The Pulp and Paper Industry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Understanding Matboard
FRAMING FUNDAMENTALS by Jared Davis, MCPF, GCF Understanding Matboard Being the best frame shop in your area starts with the best products. atboard is a fundamental compo- Mnent of almost every framed pic- ture. However, understanding the vast range of information and choices avail- able in matboards can be daunting. In this article, I aim to provide some useful insights about matboard to help you to dispel some of the myths and decipher some of the facts about this vital aspect of our profession. The two primary purposes for matboard that the introduction of a matboard can in- Different grades of matboard are are to provide protection for the artwork and crease both the size and level of value in the designed for to enhance the framing design. sale of a frame. different appli- cations. Under- 1) Protect. The last consumer survey con- standing which choice to make is ducted by the Professional Picture Fram- How Matboard is Made important to both ers Association found that the num- Matboards are comprised of layers of pa- your customer and your business. ber-one reason why a consumer chose to per of various thickness, laminated together. custom frame an artwork was to protect The papers and core of a matboard are made the item. Preservation, clearly, is of prima- from either unpurified wood pulp, purified al- ry importance to your customer. pha-cellulose wood pulp, or in the case of mu- 2) Enhance. A matboard can help the view- seum-grade board, cotton linter pulp. er to focus correctly on the image. -

Annual Report Norske Skog
09 ANNUAL REPORT NORSKE SKOG BOD report Sustainability 22 and accounts 96 report KEY FINANCIAL FIGURES DEFINITIONS 2009 2008 2007 2006 2005 2004 2003 2002 2001 2000 Income statement (NOK million) Operating revenue 20 362 26 468 27 118 28 812 25 726 25 302 24 068 23 471 30 354 26 635 Gross operating earnings 1 2 185 2 723 3 932 4 704 3 957 4 353 4 686 5 198 8 419 6 599 Operating earnings (1 325) (1 407) 677 (2 527) 630 757 1 536 1 306 5 096 4 211 Earnings before financial expenses 2 (1 209) (1 242) 785 (2 275) (51) 868 1 383 1 833 5 581 4 575 Profit/loss before income taxes (1 019) (2 779) 235 (3 480) (1 004) 210 770 806 3 894 3 021 Net profit/loss for the year (1 400) (2 765) (683) (3 017) (848) 629 406 1 168 2 660 2 184 Balance sheet (NOK million) Non-current assets 23 546 26 980 29 307 37 577 43 740 36 861 39 219 38 197 45 417 43 717 Current assets 9 609 18 211 13 953 7 653 8 293 7 238 7 119 6 769 10 855 17 510 Total assets 33 155 45 191 43 260 45 230 52 033 44 099 46 338 44 966 56 272 61 227 Total equity 12 015 13 632 15 957 18 550 22 679 18 894 19 416 17 921 19 526 22 351 Non-current liabilities 17 316 23 277 21 533 18 802 21 700 20 052 21 402 18 814 30 858 31 906 Current liabilities 3 824 8 282 5 770 7 878 7 654 5 153 5 520 6 210 5 888 6 970 Total equity and liabilities 33 155 45 191 43 260 45 230 52 033 44 099 46 338 42 945 56 272 61 227 Net interest-bearing debt 9 595 14 047 16 408 17 320 19 063 16 871 17 759 18 204 22 820 20 535 Profitability Gross operating margin % 3 10.73 10.30 14.50 16.30 15.40 17.20 19.50 22.10 27.70 24.80 -

Mountain Pine Beetle-Attacked Lodgepole Pine for Pulp and Papermaking
Operational extractives management from- mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Working Paper 2007-15 Natural Resources Canada, Canadian Forest Service, Pacific Forestry Centre, 506 West Burnside Road, Victoria, BC V8Z 1M5 (250) 363-0600 • cfs.nrcan.gc.ca/regions/pfc Natural Resources Ressources naturelles Canada Canada Canadian Forest Service canadien Service des forêts Operational extractives management from mountain pine beetle-attacked lodgepole pine for pulp and papermaking Larry Allen and Vic Uloth Mountain Pine Beetle Initiative W orking Paper 2007œ15 Paprican 3800 W esbrook Mall Vancouver, B.C. V6S 2L9 Mountain Pine Beetle Initiative PO # 8.43 Natural Resources Canada Canadian Forest Service Pacific Forestry Centre 506 W est Burnside Road Victoria, British Columbia V8Z 1M5 Canada 2007 ≤ Her Majesty the Queen in Right of Canada 2007 Printed in Canada Library and Archives Canada Cataloguing in Publication Allen, Larry Operational extractives m anagem ent from m ountain pine beetle-attached lodgepole pine from pulp and paperm aking / Larry Allen and Vic Uloth. (Mountain Pine Beetle Initiative working paper 2007-15) "Mountain Pine Beetle Initiative, Canadian Forest Service". "MPBI Project # 8.43". "Paprican". Includes bibliographical references: p. Includes abstract in French. ISBN 978-0-662-46480-8 Cat. no.: Fo143-3/2007-15E 1. Pulping--British Colum bia--Quality control. 2. Pulping--Alberta--Quality control. 3. Paper m ills-- Econom ic aspects--British Colum bia. 4. Pulp m ills--Econom ic aspects--Alberta. 5. Lodgepole pine--Diseases and pests–Econom ic aspects. 6. Mountain pine beetle--Econom ic aspects. -

Basics of Kraft Pulping
Lignin Wood is composed of many chemical components, primarily extractives, carbohydrates, and lignin, which are distributed nonuniformly as the result of anatomical structure. Lignin is derived from the Latin term lignum, which means wood.1 Anselme Payen (1838) was the first to recognize the composite nature of wood and referred to a carbon- rich substance as the “encrusting material” which embedded cellulose in the wood. Schulze (1865) later defined this encrusting material as lignin. Lignin has been described as a random, three-dimensional network polymer comprised of variously linked phenylpropane units.2 Lignin is the second most abundant biological material on the planet, exceeded only by cellulose and hemicellulose, and comprises 15-25% of the dry weight of woody plants. This macromolecule plays a vital role in providing mechanical support to bind plant fibers together. Lignin also decreases the permeation of water through the cell walls of the xylem, thereby playing an intricate role in the transport of water and nutrients. Finally, lignin plays an important function in a plant’s natural defense against degradation by impeding penetration of destructive enzymes through the cell wall. Although lignin is necessary to trees, it is undesirable in most chemical papermaking fibers and is removed by pulping and bleaching processes. 1.1.1 Biosynthesis Plant lignins can be broadly divided into three classes: softwood (gymnosperm), hardwood (angiosperm) and grass or annual plant (graminaceous) lignin.3 Three different phenylpropane units, or monolignols, are responsible for lignin biosynthesis.4 Guaiacyl lignin is composed principally of coniferyl alcohol units, while guaiacyl-syringyl lignin contains monomeric units from coniferyl and sinapyl alcohol. -

4.3 Optical Properties
Summary Mechanical pulping is a process for production of wood pulp in papermaking. Thermomechanical Pulp (TMP) and Groundwood (GW) are historically the two production methods used for mechanical pulping. Because of high electrical prices and increasing requirements in pulp quality it is of interest to improve the mechanical pulping process. The Advanced Thermomechanical Pulp (ATMP) process is a development of the TMP process developed to reduce the electrical energy consumption in production of mechanical pulp. ATMP also has better strength properties and optical properties compared to TMP. Andritz, Paper and Fibre Research Institute (PFI) and Norske Skog together have developed this production method throughout several pilot plant trials with excellent results. Mechanical pre-treatment of wood chips with a screw press and chemical addition in a high intensity primary refining stage are the features of the ATMP process. This process has recently been described (Hill et al. 2009, Hill et al. 2010, Gorski et al. 2011 and Johansson et al. 2011). Improvements in the electrical energy efficiency in refining of up to 0,65 MWh/odt or 34 % as well as higher brightness and lower shive contents compared to reference TMP pulp were shown for spruce raw material (Gorski et al. 2011) To further understand what happens with the pulp in ATMP process compared to the TMP process different investigations were carried out. Methylene blue sorption were evaluated and used to measure the total amount of anionic groups on both ATMP and TMP produced pulps. ATMP produced pulps achieved a higher number of acidic groups compared to pulps without addition of chemicals for not only the whole pulp but also for three different fractions of each pulp. -

Effects of Matte Coating on the Paper Surface and Print Density
DOI 10.1515/secm-2012-0070 Sci Eng Compos Mater 2013; 20(2): 141–145 Cem Aydemir * , Zafer Ö zomay , Arif Karademir and Emine Arman Kand ı rmaz Effects of matte coating on the paper surface and print density Abstract: In this work, standard laboratory printing appli- papers. Fiber properties such as coarseness, beating, filler cations with IGT (ISO 12647-2) were applied on uncoated loading, pressing, calendering and coating are some of and matte-coated papers using offset inks (DIN ISO 2846-1). the main factors that mostly affect the surface roughness Surface roughnesses of uncoated and coated sheets were and porosity of paper products. The diameters of pores recorded to be 195 and 13 ml/min, respectively. Air perma- and uniform distribution in the paper structure are also nence values of uncoated and coated papers were found important for ink absorption [1, 2] . to be 5.6 and 0.103 μ m/Pa · s, respectively. Changes in A liquid droplet touching a paper surface tends to both the print densities were recorded up to 48 h. Print den- penetrate into the paper structure and spread over the sity changes for uncoated and matte-coated papers were surface. The extent of penetration or spreading depends surprisingly found to be in similar paths (8 % in the first on both the properties of the paper and liquids (ink) and 4 h), although significant differences between surface environmental conditions like temperature, humidity and roughnesses were recorded. Furthermore, paper samples pressure. Inks can be classified into three main groups showed similar behaviors for the percent volume changes, according to the carrier medium as solvent-based, oil-based where drop volume disappeared within 6 min. -

7/1 Environmental Exposure Assessment ENV/JM/EEA(2004)
For Official Use ENV/JM/EEA(2004)7/1 Organisation de Coopération et de Développement Economiques Organisation for Economic Co-operation and Development 17-Aug-2004 ___________________________________________________________________________________________ _____________ English - Or. English ENVIRONMENT DIRECTORATE JOINT MEETING OF THE CHEMICALS COMMITTEE AND For Official Use ENV/JM/EEA(2004)7/1 THE WORKING PARTY ON CHEMICALS, PESTICIDES AND BIOTECHNOLOGY Environmental Exposure Assessment DRAFT EMISSION SCENARIO ON PULP AND PAPER INDUSTRY KRAFT PULP MILLS Meeting of the Task Force on Envionmental Exposure Assessment, to be held in Vienna, Austria on 13-15 September 2004 Mr. Eisaku Toda Tel: +33 1 45 24 79 07, Fax: +33 1 45 24 16 73, E-mail: [email protected] English - Or. English JT00168124 Document complet disponible sur OLIS dans son format d'origine Complete document available on OLIS in its original format ENV/JM/EEA(2004)7/1 This document includes a draft emission scenario document (ESD) on pulp and paper industry kraft pulp mills, submitted by Canada. Action required: The Task Force is invited to review this document, and consider the next steps for the finalisation of the document. 2 ENV/JM/EEA(2004)7/1 Emission Scenario Document for Kraft Pulp Mills Prepared for Environment Canada Environmental Protection Service New Substances Branch Place Vincent Massey, 351 St. Joseph Blvd., 14th Floor GATINEAU, QUEBEC, CANADA K1A 0H3 Contact: Mr. Jonathan Tigner Tel: (819) 997-5804 Fax: (819) 953-7155 E-MAIL: [email protected] Prepared by Crechem Technologies Inc. 1438 Bradshaw Crescent Ottawa, Ontario, Canada K1B 5G2 www.crechem.com Contact: Jesse Shen Tel: (613) 744-6001 Fax: (613) 744-0573 E-mail: [email protected] In association with JANCO 4 De Caria Blvd. -

Construction Health and Safety Manual: Pulp and Paper Mills
PULP AND PAPER MILLS 33 PULP AND PAPER MILLS The two common forms of chemical pulping are 1) the dominant “alkaline” or “kraft” process, and Processes 2) the “acid pulping” or “sulphite” process. Acid pulping has generally declined but is still in use. The A number of processes, grouped by type as mechanical, digester liquor is a solution of sulphurous acid, H SO , chemical, and semi-chemical (or hybrid), are used in 2 3 mixed with lime (CaO) or other base (magnesium, the preparation of wood pulp. In 1990 (according to sodium, or ammonium) to form bisulphites. Lockwood’s Directory) the distribution of pulp mills in Ontario and Quebec was as follows: Mechanical processes produce the highest yield from the wood, but have high energy demands. Mechanical pulping Process Type generally incorporates thermal or chemical pre-softening Chemical Processes Semi-chemical Mechanical Total of the wood chips, resulting in lower energy requirements. Kraft Sulphite Some chemical processes include mechanical features. Ontario 94 2 15 30 The division is not distinct and is generally based on Quebec 10 8241 61 efficiency of production from dry wood. Figure 22.1: Number of pulp mills by type in Ontario and Quebec Figure 22.2 provides a flow diagram for a semi-chemical pulp mill. In chemical pulping, the wood chips are cooked, using heat and a chemical solution that depends on the type of Of the chemical processes , alkaline pulping – the kraft process being used. The lignin binder, a natural glue that or sulphite process – is the most common and is shown in holds the wood cells (fibres) together, is dissolved. -
2011 Vendor Application Commodity List Expanded.Xlsx
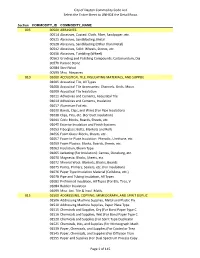
City of Dayton Commodity Code List Select the Entire Sheet to UNHIDE the Detail Rows Section COMMODITY_ID COMMODITY_NAME 005 00500 ABRASIVES 00514 Abrasives, Coated: Cloth, Fiber, Sandpaper, etc. 00521 Abrasives, Sandblasting, Metal 00528 Abrasives, Sandblasting (Other than Metal) 00542 Abrasives, Solid: Wheels, Stones, etc. 00556 Abrasives, Tumbling (Wheel) 00563 Grinding and Polishing Compounds: Carborundum, Dia 00570 Pumice Stone 00584 Steel Wool 00599 Misc. Abrasives 010 01000 ACOUSTICAL TILE, INSULATING MATERIALS, AND SUPPLIE 01005 Acoustical Tile, All Types 01008 Acoustical Tile Accessories: Channels, Grids, Moun 01009 Acoustical Tile Insulation 01011 Adhesives and Cements, Acoustical Tile 01014 Adhesives and Cements, Insulation 01017 Aluminum Foil etc. 01030 Bands, Clips, and Wires (For Pipe Insulation) 01038 Clips, Pins, etc. (For Duct Insulation) 01041 Cork: Blocks, Boards, Sheets, etc. 01045 Exterior Insulation and Finish Systems 01053 Fiberglass: Batts, Blankets and Rolls 01056 Foam Glass: Blocks, Sheets, etc. 01057 Foam‐in‐Place Insulation: Phenolic, Urethane, etc. 01059 Foam Plastics: Blocks, Boards, Sheets, etc. 01063 Insulation, Blown Type 01065 Jacketing (For Insulation): Canvas, Osnaburg, etc. 01070 Magnesia: Blocks, Sheets, etc. 01072 Mineral Wool: Blankets, Blocks, Boards 01075 Paints, Primers, Sealers, etc. (For Insulation) 01076 Paper Type Insulation Material (Cellulose, etc.) 01078 Pipe and Tubing Insulation, All Types 01081 Preformed Insulation, All Types (For Ells, Tees, V 01084 Rubber Insulation 01099 Misc. Acc. -

Paper and Surface Chemistry – Part 1- Fiber Surface and Wet End Chemistry
Paper and Surface Chemistry – Part 1- Fiber Surface and Wet End Chemistry Pedro Fardim Instituto de Química, Universidade Estadual de Campinas, SP, Brazil Present Address: Process Chemistry Group, Åbo Akademi University, Turku/Åbo, Finland Abstract Paper manufacturing and converting involves a multitude of surface chemical interactions. Beating, stock preparation, coating and converting processes are steps where surface phenomena play an important role for product consolidation and performance. Interactions between fibers and colloidal particles, polymers, minerals and, dyes are fundamental in papermaking and most of them are complex and not very well understood. Thus, many paper formulations are designed according to an empirical trial-and-error approach. This work is a critical literature review of some of the interactions present in papermaking, coating, and printing. In the first part, the current models for fiber surfaces and their interactions in the wet end are discussed. Limitations concerning the fiber surface definition and the available models based on direct observation, DLVO theory, and a combination of qualitative and quantitative approaches are highlighted. Complexity factors such as surface composition heterogeneity, contamination from manufacturing processes, and surface mobility are suggested to be considered. Surface interactions present in the wet end, with focus on reversible and irreversible flocculation as well as on the flocculation mechanisms concerning fibers, polymers and micro-particles are also discussed. The role of the fiber surface chemical composition on flocculation and flock size and the influence from the chemical medium in the paper machine is reviewed. Papermaking is suggested as being a fiber surface modification process once polymers and other chemicals are used to change the surface energy and chemical composition. -

4-10 Matting and Framing.Pdf
PRESERVATION LEAFLET CONSERVATION PROCEDURES 4.10 Matting and Framing for Works on Paper and Photographs NEDCC Staff NEDCC Andover, MA The importance of proper matting, mounting and framing Do not use any type of foam board such as Fom-cor®, is often overlooked as a key part of collections care and “archival” paper faced foam boards, Gator board, preventative conservation. Poor quality materials and expanded PVC boards such as Sintra® or Komatex®, any improper framing techniques are a common source of lignin containing paper-based mat boards, kraft (brown) damage to artwork and cultural heritage materials that paper, non-archival or self-adhesive tapes (i.e. document are in otherwise good condition. Staying informed about repair tapes), or ATG (adhesive transfer gum), all of which proper framing practices and choosing conservation-grade are used in the majority of frame shops. mounting, matting and framing can prevent many problems that in the future will be much more difficult to MATTING solve or even completely irreversible. As Benjamin Franklin said, “An ounce of prevention is worth a pound of The window mat is the standard mount for works on cure.” paper. The ideal window mat will be aesthetically pleasing while safely protecting the piece from exterior damage. Mats are an excellent storage method for works on paper CHOICE OF A FRAMER and can minimize the damage caused from handling in When choosing a framer it is important to find someone collections that are used for exhibition and study. Some well-informed about best conservation framing practices institutions simplify their framing and storage operations and experienced in implementing them. -

Systematic Review on Isolation Processes for Technical Lignin
processes Review Systematic Review on Isolation Processes for Technical Lignin Marlene Kienberger *, Silvia Maitz, Thomas Pichler and Paul Demmelmayer Institute of Chemical Engineering and Environmental Technology, Graz University of Technology, Inffeldgasse 25c, A-8010 Graz, Austria; [email protected] (S.M.); [email protected] (T.P.); [email protected] (P.D.) * Correspondence: [email protected]; Tel.: +43-031-6873-7484 Abstract: Technologies for the isolation of lignin from pulping process streams are reviewed in this article. Based on published data, the WestVaco process, the LignoBoost process, the LigoForce SystemTM and the SLRP process are reviewed and discussed for the isolation of lignin from Kraft black liquor. The three new processes that have now joined the WestVaco process are compared from the perspective of product quality. Further, isolation processes of lignosulfonates from spent sulfite liquor are reviewed. The limitation for this review is that data are only available from lab scale and pilot scale experiments and not from industrial processes. Key output of this paper is a technology summary of the state of the art processes for technical lignins, showing the pros and cons of each process. Keywords: Kraft lignin; lignosulfonates; lignin isolation processes; technical lignin 1. Introduction Citation: Kienberger, M.; Maitz, S.; After cellulose, lignin is the second most abundant biopolymer worldwide. Lignins are Pichler, T.; Demmelmayer, P. non-toxic and renewable, and hence may play an essential role during the change-over from Systematic Review on Isolation a fossil-based to a bio-based economy. The value-added application of technical lignin not Processes for Technical Lignin.