Study on Recycling of Concrete in Sweden
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

PWTB 200-1-137 Concrete Recycling Alternatives for Military Installations
PUBLIC WORKS TECHNICAL BULLETIN 200-1-137 15 DECEMBER 2014 CONCRETE RECYCLING ALTERNATIVES FOR MILITARY INSTALLATIONS Public Works Technical Bulletins are published by the US Army Corps of Engineers, Washington, DC. They are intended to provide information on specific topics in areas of Facilities Engi- neering and Public Works. They are not intended to establish new Department of Army policy. DEPARTMENT OF THE ARMY US Army Corps of Engineers 441 G Street NW Washington, DC 20314-1000 CECW-CE Public Works Technical Bulletin 15 December 2014 No. 200-1-137 FACILITIES ENGINEERING ENVIRONMENTAL CONCRETE RECYCLING ALTERNATIVES FOR MILITARY INSTALLATIONS 1. Purpose a. This Public Works Technical Bulleting (PWTB) provides guidance for the use of recycled concrete at Army installations in the continental United States (CONUS). b. All PWTBs are available electronically at the National Institute of Building Sciences’ Whole Building Design Guide webpage, which is accessible through this link: http://www.wbdg.org/ccb/browse_cat.php?o=31&c=215 2. Applicability This PWTB applies to all US Army Corps of Engineers (USACE) Districts and Department of the Army CONUS installation personnel that are responsible for generating or managing concrete materials from construction projects, or those who specify, purchase, and utilize aggregate products. 3. References a. Army Regulation (AR) 200-1, "Environmental Protection and Enhancement," Chapter 10, “Waste Management,” Section 2, “Solid waste,” 13 December 2007. b. AR 420-1, “Army Facilities Management,” 12 February 2008. 1 15 December 2014 PWTB 200-1-137 c. Memorandum, Office of the Assistant Chief of Staff for Installation Management (OACSIM), "Sustainable Management of Waste in Military Construction, Renovation and Demolition Activities" February 2006, revised 11 July 2006. -

CEMENT for BUILDING with AMBITION Aalborg Portland A/S Portland Aalborg Cover Photo: the Great Belt Bridge, Denmark
CEMENT FOR BUILDING WITH AMBITION Aalborg Portland A/S Cover photo: The Great Belt Bridge, Denmark. AALBORG Aalborg Portland Holding is owned by the Cementir Group, an inter- national supplier of cement and concrete. The Cementir Group’s PORTLAND head office is placed in Rome and the Group is listed on the Italian ONE OF THE LARGEST Stock Exchange in Milan. CEMENT PRODUCERS IN Cementir's global organization is THE NORDIC REGION divided into geographical regions, and Aalborg Portland A/S is included in the Nordic & Baltic region covering Aalborg Portland A/S has been a central pillar of the Northern Europe. business community in Denmark – and particularly North Jutland – for more than 125 years, with www.cementirholding.it major importance for employment, exports and development of industrial knowhow. Aalborg Portland is one of the largest producers of grey cement in the Nordic region and the world’s leading manufacturer of white cement. The company is at the forefront of energy-efficient production of high-quality cement at the plant in Aalborg. In addition to the factory in Aalborg, Aalborg Portland includes five sales subsidiaries in Iceland, Poland, France, Belgium and Russia. Aalborg Portland is part of Aalborg Portland Holding, which is the parent company of a number of cement and concrete companies in i.a. the Nordic countries, Belgium, USA, Turkey, Egypt, Malaysia and China. Additionally, the Group has acti vities within extraction and sales of aggregates (granite and gravel) and recycling of waste products. Read more on www.aalborgportlandholding.com, www.aalborgportland.dk and www.aalborgwhite.com. Data in this brochure is based on figures from 2017, unless otherwise stated. -

Waste Cement and Concrete Management As Cost- Effective and Environment Friendly: Principles and Perspectives
CD08-002 WASTE CEMENT AND CONCRETE MANAGEMENT AS COST- EFFECTIVE AND ENVIRONMENT FRIENDLY: PRINCIPLES AND PERSPECTIVES I.M. Kelayeh1, A.A. Mounesan2, K. Siamardi3, M.M. Khodavirdi Zanjani3 1 Member of Management Association, Assistant of Technology & Development, Civil 2Civil Engineer, Sharif University of Technology, General Manager of Atisaz Company 3Civil Engineer, Concrete Research Center, Atisaz Company ABSTRACT The use of recycled aggregates in concrete opens a whole new range of possibilities in the reuse of materials in the building industry. The utilization of recycled aggregates is a good solution to the problem of an excess of waste material, provided that the desired final product quality is reached. The studies on the use of recycled aggregates have been going on for 50 years. In fact, none of the results showed that recycled aggregates are unsuitable for structural use. Using the recycled aggregate is a cost-affective and environmental friendly solution which is required general waste concrete management knowledge. This paper is focusing on waste cement and concrete management for optimizing the construction costs. The ways for reducing the green house gases (GHG) at cement and batch plants are suggested. A comparison among Iran industrial utilized cement volume and other countries was performed. Finally, it can be concluded that application of recycling concrete could reduce the costs by reducing truck traffic, providing the Non- Renewable Resource, Better Trucking Utilization (Reduced Costs), Allow down to 10% Deleterious Materials in Iran. Keywords: waste concrete management, utilized cement volume, cement plants, concrete recycling, GHG reduction. 1. INTRODUCTION The amount of construction and demolition waste (CDW) has increased considerably over the last few years. -
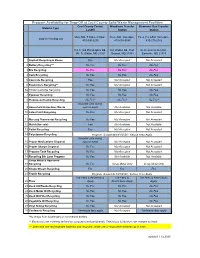
Program Availability for Drop-Off at Cecil County Solid Waste
Program Availability for Drop-Off at Cecil County Solid Waste Management Facilities Cecil County Central Woodlawn Transfer Stemmers Run Transfer Material Type Landfill Station Station Mon.-Sat. 7:30am-3:30pm, Tues.-Sat. 8am-4pm, Tues.,Fri.,&Sat. 8am-4pm, www.ccrecycling.org 410-996-6275 410-658-6646 410-275-2142 758 E. Old Philadelphia Rd., 565 Waibel Rd., Port 45 Stemmers Run Rd., (Rt. 7), Elkton, MD 21921 Deposit, MD 21904 Earleville, MD 21919 1 Asphalt Recycling & Reuse Fee Not Accepted Not Accepted 2 Battery Recycling*** No Fee No Fee No Fee 3 Bra Recycling No Fee No Fee No Fee 4 Cork Recycling No Fee No Fee No Fee 5 Concrete Recycling Fee Not Accepted Not Accepted 6 Electronics Recycling** No Fee Not Accepted Not Accepted 6a Printer Cartridge Recycling No Fee No Fee No Fee 7 Eyewear Recycling No Fee No Fee No Fee 8 Fluorescent Lamp Recycling No Fee* No Fee* No Fee* Available only during 9 Household Hazardous Waste special event Not Available Not Available 10 Latex Paint Recycling No Fee Not Accepted Not Accepted 11 Mercury Thermostat Recycling No Fee Not Accepted Not Accepted 12 Mulch (for sale) Fee Not Available Not Available 13 Pallet Recycling Fee Not Accepted Not Accepted 14 Polystyrene Recycling Program Suspended 8/1/2020 - Refuse Fees Apply Available only during 15 Proper Medications Disposal special event Not Accepted Not Accepted 16 Proper Sharps Disposal No Fee Not Accepted Not Accepted 17 Propane Tank Recycling No Fee Not Accepted Not Accepted 18 Recycling Bin Loan Program No Fee Not Available Not Available Scrap Metal -

The Cement Sustainability Initiative
The Cement Sustainability Initiative Recycling Concrete Executive summary World Business Council for Sustainable Development Introduction Concrete is everywhere. It is the second most consumed material after water Recycling concrete and it shapes our built environment. Homes, schools, hospitals, offices, roads reduces natural and footpaths all make use of concrete. Concrete is an excellent material to make long-lasting and energy-efficient buildings. However, even with resource exploitation good design, human needs change and potential waste will be generated. and associated Changes in infrastructure planning and needs result in the generation of transportation costs, construction and demolition waste (C&DW): an estimated 900 million and reduces waste tonnes every year in Europe, the US and Japan. going to landfill. The Cement Sustainability Initiative (CSI) has been looking at the recycling However, it has little of concrete as a component of better business practice for sustainable impact on reducing development. Concrete has fairly unique properties and its recovery often greenhouse gas falls between standard definitions of reuse and recycling. Concrete is broken emissions. down into aggregate for use in a new life. This new life is usually road works aggregates, but in some areas it is also used as aggregates in new concrete. In some countries near full recovery of concrete is achieved. However, in Twice as much many parts of the world the potential to recover concrete is overlooked concrete is used in and it ends up as unnecessary waste in landfill. Furthermore, concrete construction around waste statistics are generally difficult to secure. This is partially explained by the world than the the relatively low hazard that the waste poses compared with some other materials, resulting in low public concern. -

Recovery of Waste Expanded Polystyrene in Lightweight Concrete Production
73 The Mining-Geology-Petroleum Engineering Bulletin Recovery of waste expanded polystyrene UDC: 624.01 in lightweight concrete production DOI: 10.17794/rgn.2019.3.8 Original scientifi c paper Gordan Bedeković1; Ivana Grčić2; Aleksandra Anić Vučinić2; Vitomir Premur2 1University of Zagreb, Faculty of Mining, Geology and Petroleum Engineering, Pierottijeva 6, 10000 Zagreb, Croatia 2University of Zagreb, Faculty of Geotechnical Engineering, Hallerova 7, 42000 Varaždin, Croatia Abstract Polystyrene concrete, as a type of lightweight aggregate concrete, has been used in civil construction for years. The use of waste expanded polystyrene (EPS) as a fi ll material in lightweight concrete production is highly recommended from the point of view of the circular economy. Published data shows that an increase in the proportion of lightweight aggre- gates, i.e. EPS, results in a decrease in strength, bulk density and thermal conductivity of the concrete. Utilizing large quantities of waste EPS in non-structural polystyrene concrete production is particularly important. Unlike structural polystyrene concrete, according to the published papers, non-structural polystyrene concrete has not been investigated suffi ciently. The purpose of this paper is to determine the infl uence of the ratios of the basic components in a concrete mixture on the bulk density and compressive strength of non-structural polystyrene concrete produced by utilizing waste EPS as a fi ll material. The test specimens, i.e. cubes with an edge length of 100 mm each, were prepared in labora- tory conditions by varying the proportions of EPS, sand up to 600 g and cement ranging from 300 g to 450 g per speci- men. -

Armorhab: Design Reference Architecture (DRA) for Human
Copyright © 2016 by Dark Sea Industries LLC and the University of New Mexico. Published by The Mars Society with permission ArmorHab: Design Reference Architecture (DRA) for human habitation in deep space Peter Vorobieff Professor and Assistant Chair, Assistant Chair of Facilities, Department of Mechanical Engineering University of New Mexico, Albuquerque, NM, 87131 Phone: (505) 277-8347 email: [email protected] Affiliation: University of New Mexico Craig Davidson Administrator 4808 Downey NE Albuquerque, NM 87109 Phone: 505-720-2321 email: [email protected] Affiliation: Dark Sea Industries LLC Dr. Mahmoud Reda Taha, Peng Professor and Chair, Department of Civil Engineering University of New Mexico, Albuquerque, NM 87131-0001 Office: (505) 277-1258, Cell: (505) 385-8930, Fax (505) 277-1988 http://civil.unm.edu/faculty-staff/faculty-profiles/mahmoud-taha.html www.unm.edu/~mrtaha/index.htm Affiliation: University of New Mexico Christos Christodoulou Associate Dean for Research Distinguished Professor, Electrical & Computer Engineering University of New Mexico Albuquerque, NM 87131 Tel: (505) 277-6580 www.ece.unm.edu/faculty/cgc www.cosmiac.org Affiliation: University of New Mexico Anil K. Prinja Professor and Chair Department of Nuclear Engineering University of New Mexico Albuquerque, NM 87131-1070 -1- Copyright © 2016 by Dark Sea Industries LLC and the University of New Mexico. Published by The Mars Society with permission Phone: (505)-277-4600, Fax: (505)-277-5433 [email protected] Affiliation: University of New Mexico Svetlana V. Poroseva Assistant Professor Department of Mechanical Engineering University of New Mexico, Albuquerque, NM, 87131 Phone: 1(505) 277-1493, Fax: 1(505) 277-1571 email: poroseva at unm.edu Affiliation: University of New Mexico Mehran Tehrani Assistant Professor Department of Mechanical Engineering University of New Mexico, Albuquerque, NM, 87131 Phone: 1(505) 277-1493, Fax: 1(505) 277-1571 email: [email protected] Affiliation: University of New Mexico David T. -

Concrete Pavement Recycling
Concrete Pavement Recycling Mark B. Snyder, Ph.D., P.E. Pavement Engineering and Research Consultants (PERC), LLC Engineering Consultant to CP Tech Center What is Concrete Recycling? • Breaking, removing and crushing hardened concrete from an acceptable source. • Old concrete pavements often are excellent sources of material for producing RCA. • Concrete pavements are 100% recyclable! 2 In-Place Concrete Recycling • When RCA is to be used in a subbase layer of the roadway and/or shoulders, production can be accomplished using an in-place concrete recycling train. 3 Recycling Ready-Mixed Concrete • Approximately 5% of the 445 million cubic yards of ready mixed concrete produced in the U.S. each year is returned to the concrete plant. • Recycling this material, as with recycling any existing concrete material, presents significant sustainable benefits, including reduction of landfill use and virgin aggregate use. 4 Reasons for Concrete Recycling • Dwindling landfill space/increasing disposal costs – 50000 U.S. landfills accepting PCC in 1980 – 5000 U.S. landfills accepting PCC in 2000 • Rapidly increasing demand for aggregates with limited resources • Sustainability – Conservation of materials – Potential reduced environmental impact due to reduced construction traffic, reduced landfill – Cost savings • Potential for improved pavement performance • A proven technology – it works! 5 Potential Pavement Performance Improvements • Foundation stability; angular, rough texture and secondary cementing action. • Concrete strength; partial substitution of RCA for virgin fine aggregate may increase concrete compressive strength. 6 Concrete Recycling: A Proven Technology! 41 of 50 states allow use of RCA in various applications (FHWA, 2004) 7 Uses of Recycled Concrete Aggregate • PCC pavement – Single and Two-Lift • HMA pavement • Subbase – Unbound – Stabilized • Fill material • Filter material • Drainage layer 8 Unstabilized Subbases/Backfill • Most common application for RCA in U.S. -

Environmental Impact of Concrete Recycling, Coming from Construction and Demolition Waste (C&Dw)
ENVIRONMENTAL IMPACT OF CONCRETE RECYCLING, COMING FROM CONSTRUCTION AND DEMOLITION WASTE (C&DW) Authors: Beatriz Estévez*a , Antonio Aguadoa, Alejandro Josaa a Universitat Politécnica de Catalunya (UPC), School of Civil Engineering (ETSECCPB), Jordi Girona 1-3, Módulo C1, E-08034 Barcelona, Spain ABSTRACT This paper presents the results of a research study on the environmental impact produced by the recycling of concrete originating from construction and demolition waste (C&DW). The aim of the study was to implement a life cycle inventory (LCI) of the concrete recycling phases. It was carried out in Spain, with data collected from the various recycling processes involved in the mobile crushing plants operating in Catalonia. The values have been compared with the environmental impact produced during the extraction processes of natural resources (gravel and sand) from different European databases. The main emissions (CO2, NOx, SO2, SOx, and dust) with major influence on the greenhouse effect, acidification, and eutrophication were considered. The recycling waste processes generate lower environmental impact than the natural aggregate extraction. The amount of CO2 emitted is approximately 3,000 g per ton of recycled aggregate, while this value varied from around 6,900 to 7,700 g per ton for the gravel and sand extraction processes considered. INTRODUCTION In the EU, the current annual production of construction and demolition waste (C&DW) is on the order of about 180 million tonnes, of which, about 28% is recycled (EU, 1999). Several countries have implemented Action Programmes to increment the amount of recycled material. (Lauritzen, 1997). These countries included Spain, where 25 to 30 % of C&DW was being recycled by the year 2000, and where the Environment Ministry has proposed an Action Programme (BOE, 2001) to increase these values, so as to recycle at least 40% by 2005, and 60% by the year 2006. -

PWTB 200-1-27 Reuse of Concrete Materials from Building Demolition
PUBLIC WORKS TECHNICAL BULLETIN 200-1-27 14 SEPTEMBER 2004 REUSE OF CONCRETE MATERIALS FROM BUILDING DEMOLITION Public Works Technical Bulletins are published by the U.S. Army Corps of Engineers, Washington, DC. They are intended to provide information on specific topics in areas of Facilities Engineering and Public Works. They are not intended to establish new DA policy. DEPARTMENT OF THE ARMY U.S. Army Corps of Engineers 441 G Street, NW Washington, DC 20314-1000 CEMP-CE Public Works Technical Bulletin 14 September 2004 No. 200-1-27 FACILITIES ENGINEERING ENVIRONMENTAL REUSE OF CONCRETE MATERIALS FROM BUILDING DEMOLITION 1. Purpose. The purpose of this Public Works Technical Bulletin (PWTB) is to transmit information on the state of practice for recycling/reuse of concrete materials from building demolition. 2. Applicability. This PWTB applies to all U.S. Army facilities engineering activities. 3. References. a. Army Regulation (AR) 200-1, Environmental Protection and Enhancement, 21 February 1997. b. Army Regulation (AR) 420-49, Utility Services, 28 April 1997. c. Army TM 5-822-10/AFM 88-6, “Standard Practice for Pavement Recycling” (26 August 1988). 4. Discussion. a. Army Regulation (AR) 200-1, para. 5-10 contains policy for solid waste management, including participation in recycling programs and the sale of recyclables. b. AR 420-49 contains policy and criteria for the operation, maintenance, repair, and construction of facilities and systems, for efficient and economical solid (nonhazardous) waste PWTB 200-1-27 14 September 2004 management including source reduction, re-use, recycling, collection, transport, storage, and treatment of solid waste. -
Making Concrete Change: Innovation in Low-Carbon Cement and Concrete
Chatham House Report Johanna Lehne and Felix Preston Making Concrete Change Innovation in Low-carbon Cement and Concrete #ConcreteChange Chatham House Report Johanna Lehne and Felix Preston Energy, Environment and Resources Department | June 2018 Making Concrete Change Innovation in Low-carbon Cement and Concrete The Royal Institute of International Affairs Chatham House 10 St James’s Square London SW1Y 4LE T: +44 (0) 20 7957 5700 F: + 44 (0) 20 7957 5710 www.chathamhouse.org Charity Registration No. 208223 Copyright © The Royal Institute of International Affairs, 2018 Chatham House, the Royal Institute of International Affairs, does not express opinions of its own. The opinions expressed in this publication are the responsibility of the author(s). All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical including photocopying, recording or any information storage or retrieval system, without the prior written permission of the copyright holder. Please direct all enquiries to the publishers. ISBN 978 1 78413 272 9 A catalogue record for this title is available from the British Library. Printed and bound in Great Britain by Latimer Trend. The material selected for the printing of this report is manufactured from 100% genuine de-inked post-consumer waste by an ISO 14001 certified mill and is Process Chlorine Free. Typeset by Soapbox, www.soapbox.co.uk Cover image: Staircase, Benesse Museum House, Naoshima, Japan. Copyright © Education Images/UIG via Getty Images -

Environmental Assessment of Two Use Cycles of Recycled Aggregate Concrete
sustainability Article Environmental Assessment of Two Use Cycles of Recycled Aggregate Concrete Tereza Pavl ˚u 1,* , Vladimír Koˇcí 2 and Petr Hájek 1 1 University Centre for Energy Efficient Buildings, Technical University, Prague, Trinecka 1024, 273 43 Bustehrad, Czech Republic; [email protected] 2 Department of Environmental Chemistry, Faculty of Environmental Technology, University of Chemistry and Technology, Technicka 5, 166 28 Praha 6—Dejvice, Prague, Czech Republic; [email protected] * Correspondence: [email protected]; Tel.: +420-724-507-838 Received: 30 September 2019; Accepted: 1 November 2019; Published: 5 November 2019 Abstract: The main goal of this study was to compare two use cycles of natural aggregate concrete and recycled aggregate concrete, which is another way to compare the environmental impacts of recycled materials. A series of concrete mixtures with various replacement ratios of primary resources with recycled ones were prepared for this study. The mechanical properties of concrete mixtures were examined and were used for the design of structural elements in the same utilized properties. The two use cycles of a structural element were compared using life cycle assessment (LCA). In the first use cycle, the LCA of the structural element containing only primary raw materials was assessed. In the second use cycle, the LCA of a structural element in which primary materials were partially replaced by recycled ones was assessed. The obtained results confirm the potential use of high-quality recycled aggregate originating from local sources in some applications in building structures. Furthermore, the environmental assessment indicates the benefits of using recycled materials, such as environmental savings, especially the reduction of primary resource use, embodied energy, and embodied emissions, as well as reduction of the pressure on landfill sites.