovation phases. CAR 2 CAR members focus on wireless V2V communication applications based on ITS-G5 and concentrate all efforts on creating standards to ensure the interoperability of cooperative systems, spanning all vehicle classes across borders and brands. As a key contributor, the CAR 2 CAR Communication Consortium works in close cooperation with the European and international standardisation organisations such as ETSI and CEN. Disclaimer The present document has been developed within the CAR 2 CAR Communication Consortium and might be further elaborated within the CAR 2 CAR Communication Consortium. The CAR 2 CAR Communication Consortium and its members accept no liability for any use of this document and other documents from the CAR 2 CAR Communication Consortium for implementation. CAR 2 CAR Communication Consortium documents should be obtained directly from the CAR 2 CAR Communication Consortium. -

Wo 2009/086051 A2
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (43) International Publication Date (10) International Publication Number 9 July 2009 (09.07.2009) PCT WO 2009/086051 A2 (51) International Patent Classification: (74) Agent: MCGUIRE, Katherine, H.; Woods Oviatt F25B 1/04 (2006.01) Gilman LLP, 700 Crossroads Building, 2 State Street, Rochester, NY 14614 (US). (21) International Application Number: PCT/US2008/087591 (81) Designated States (unless otherwise indicated, for every kind of national protection available): AE, AG, AL, AM, (22) International Filing Date: AO, AT,AU, AZ, BA, BB, BG, BH, BR, BW, BY, BZ, CA, 19 December 2008 (19.12.2008) CH, CN, CO, CR, CU, CZ, DE, DK, DM, DO, DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, HN, HR, HU, ID, (25) Filing Language: English IL, IN, IS, JP, KE, KG, KM, KN, KP, KR, KZ, LA, LC, LK, (26) Publication Language: English LR, LS, LT, LU, LY,MA, MD, ME, MG, MK, MN, MW, MX, MY,MZ, NA, NG, NI, NO, NZ, OM, PG, PH, PL, PT, (30) Priority Data: RO, RS, RU, SC, SD, SE, SG, SK, SL, SM, ST, SV, SY,TJ, 61/016,131 21 December 2007 (21.12.2007) US TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, ZW (71) Applicant (for all designated States except US): CAR- LETON LIFE SUPPORT SYSTEMS INC. [US/US]; (84) Designated States (unless otherwise indicated, for every 2734 Hickory Grove Road, Davenport, IA 52808 (US). kind of regional protection available): ARIPO (BW, GH, GM, KE, LS, MW, MZ, NA, SD, SL, SZ, TZ, UG, ZM, (72) Inventors; and ZW), Eurasian (AM, AZ, BY, KG, KZ, MD, RU, TJ, TM), (75) Inventors/Applicants (for US only): RALEIGH, Tim¬ European (AT,BE, BG, CH, CY, CZ, DE, DK, EE, ES, FI, othy [US/US]; 26810 172nd Ave, Long Grove, IA FR, GB, GR, HR, HU, IE, IS, IT, LT,LU, LV,MC, MT, NL, 52756 (US). -
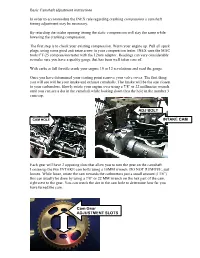
Basic Camshaft Adjustment Instructions in Order To
Basic Camshaft adjustment instructions In order to accommodate the INEX rule regarding cranking compression a camshaft timing adjustment may be necessary. By retarding the intake opening timing the static compression will stay the same while lowering the cranking compression. The first step is to check your existing compression. Warm your engine up. Pull all spark plugs, using some good anti seize screw in your compression tester. INEX uses the MAC tools CT-25 compression tester with the 12mm adaptor. Readings can vary considerably so make sure you have a quality gauge that has been well taken care of. With carbs at full throttle crank your engine 10 to 12 revolutions and read the gauge. Once you have determined your starting point remove your valve cover. The first thing you will see will be your intake and exhaust camshafts. The Intake will be the one closest to your carburetors. Slowly rotate your engine over using a 7/8” or 22 millimeter wrench until you can see a dot in the camshaft while looking down thru the hole in the number 3 cam cap. ADJ BOLT CAM HOLE INTAKE CAM Each gear will have 2 opposing slots that allow you to turn the gear on the camshaft. Loosen up the two INTAKE cam bolts using a 10MM wrench. DO NOT REMOVE, just loosen. While loose, rotate the cam towards the carburetors just a small amount (1/16”) this can usually be done by using a 7/8” or 22 MM wrench on the hex part of the cam, right next to the gear. -
TECH GUIDE 1 1-5 Gaskets/Decks 4/15/09 10:51 AM Page 2
2009 APRIL Pg 1 Head & Block Decks & Gaskets Pg 6 Cylinder Bores & Piston Rings Pg 12 Valves & Valve Seats Pg 16 Cam Bores, Bearings & Camshafts Circle 101 or more information 1-5 Gaskets/Decks 4/15/09 10:51 AM Page 1 ince the days of sealing Smooth Operation or chatter when it makes an interrupt- engines with asbestos, cork, How smooth is smooth enough? You ed cut. S rope and paper are, for the used to be able to tell by dragging For example, a converted grinder most part, ancient history, your fingernail across the surface of a may be able to mill heads and blocks. new-age materials and designs have cylinder head or engine block. And But the spindles and table drives in elevated the critical role gaskets and besides, it didn’t really matter because many of these older machines cannot seals play in the longevity of an the composite head gasket would fill hold close enough tolerances to engine. Finding the optimum sealing any gaps that your equipment or tech- achieve a really smooth, flat finish. material and design remain a chal- nique left behind. One equipment manufacturer said lenge many gasket manufacturers face But with MLS gaskets the require- grinding and milling machines that as engines are asked to do more. ments have changed. To seal properly, are more than five years old are prob- Gaskets that combine high per- a head gasket requires a surface finish ably incapable of producing consistent formance polymers with metal or that is within a recommended range. results and should be replaced. -

SL2016-634: Ridge Wear at Crankpin Journals
Service Letter SL2016-634/JNN Action code: WHEN CONVENIENT Ridge Wear at Crankpin Journals SL2016-634/JNN November 2016 Dear Sirs Concerns This service letter contains important information about the develop- Owners and operators of ment of ridge wear at the crankshaft journal and the precautions re- MAN four-stroke diesel engines. quired in connection with the replacement of connecting rod bearings. Type: If the ridge is not addressed, this may cause severe engine damage GenSets: L16/24(S), L21/31(S), with a possible loss of property and life. L27/38(S), L23/30H/DF, L23/30S, Ridge wear will inevitably develop over time at the crank pin journal. L28/32H/DF, L28/32S, V28/32H, The wear pattern is caused by abrasive impurities that remain in the V28/32S lube oil. Efficient lube oil cleaning is therefore essential to keep the Propulsion: L21/31, L27/38, L23/30(A), development of ridge wear as low as possible in trunk engines. V23/30(A), L28/32(A), V28/32(A) If you have any questions or comments, please forward your email to [email protected] with reference to this service letter. Yours faithfully Mikael C. Jensen Jørgen Paaske Nielsen Vice President Superintendent Engineer Engineering Operation MAN Diesel & Turbo MAN Diesel & Turbo MAN Diesel & Turbo H. Christoffersensvej 6 Niels Juels Vej 15 Branch of MAN Diesel & Turbo SE, 4960 Holeby 9900 Frederikshavn Germany Denmark Denmark CVR No.: 31611792 Phone: +45 54 69 31 00 Phone: +45 96 20 41 00 Head office: Teglholmsgade 41 Fax: +45 54 69 30 30 Fax: +45 96 20 40 30 2450 Copenhagen SV, Denmark [email protected] [email protected] German Reg.No.: HRB 22056 Amtsgericht Augsburg www.mandieselturbo.com Service Letter SL2016-634/JNN Ridge wear will inevitably develop over time at the crank pin journal. -

Needle Roller Bearings Needle Roller Bearings 4703 E Cover 01-12-03 09.16 Sida 4
4703_E_Cover 01-12-03 09.16 Sida 2 R Needle roller bearings roller Needle Needle roller bearings 4703_E_Cover 01-12-03 09.16 Sida 4 © Copyright SKF 2001 The contents of this catalogue are the copyright of the publisher and may not be reproduced (even extracts) unless permis-sion is granted. Every care has been taken to ensure the accuracy of the information con- tained in this catalogue but no liability can be accepted for any loss or damage whet- her direct, indirect or consequential arising out of the use of the information contained here in. Catalogue 4703/I E Printed in Sweden on environmentally friendly paper by Elanders Graphic Systems AB. General ……………………………………………………………………………… 3 Foreword ……………………………………………………………………………………… 5 1 The SKF Group – a worldwide corporation ……………………………………………… 6 Bearing data …………………………………………………………………… 9 Bearing types ………………………………………………………………………………… 10 2 Bearing data – general ……………………………………………………………………… 14 Speeds ……………………………………………………………………………………… 14 Tolerances ………………………………………………………………………………… 14 Internal clearance ………………………………………………………………………… 21 Materials …………………………………………………………………………………… 22 Supplementary designations …………………………………………………………… 24 Design of associated components ……………………………………………………… 26 Product data …………………………………………………………………… 31 Needle roller and cage assemblies ……………………………………………………… 33 3 Drawn cup needle roller bearings ………………………………………………………… 49 Needle roller bearings ……………………………………………………………………… 67 Alignment needle roller bearings ………………………………………………………… 107 Needle roller thrust bearings ………………………………………………………………