SL2016-634: Ridge Wear at Crankpin Journals
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Harrop Camshaft Grind Specifications
Harrop Engineering Australia Pty Ltd www.harrop.com.au ABN: 87 134 196 080 Phone: +61 3 9474 - 0900 96 Bell Street, Preston, Fax: +61 3 9474 – 0999 Melbourne, VIC, 3072, Australia Email: [email protected] Harrop Camshaft Grind Specifications Harrop HO1 Camshaft 226/232 .607”/.602” @ 112 LSA Great NA camshaft Lumpy idle but acceptable driveability, Great power and torque Manual or auto standard gear ratios are ok but 3.7 or 3.9 would be preferred. Automatic may require stall converter. Could be used in boosted application but due to low LSA Would require smaller pulley to be increase boost. Harrop HO2 camshaft 224/232 .610” / .610” @ 114 LSA Great blower camshaft offering acceptably lumpy idle and great drivability, this camshaft will give great power through the mid to high RPM range. As this camshaft is more aggressive then the H05. Normally this would require a stall converter, it can be run on a standard converter but it may push on it slightly. Sound clip: https://www.youtube.com/watch?v=NvOGohRd7-k Harrop H03 Camshaft 232/233 .610” / .602” @ 112 LSA Will give great lumpy cammed affect, Low LSA would take boost out of a forced induction motor. Largest recommend camshaft for a 5.7 N/A , Acceptable in 6.0L and 6.2L square port engines, Must have 3.7 (square port) or 3.9 (LS1) for the best results in a manual car. Auto would require stall converter. 1 / 2 File: Harrop Letter Head “Commercial in Confidence” Issue:12th January 2018 designdevelop deliver Print: Friday, 25 September 2020 ` Harrop HO4 camshaft 234/238 .593” / .595” @ 114 LSA The H04 is designed with Forced induction in mind but can be used as a naturally aspirated camshaft as well. -

The Trilobe Engine Project Greensteam
The Trilobe Engine Project Greensteam Michael DeLessio 4/19/2020 – 8/31/2020 Table of Contents Introduction ................................................................................................................................................... 2 The Trilobe Engine ................................................................................................................................... 2 Computer Design Model ............................................................................................................................... 3 Research Topics and Design Challenges ...................................................................................................... 4 Two Stroke Engines .................................................................................................................................. 4 The Trilobe Cam ....................................................................................................................................... 5 The Flywheel ............................................................................................................................................ 6 Other “Tri” Cams ...................................................................................................................................... 7 The Tristar ............................................................................................................................................. 8 The Asymmetrical Trilobe ................................................................................................................... -

Understanding Overhead-Valve Engines Once Unheard of These Engines Now Supply the Power for Nearly All of Your Equipment
Understanding Overhead-Valve Engines Once unheard of these engines now supply the power for nearly all of your equipment. By ROBERT SOKOL Intertec Publishing Corp., Technical Manuals Division You've all heard about overhead valves when shopping Valve-Design Characteristics for power equipment, but what do they mean to you? Do The valves consist of a round head, a stem and a groove you need overhead valves? Do they cost more? What will at the top of the valve. The head of the valve is the larger they do for you? Twenty years ago, overhead valves were end that opens and closes the passageway to and from the unheard of in any type of power equipment. Nowadays, it combustion chamber. The stem guides the valve up and is difficult to find a small engine without them. down and supports the valve spring. The groove at the top In an engine with overhead valves, the intake and of the valve stem holds the valve spring in place with a exhaust valve(s) is located in the cylinder head, as opposed retainer lock. The valves must open and close for the air- to being mounted in the engine block. Many of the larger and-fuel mix to enter, then exit, the combustion chamber. engine manufacturers still offer "standard" engines that Proper timing of the opening and closing of the valves is have the valves in the block. Their "deluxe" engines have required for the engine to run smoothly. The camshaft con- overhead valves and stronger construction. Overhead trols valve sequence and timing. -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end. -

Installation Instructions Cloyes® 3-Keyway Crank Sprockets
February 2, 2009 Installation Instructions Cloyes ® 3-Keyway Crank Sprockets The Cloyes® Patented 3-Keyway crank sprocket allows adjustment of the crankshaft timing by ± 4°. Remember: The camshaft angle is half of the crankshaft angle, therefore the camshaft will correspondingly advance or retard by ± 2°. By changing the cam timing, enhancements to the camshaft characteristics can be achieved. For example, retarding the cam timing will increase high RPM horsepower, and advancing the cam timing will increase low-end torque. The following examples illustrate which timing mark is used with its corresponding keyway: GM and Chrysler Ford Retard keyway To retard the camshaft timing, use the timing mark on the crank sprocket and the retard keyway shown above. GM and Chrysler Ford Factory keyway For factory specified timing, use the Ο timing mark on the crank sprocket and the factory keyway shown above. GM and Chrysler Ford Advance keyway To advance the camshaft timing, use the ∆ timing mark on the crank sprocket and the advance keyway shown above. Notes: After determining which setting to use, we advise marking (with white marker or similar) the corresponding timing mark and keyway. This will make them easier to identify during installation. Some high performance camshafts are ground with advance or retard built in. In this case the cam manufacturer intends the cam to be set at the factory specified timing. Also, during and after installation, observe for any interference between the timing set and engine block. If interference is found, remove or grind that area of the block so adequate clearance is obtained. When removing a press fit crank sprocket, a proper pulling tool should be used. -

Survey on ITS-G5 CAM Statistics CAR 2 CAR Communication Consortium
CAR 2 CAR Communication Consortium Survey on ITS-G5 CAM statistics CAR 2 CAR Communication Consortium About the C2C-CC Enhancing road safety and traffic efficiency by means of Cooperative Intelligent Transport Systems and Services (C-ITS) is the dedicated goal of the CAR 2 CAR Communication Consortium. The industrial driven, non-commercial association was founded in 2002 by vehicle manufacturers affiliated with the idea of cooperative road traffic based on Vehicle-to-Vehicle Communications (V2V) and supported by Vehicle-to-Infrastructure Communications (V2I). Today, the Consortium comprises 88 members, with 18 vehicle manufacturers, 39 equipment suppliers and 31 research organisations. Over the years, the CAR 2 CAR Communication Consortium has evolved to be one of the key players in preparing the initial deployment of C-ITS in Europe and the subsequent innovation phases. CAR 2 CAR members focus on wireless V2V communication applications based on ITS-G5 and concentrate all efforts on creating standards to ensure the interoperability of cooperative systems, spanning all vehicle classes across borders and brands. As a key contributor, the CAR 2 CAR Communication Consortium works in close cooperation with the European and international standardisation organisations such as ETSI and CEN. Disclaimer The present document has been developed within the CAR 2 CAR Communication Consortium and might be further elaborated within the CAR 2 CAR Communication Consortium. The CAR 2 CAR Communication Consortium and its members accept no liability for any use of this document and other documents from the CAR 2 CAR Communication Consortium for implementation. CAR 2 CAR Communication Consortium documents should be obtained directly from the CAR 2 CAR Communication Consortium. -
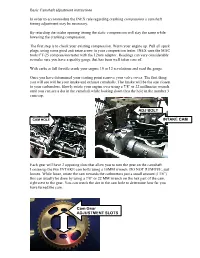
Basic Camshaft Adjustment Instructions in Order To
Basic Camshaft adjustment instructions In order to accommodate the INEX rule regarding cranking compression a camshaft timing adjustment may be necessary. By retarding the intake opening timing the static compression will stay the same while lowering the cranking compression. The first step is to check your existing compression. Warm your engine up. Pull all spark plugs, using some good anti seize screw in your compression tester. INEX uses the MAC tools CT-25 compression tester with the 12mm adaptor. Readings can vary considerably so make sure you have a quality gauge that has been well taken care of. With carbs at full throttle crank your engine 10 to 12 revolutions and read the gauge. Once you have determined your starting point remove your valve cover. The first thing you will see will be your intake and exhaust camshafts. The Intake will be the one closest to your carburetors. Slowly rotate your engine over using a 7/8” or 22 millimeter wrench until you can see a dot in the camshaft while looking down thru the hole in the number 3 cam cap. ADJ BOLT CAM HOLE INTAKE CAM Each gear will have 2 opposing slots that allow you to turn the gear on the camshaft. Loosen up the two INTAKE cam bolts using a 10MM wrench. DO NOT REMOVE, just loosen. While loose, rotate the cam towards the carburetors just a small amount (1/16”) this can usually be done by using a 7/8” or 22 MM wrench on the hex part of the cam, right next to the gear. -
DNVGL-CG-0037 Calculation of Crankshafts for Reciprocating
CLASS GUIDELINE DNVGL-CG-0037 Edition November 2015 Calculation of crankshafts for reciprocating internal combustion engines The electronic pdf version of this document, available free of charge from http://www.dnvgl.com, is the officially binding version. DNV GL AS FOREWORD DNV GL class guidelines contain methods, technical requirements, principles and acceptance criteria related to classed objects as referred to from the rules. © DNV GL AS November 2015 Any comments may be sent by e-mail to [email protected] If any person suffers loss or damage which is proved to have been caused by any negligent act or omission of DNV GL, then DNV GL shall pay compensation to such person for his proved direct loss or damage. However, the compensation shall not exceed an amount equal to ten times the fee charged for the service in question, provided that the maximum compensation shall never exceed USD 2 million. In this provision "DNV GL" shall mean DNV GL AS, its direct and indirect owners as well as all its affiliates, subsidiaries, directors, officers, employees, agents and any other acting on behalf of DNV GL. CHANGES – CURRENT This is a new document. Editorial corrections In addition to the above stated main changes, editorial corrections may have been made. Changes - current Class guideline — DNVGL-CG-0037. Edition November 2015 Page 3 Calculation of crankshafts for reciprocating internal combustion engines DNV GL AS CONTENTS Changes – current...................................................................................................... 3 -

FAST® Supercharger & Cam Power Packages for GM Gen
FAST® Supercharger & Cam Power Packages for GM Gen III/IV LS Engines Memphis, TN – An Edelbrock® Supercharger Kit and COMP Cams® Cam Kit is the perfect pairing for performance enthusiasts looking for 850+ HP potential from their GM LS engines. The ultimate solution for engine swaps and serious performance applications, FAST® has put together the first ever supercharger and valve train packages from two of the automotive aftermarket’s biggest brands – Edelbrock® and COMP Cams®. The FAST® engineering team extensively dyno tested various combinations of camshaft specs, valve springs and supercharger pulleys to optimize the power and efficiency of the Edelbrock® superchargers. Dyno testing on a stock head 6.2L LS3 engine produced over 850 HP when running with E85 fuel. The FAST® Supercharger & Cam Power Packages include a pump gas friendly supercharger pulley for engine break-in, initial tuning and general performance driving, while a smaller pulley is also included when maximum power is desired on race fuel or E85. For those wishing to further fine tune boost levels, additional pulley sizes are available. Packages include the basics required to install the supercharger, but necessary accessory items such as fuel injectors, air intakes and heat exchanger pumps are left up to the installer, providing total flexibility for custom installations. The Edelbrock® Supercharger Kits include a 2300 TVS supercharger w/ integrated intercooler. The intercooler is a high capacity, dual bar and plate design that enables major power gains through lower inlet air charge temps. Also included are COMP Cams® application specific cam kits that contain state of the art Low Shock Technology™ Camshafts designed specifically for supercharger applications, along with perfectly matched pushrods, valve springs, retainers, locks, seats and seals. -

Crankpin Bearings in High Output Aircraft Piston Engines the Evolution of Their Design and Loading by Robert J
Crankpin Bearings in High Output Aircraft Piston Engines The Evolution of their Design and Loading by Robert J. Raymond July 2015 Abstract powered truck. There you will invariably find a 6-cylinder, 4-stroke cycle, open chamber, turbocharged, aftercooled The development of the crankpin bearing in high output engine with electronically controlled fuel injection. Gone are aircraft piston engines is traced over the period 1915-1950 in the two-stroke cycle, divided combustion chambers, and the a large number of liquid and air cooled engines of both many variants of mechanical injection systems found in American and European origin. The changes in bearing truck engines of the past. dimensions are characterized as dimensionless ratios and At the end of the large piston engine era there was still a the resulting changes in the associated weights of rotating broad spectrum of engine configurations being produced and reciprocating parts as weight densities at the crankpin. and actively developed. Along with the major division Bearing materials and developments are presented to indi- between liquid and air-cooled engines there was a turbo- cate how they accommodated increasing bearing loads. compounded engine, a four-row air-cooled radial engine, Bearing loads are characterized by maximum unit bearing engines with poppet valves and engines with sleeve valves, pressure and minimum oil film thickness and plotted as a all in production. There were also a two-stroke turbo-com- function of time. Most of the data was obtained from the lit- pounded Diesel engine, a 2-stroke spark ignition sleeve erature but some results were calculated by the author. -
Engine Driven CHAMPION | ENGINE DRIVEN
9.1–22.5 HP | RECIPROCATING AIR COMPRESSORS Engine Driven CHAMPION | ENGINE DRIVEN Service trucks, contractors, and farmers all need a reliable compressor that will be suitable for the tools they will use. 2 A Winning Combination Champion is the leader in manufacturing dependable compressed air systems. Champion offers a complete line of engine driven compressor packages from 9.1–22.5 HP to meet any application. With an engine driven package there is no need to worry about electrical service. Engine driven air compressors are designed to provide compressed air in remote locations or for emergency production line needs. Champion is committed to delivering superior products built with the exceptional standards you expect from Champion. 3 R & PL-Series Design Features 1 Engine 4 High Mounted 8 Top Plate Design Comprehensive gas or diesel Pressure Gauge Extra clearance allows an engine offering with sizes from Easy to read and reduces the abundant amount of room 9.1–22.5 HP. risk of damage. for hands and tools when servicing. 2 Flexible Oil Drain Hose 5 Simple Mounting Feet Clean services without messy One piece design for easy 9 Pilot Unloader Valve oil spills. mounting. No more draining the tank pressure from job site to job site. With a simple flip of the 3 Belt Tensioning 6 Precise Throttle Control valve, the package can be System with Designed to provide accurate started with a fully pressurized load control and easy starting. Engine Slide Base tank. Provides easy service adjustments to the drive belt. 7 Industrial Duty 10 Legendary The base plate also provides Cogged V-Belts Compressor Pumps a sturdy platform to assist in Provides maximum reliability Utilizes the R & PL Series vibration reduction. -
Jennings: Two-Stroke Tuner's Handbook
Two-Stroke TUNER’S HANDBOOK By Gordon Jennings Illustrations by the author Copyright © 1973 by Gordon Jennings Compiled for reprint © 2007 by Ken i PREFACE Many years have passed since Gordon Jennings first published this manual. Its 2007 and although there have been huge technological changes the basics are still the basics. There is a huge interest in vintage snowmobiles and their “simple” two stroke power plants of yesteryear. There is a wealth of knowledge contained in this manual. Let’s journey back to 1973 and read the book that was the two stroke bible of that era. Decades have passed since I hung around with John and Jim. John and I worked for the same corporation and I found a 500 triple Kawasaki for him at a reasonable price. He converted it into a drag bike, modified the engine completely and added mikuni carbs and tuned pipes. John borrowed Jim’s copy of the ‘Two Stoke Tuner’s Handbook” and used it and tips from “Fast by Gast” to create one fast bike. John kept his 500 until he retired and moved to the coast in 2005. The whereabouts of Wild Jim, his 750 Kawasaki drag bike and the only copy of ‘Two Stoke Tuner’s Handbook” that I have ever seen is a complete mystery. I recently acquired a 1980 Polaris TXL and am digging into the inner workings of the engine. I wanted a copy of this manual but wasn’t willing to wait for a copy to show up on EBay. Happily, a search of the internet finally hit on a Word version of the manual.