Prefabricated Bridge Elements and Systems in Japan and Europe March 2005 6
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bridges and Applications Bridges and Applications Bridges and Applications Arch Bridges
10/23/2014 Bridges and Applications Bridges and Applications • Bridges are used to span across distances that are difficult to otherwise pass through. • Rivers • Deep gorges • Other roadways Bridges and Applications Arch Bridges • There are four basic types of bridges – Arch – Beam – Suspension – Cable‐stayed • Each type has different design and is therefore better suited to different applications 1 10/23/2014 Arch Bridges Arch Bridges • Instead of pushing straight down, the weight of an arch bridge is carried outward along the curve of the arch to the supports at each end. Abutments, carry • These supports, called the abutments, carry the load the load and keep the ends of the bridge from spreading outward. and keep the ends of the bridge from spreading outward Arch Bridges Arch Bridges • When supporting its own weight and the • Today, materials like steel and pre‐stressed weight of crossing traffic, every part of the concrete have made it possible to build longer arch is under compression. and more elegant arches. • For this reason, arch bridges must be made of materials that are strong under compression. New River Gorge, – Rock West Virginia. – Concrete 2 10/23/2014 Arch Bridges Arch Bridges • Usually arch bridges employ vertical supports • Typically, arch bridges span between 200 and called spandrels to distribute the weight of 800 feet. the roadway to the arch below. Arch Bridges One of the most revolutionary arch bridges in recent years is the Natchez Trace Parkway Bridge in Franklin, Tennessee, which was opened to traffic in 1994. It's the first American arch bridge to be constructed from segments of precast concrete, a highly economical material. -

By Private Car
By private car Tokai Loo p E xp Minoseki JCT re ssw ay y a w 157 s 418 s 418 e 256 r p x E u ay k w ri s ku es i Ho 21 pr ka Ex o o T Chu 157 21 21 248 Toki JCT Gifu Prefecture 41 Nagoya Airport Parking Area Toki Minami Tajimi I.C. Meish 22 19 in Ex Owari Asahi Parking Area pre Komaki I.C. ssw ay 155 Komaki JCT 419 Nagakute Parking Area Ichinomiya JCT Nagoya Airport Ichinomiya I.C. 248 Kusunoki 257 JCT Kiyosu JCT Seto 155 Area 363 Omori I.C. Nagoya Fujigaoka Parking Area essway I.C. Nagoya Nishi pr Kamiyashiro 6 Yakusa JCT Ex JCT Toyota Fujigaoka I.C. a I.C. y wa oy ss g xpre 302 Takabari JCT E Na an 153 eih 155 i-M 1 Nagakute sh a Area Tomei Miyoshi I.C. ig 420 H Nagakute Minami Parking Area Miyoshi Parking Area Toyota I.C. 23 54 ay Nagoya Minami JCT ressw Exp an ng wa Ise y 301 a w s s e Toyota r p JCT x E o t Aichi Prefecture n 155 a - H a it 473 Mie Prefecture h C Okazaki I.C. ntrair Line 1 Ce Handa Chuo I.C./JCT Tomei Expre 23 248 ssway Central Japan Centrair International Airport Higashi I.C. I.C.= expressway entrance / exit point Recommended Park & Ride areas by departure places EXPO Area Seto PR161, Nagoya Toyoyama Inazawa Route→ Meishin Expressway Nagoya Expressway PR448, Nagoya Airport Chuo Route Nagoya Airport From western Japan Komaki I.C. -

Over Jones Falls. This Bridge Was Originally No
The same eastbound movement from Rockland crosses Bridge 1.19 (miles west of Hollins) over Jones Falls. This bridge was originally no. 1 on the Green Spring Branch in the Northern Central numbering scheme. PHOTO BY MARTIN K VAN HORN, MARCH 1961 /COLLECTION OF ROBERT L. WILLIAMS. On October 21, 1959, the Interstate Commerce maximum extent. William Gill, later involved in the Commission gave notice in its Finance Docket No. streetcar museum at Lake Roland, worked on the 20678 that the Green Spring track west of Rockland scrapping of the upper branch and said his boss kept would be abandoned on December 18, 1959. This did saying; "Where's all the steel?" Another Baltimore not really affect any operations on the Green Spring railfan, Mark Topper, worked for Phillips on the Branch. Infrequently, a locomotive and a boxcar would removal of the bridge over Park Heights Avenue as a continue to make the trip from Hollins to the Rockland teenager for a summer job. By the autumn of 1960, Team Track and return. the track through the valley was just a sad but fond No train was dispatched to pull the rail from the memory. Green Spring Valley. The steel was sold in place to the The operation between Hollins and Rockland con- scrapper, the Phillips Construction Company of tinued for another 11/2 years and then just faded away. Timonium, and their crews worked from trucks on ad- So far as is known, no formal abandonment procedure jacent roads. Apparently, Phillips based their bid for was carried out, and no permission to abandon was the job on old charts that showed the trackage at its ' obtained. -
Design Example: Two-Span Continuous Straight Wide-Flange
U.S. Department of Transportation Federal Highway Administration Steel Bridge Design Handbook Design Example 2B: Two-Span Continuous Straight Composite Steel Wide-Flange Beam Bridge ArchivedPublication No. FHWA-IF-12-052 - Vol. 22 November 2012 Notice This document is disseminated under the sponsorship of the U.S. Department of Transportation in the interest of information exchange. The U.S. Government assumes no liability for use of the information contained in this document. This report does not constitute a standard, specification, or regulation. Quality Assurance Statement The Federal Highway Administration provides high-quality information to serve Government, industry, and the publicArchived in a manner that promotes public understanding. Standards and policies are used to ensure and maximize the quality, objectivity, utility, and integrity of its information. FHWA periodically reviews quality issues and adjusts its programs and processes to ensure continuous quality improvement. Steel Bridge Design Handbook Design Example 2B: Two-Span Continuous Straight Composite Steel Wide-Flange Beam Bridge Publication No. FHWA-IF-12-052 - Vol. 22 November 2012 Archived Archived Technical Report Documentation Page 1. Report No. 2. Government Accession No. 3. Recipient’s Catalog No. FHWA-IF-12-052 - Vol. 22 4. Title and Subtitle 5. Report Date Steel Bridge Design Handbook Design Example 2B: Two-Span November 2012 Continuous Straight Composite Steel Wide-Flange Beam Bridge 6. Performing Organization Code 7. Author(s) 8. Performing Organization Report No. Karl Barth, Ph.D. (West Virginia University) 9. Performing Organization Name and Address 10. Work Unit No. HDR Engineering, Inc. 11 Stanwix Street 11. Contract or Grant No. Suite 800 Pittsburgh, PA 15222 12. -

Truss Bridges
2009 Bridges and Structures Outline • Introduction of Project Organizers and Program o Overall Concept of the half day o Images of Bridges in NH, ME and MA that are examples of the 5 Bridge Designs Beam Bridge Arch Bridge Truss Bridge Suspension Bridge Cable-Stayed Bridge o Images of existing bridges other students / groups have done • Call off participants 1 through 5 o Creating 5 Groups (1 Group for each Bridge Design which creates 4 individuals per Bridge Design.) If more than 20 individuals, then count 1 thru 7 or 8 to create two or three more groups. There will then be 2 of the same bridge types for some of the 5 Bridge Designs. • Package of information for Groups o Groups to review material (Bridge to be wide enough to accept bricks) o Groups to discuss their Bridge o Groups to draw out their Bridge Design o Groups to divide into two sub-groups Cutting Assembly • Presentation of Bridges by Groups (short narrative as to-) o Type of Bridge o Design solution • Test of Weight that each bridge can handle o Groups document their thoughts on their Bridge • Awards / Overview of how and why bridges worked / did not work Materials: Balsa Wood Package for each Bridge Type Group 3’ long sticks maximum String / rope, Glue (Sobo,) Exacto knives, packing tape Other: Bricks or other items for weight Scale for measuring weight units Camera to document before, during and after bridge testing Two sawhorses for bridge weight test American Institute of Architects New Hampshire Chapter Schedule • Introduction of Team Members and Program: 10 minutes o Overall Concept of the Day: 10 minutes o Images of Bridges in NH, ME and MA that are examples of the 5 Bridge Designs 4 minutes Beam Bridge Arch Bridge Truss Bridge Suspension Bridge Cable-Stayed Bridge o Images of existing bridges other students / groups have done 4 minutes • Call off participants 1 through 5 8 minutes o Creating 5 Groups (1 Group for each Bridge Design which creates 4 individuals per Bridge Design.) If more than 20 individuals, then count 1 thru 7 or 8 to create two or three more groups. -
G 13.1 Guidelines for Steel Girder Bridge Analysis.Pdf
G13.1 Guidelines for Steel Girder Bridge Analysis 2nd Edition American Association of State Highway Transportation Officials National Steel Bridge Alliance AASHTO/NSBA Steel Bridge Collaboration Copyright © 2014 by the AASHTO/NSBA Steel Bridge Collaboration All rights reserved. ii G13.1 Guidelines for Steel Girder Bridge Analysis PREFACE This document is a standard developed by the AASHTO/NSBA Steel Bridge Collaboration. The primary goal of the Collaboration is to achieve steel bridge design and construction of the highest quality and value through standardization of the design, fabrication, and erection processes. Each standard represents the consensus of a diverse group of professionals. It is intended that Owners adopt and implement Collaboration standards in their entirety to facilitate the achievement of standardization. It is understood, however, that local statutes or preferences may prevent full adoption of the document. In such cases Owners should adopt these documents with the exceptions they feel are necessary. Cover graphics courtesy of HDR Engineering. DISCLAIMER The information presented in this publication has been prepared in accordance with recognized engineering principles and is for general information only. While it is believed to be accurate, this information should not be used or relied upon for any specific application without competent professional examination and verification of its accuracy, suitability, and applicability by a licensed professional engineer, designer, or architect. The publication of the material contained herein is not intended as a representation or warranty of the part of the American Association of State Highway and Transportation Officials (AASHTO) or the National Steel Bridge Alliance (NSBA) or of any other person named herein, that this information is suitable for any general or particular use or of freedom from infringement of any patent or patents. -
Lesson Plan – Primary Pensacola Bay Bridge Replacement Project Goes to School Program 2017/18 Primary School Edition
PENSACOLA BAY BRIDGE REPLACEMENT PROJECT GoesGoes toto School!School! Gumdrop Bridge Lesson Plan – Primary Pensacola Bay Bridge Replacement Project Goes to School Program 2017/18 Primary School Edition Any teacher, school, or school district may reproduce this for classroom use without permission. This work may not be sold for profit. Concept by Pensacola Bay Bridge Specialty Outreach Team Version 1804 PENSACOLA BAY BRIDGE REPLACEMENT PROJECT Gumdrop Bridge Lesson Plan ELEMENTARY GRADE LEVELS Introduction: As an early introduction to architecture and engineering elementary school students may build a gumdrop bridge. Making a gumdrop bridge that is well designed means students using simple geometric shapes along with flexible joints, can create a structure that is deceptively strong and will not collapse under pressure. One bridge design that is common employs a pattern of squares and triangles that repeats. However, students are allowed to experiment to find the building strategy that suits their aesthetic preferences and class requirements. Students will be encouraged during the exercise to: • Demonstrate what types forces influence a bridge’s design • Design and build a model bridge that reaches the largest span bearing in mind the given constraints • Design and build a model that is able to hold the maximum amount of weight under given constraints. This lesson plan is meant to serve as a resource for teachers. Specifically, you will find supplemental classroom materials (both in-class worksheets, videos and student activity sheets) that are engaging for students and easy for you to implement, as well as applicable and relevant to the benefit of the new Pensacola Bay Bridge. -

News Release
NEWS RELEASE ESR develops the largest modern logistics facility in Greater Nagoya, Japan TOKYO/HONG KONG, 17 February 2020 – ESR Cayman Limited (“ESR” or the “Group”; SEHK Stock Code: 1821), the largest APAC focused logistics real estate platform, announced that it will invest an estimated JPY27 billion (equivalent to approximately US$245 million) to develop ESR Yatomi Kisosaki Distribution Centre (“ESR Yatomi Kisosaki DC”), which is set to be the largest modern logistics facility in Greater Nagoya, Japan. Located on a prime land parcel of 79,095 sqm (23,926 tsubo), ESR Yatomi Kisosaki DC will be developed into a four-storey, double-ramped, multi-tenant modern logistics facility with a total gross floor area of 153,092 sqm (46,310 tsubo). It will commence construction in December 2020 with completion scheduled for end of April 2022. Stuart Gibson, co-founder and co-CEO of ESR said, “ESR Yatomi Kisosaki DC is set to become a landmark project in Greater Nagoya, reflecting ESR’s commitment to providing best-in-class properties in support of businesses to grow and optimise their operations. Greater Nagoya is a very important market with strategic value considering the region produces 27% of Japan’s manufacturing output. The development of ESR Yatomi Kisosaki DC will further consolidate our strong position in Greater Nagoya, complementing our network of four other state-of-the-art facilities in the area, including ESR Redwood Yatomi Distribution Centre which is located within 3 km to the northeast.” Greater Nagoya, the third most populated metropolitan area in Japan with a 11 million population, contributes to approximately 10% of the country’s GDP. -

Bridge Strength: Truss Vs. Arch Vs. Beam
CALIFORNIA STATE SCIENCE FAIR 2015 PROJECT SUMMARY Name(s) Project Number Christopher J. Nagelvoort J0322 Project Title Bridge Strength: Truss vs. Arch vs. Beam Abstract Objectives/Goals The objective of this experiment was to determine which bridge design is the strongest against heavy loads through deflection testing on three bridge models. Also the goal was to understand and analyze how much greater the strength would be between the three models and plausibly why their strengths differ. Methods/Materials The project began with the design and then construction of the bridge models that were 0.75 meters long, out of glue and wooden popsicle sticks. Before deflection testing occurred, supplies need were a bucket, bag of sand, string, scale, caliber, construction paper, and a testing stand to stabilize the bridge models before loads were attached. Finally deflection testing initiated by loading each bridge model with 1 # 7 pounds of sand, with 1 pound increments. For each load the deflection was measured and recorded. Results For cumulative deflection, the truss bridge under 7 pounds of load deflected 0.2 cm. The arch bridge under 7 pounds achieved 0.69 cm. While the span/beam bridge deflected by 2.01 cm under the same 7 pound load. The deflection for each 1 pound load increment was also measured and recorded. This deflection is referred as incremental deflection. The average incremental deflection for the truss bridge was 0.0285 cm. For the arch bridge, the average is 0.0985 cm and the span/beam bridge#s average is 0.2871 cm. Conclusions/Discussion With the bridge#s designs researched and tested, it was determined that the truss is the strongest bridge, with arch the second, and span/beam dramatically weaker than the other two. -
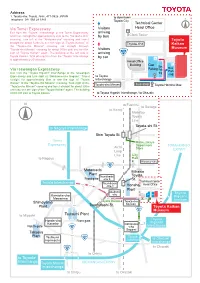
Address Via Tomei Expressway Via Isewangan Expressway to Nagoya
Address 1. Toyota-cho, Toyota, Aichi, 471-0826 JAPAN to downtown Telephone 081 565 29 3345 Toyota City Technical Center Via Tomei Expressway Visitors Head Office Exit from the “Toyota” Interchange of the Tomei Expressway arriving and travel straight for approximately 2km to the “Akebono-cho” by bus Clock Tower crossing. Turn left at the “Akebono-cho” crossing and travel Toyota straight for about 3.2km to see the sign of “Toyota Kaikan” at Toyota-cho Kaikan the “Toyota-cho Minami” crossing. Go straight through “Toyota-cho Minami” crossing for about 300m until you see the Visitors Museum sign of “Toyota Kaikan” again. The building at the left side is arriving Toyota Kaikan. Total driving time from the “Toyota” Interchange by car is approximately 20 minutes. Head Office Building Car Bus Parking Bus Via Isewangan Expressway Park Park Exit from the “Toyota Higashi” Interchange of the Isewangan -ing -ing Expressway and turn right at “Oshikomo-cho Gogami.” Travel to Toyota straight for approximately 3km to see the sign of “Toyota Interchange Kaikan” at the “Toyota-cho Minami” crossing. Turn right at the Toyota-cho Minami bus stop “Toyota-cho Minami” crossing and travel straight for about 300m Toyota Honsha Mae until you see the sign of the “Toyota Kaikan” again. The building at the left side is Toyota Kaikan. to Toyota Higashi Interchange / to Okazaki to Fushimi to Sanage to Kozoji Meitetsu Toyota Line Toyota-shi St. to Nagoya Interchange Shin Toyota St. Tomei Matsuzakaya Expressway Department TOKAI-KANJO Aichi Store EXPWY Loop Line City to Nagoya Hall Koromo-cho Motomachi Mikawa Plant Tsuchihashi Toyota Front gate -cho 5 St. -

Highway Economic Effects Research and City Logistics in Japan Table of Contents I
Highway Economic Effects Research and City Logistics in Japan Table of contents I. Effects of Road Improvements (1) Classification of the effects of road improvements (2) Cases of the Direct Effects of Road Improvement (3) Cases of the Indirect Effects of Road Improvement (4) Conditions of access, such as highways, airports and ports II. City Logistics from Road Policy Aspect (1) Present Situation of Freight Transport in Japan (2) Problems of City Logistics (3) Efforts for Loading and Unloading Spaces (Hard Measures) (4) Efforts for Loading and Unloading Spaces (Soft Measures) (5) Recent Case Examples 2 1. Effects of Road Improvements (1) Classification of the effects of road improvements There are various effects produced by road improvements. The effects of road improvements are classified by the following methods: • Method of classifying into direct effects generated by the use of roads, and indirect effects enjoyed by the public in general including those who do not use roads directly • Method of classifying into flow effects (the effects of demand creation), which bring about an increase of GDP because government expenditures for road improvements create effective demand, and stock effects (the effects of productivity), which are generated from the original functions of roads after roads are constructed When the effects of road improvements are classified into direct and indirect effects, the direct effects correspond roughly with benefits measured by cost -benefit analyses * . * Cost-benefit analyses: Cost-benefit analyses should -

Design of Reinforced Concrete Bridges
Design of Reinforced Concrete Bridges CIV498H1 S Group Design Project Instructor: Dr. Homayoun Abrishami Team 2: Fei Wei 1000673489 Jonny Yang 1000446715 Yibo Zhang 1000344433 Chiyun Zhong 999439022 Executive Summary The entire project report consists of two parts. The first section, Part A, presents a complete qualitative description of typical prestressed concrete bridge design process. The second part, Part B, provides an actual quantitative detailed design a prestressed concrete bridge with respect to three different design standards. In particular, the first part of the report reviews the failure of four different bridges in the past with additional emphasis on the De La Concorde Overpass in Laval, Quebec. Various types of bridges in terms of materials used, cross-section shape and structural type were investigated with their application as well as the advantages and disadvantages. In addition, the predominant differences of the Canadian Highway and Bridge Design Code CSA S6-14 and CSA S6-66, as well as AASHTO LRFD 2014 were discussed. After that, the actual design process of a prestressed concrete bridge was demonstrated, which started with identifying the required design input. Then, several feasible conceptual design options may be proposed by design teams. Moreover, the purpose and significance of structural analysis is discussed in depth, and five different typical analysis software were introduced in this section. Upon the completion of structural analysis, the procedure of detailed structure design and durability design were identified, which included the choice of materials and dimensions of individual specimens as well as the detailed design of any reinforcement profile. Last but not least, the potential construction issues as well as the plant life management and aging management program were discussed and presented at the end of the Part A.