1 Fluid Flow Outline Fundamentals of Rheology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Glossary Physics (I-Introduction)
1 Glossary Physics (I-introduction) - Efficiency: The percent of the work put into a machine that is converted into useful work output; = work done / energy used [-]. = eta In machines: The work output of any machine cannot exceed the work input (<=100%); in an ideal machine, where no energy is transformed into heat: work(input) = work(output), =100%. Energy: The property of a system that enables it to do work. Conservation o. E.: Energy cannot be created or destroyed; it may be transformed from one form into another, but the total amount of energy never changes. Equilibrium: The state of an object when not acted upon by a net force or net torque; an object in equilibrium may be at rest or moving at uniform velocity - not accelerating. Mechanical E.: The state of an object or system of objects for which any impressed forces cancels to zero and no acceleration occurs. Dynamic E.: Object is moving without experiencing acceleration. Static E.: Object is at rest.F Force: The influence that can cause an object to be accelerated or retarded; is always in the direction of the net force, hence a vector quantity; the four elementary forces are: Electromagnetic F.: Is an attraction or repulsion G, gravit. const.6.672E-11[Nm2/kg2] between electric charges: d, distance [m] 2 2 2 2 F = 1/(40) (q1q2/d ) [(CC/m )(Nm /C )] = [N] m,M, mass [kg] Gravitational F.: Is a mutual attraction between all masses: q, charge [As] [C] 2 2 2 2 F = GmM/d [Nm /kg kg 1/m ] = [N] 0, dielectric constant Strong F.: (nuclear force) Acts within the nuclei of atoms: 8.854E-12 [C2/Nm2] [F/m] 2 2 2 2 2 F = 1/(40) (e /d ) [(CC/m )(Nm /C )] = [N] , 3.14 [-] Weak F.: Manifests itself in special reactions among elementary e, 1.60210 E-19 [As] [C] particles, such as the reaction that occur in radioactive decay. -

Convection Heat Transfer
Convection Heat Transfer Heat transfer from a solid to the surrounding fluid Consider fluid motion Recall flow of water in a pipe Thermal Boundary Layer • A temperature profile similar to velocity profile. Temperature of pipe surface is kept constant. At the end of the thermal entry region, the boundary layer extends to the center of the pipe. Therefore, two boundary layers: hydrodynamic boundary layer and a thermal boundary layer. Analytical treatment is beyond the scope of this course. Instead we will use an empirical approach. Drawback of empirical approach: need to collect large amount of data. Reynolds Number: Nusselt Number: it is the dimensionless form of convective heat transfer coefficient. Consider a layer of fluid as shown If the fluid is stationary, then And Dividing Replacing l with a more general term for dimension, called the characteristic dimension, dc, we get hd N ≡ c Nu k Nusselt number is the enhancement in the rate of heat transfer caused by convection over the conduction mode. If NNu =1, then there is no improvement of heat transfer by convection over conduction. On the other hand, if NNu =10, then rate of convective heat transfer is 10 times the rate of heat transfer if the fluid was stagnant. Prandtl Number: It describes the thickness of the hydrodynamic boundary layer compared with the thermal boundary layer. It is the ratio between the molecular diffusivity of momentum to the molecular diffusivity of heat. kinematic viscosity υ N == Pr thermal diffusivity α μcp N = Pr k If NPr =1 then the thickness of the hydrodynamic and thermal boundary layers will be the same. -
Laws of Similarity in Fluid Mechanics 21
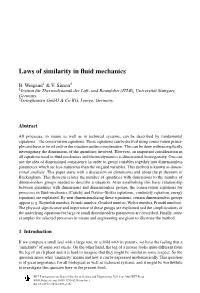
Laws of similarity in fluid mechanics B. Weigand1 & V. Simon2 1Institut für Thermodynamik der Luft- und Raumfahrt (ITLR), Universität Stuttgart, Germany. 2Isringhausen GmbH & Co KG, Lemgo, Germany. Abstract All processes, in nature as well as in technical systems, can be described by fundamental equations—the conservation equations. These equations can be derived using conservation princi- ples and have to be solved for the situation under consideration. This can be done without explicitly investigating the dimensions of the quantities involved. However, an important consideration in all equations used in fluid mechanics and thermodynamics is dimensional homogeneity. One can use the idea of dimensional consistency in order to group variables together into dimensionless parameters which are less numerous than the original variables. This method is known as dimen- sional analysis. This paper starts with a discussion on dimensions and about the pi theorem of Buckingham. This theorem relates the number of quantities with dimensions to the number of dimensionless groups needed to describe a situation. After establishing this basic relationship between quantities with dimensions and dimensionless groups, the conservation equations for processes in fluid mechanics (Cauchy and Navier–Stokes equations, continuity equation, energy equation) are explained. By non-dimensionalizing these equations, certain dimensionless groups appear (e.g. Reynolds number, Froude number, Grashof number, Weber number, Prandtl number). The physical significance and importance of these groups are explained and the simplifications of the underlying equations for large or small dimensionless parameters are described. Finally, some examples for selected processes in nature and engineering are given to illustrate the method. 1 Introduction If we compare a small leaf with a large one, or a child with its parents, we have the feeling that a ‘similarity’ of some sort exists. -

Equation of State for the Lennard-Jones Fluid
Equation of State for the Lennard-Jones Fluid Monika Thol1*, Gabor Rutkai2, Andreas Köster2, Rolf Lustig3, Roland Span1, Jadran Vrabec2 1Lehrstuhl für Thermodynamik, Ruhr-Universität Bochum, Universitätsstraße 150, 44801 Bochum, Germany 2Lehrstuhl für Thermodynamik und Energietechnik, Universität Paderborn, Warburger Straße 100, 33098 Paderborn, Germany 3Department of Chemical and Biomedical Engineering, Cleveland State University, Cleveland, Ohio 44115, USA Abstract An empirical equation of state correlation is proposed for the Lennard-Jones model fluid. The equation in terms of the Helmholtz energy is based on a large molecular simulation data set and thermal virial coefficients. The underlying data set consists of directly simulated residual Helmholtz energy derivatives with respect to temperature and density in the canonical ensemble. Using these data introduces a new methodology for developing equations of state from molecular simulation data. The correlation is valid for temperatures 0.5 < T/Tc < 7 and pressures up to p/pc = 500. Extensive comparisons to simulation data from the literature are made. The accuracy and extrapolation behavior is better than for existing equations of state. Key words: equation of state, Helmholtz energy, Lennard-Jones model fluid, molecular simulation, thermodynamic properties _____________ *E-mail: [email protected] Content Content ....................................................................................................................................... 2 List of Tables ............................................................................................................................. -

On Nonlinear Strain Theory for a Viscoelastic Material Model and Its Implications for Calving of Ice Shelves
Journal of Glaciology (2019), 65(250) 212–224 doi: 10.1017/jog.2018.107 © The Author(s) 2019. This is an Open Access article, distributed under the terms of the Creative Commons Attribution-NonCommercial-NoDerivatives licence (http://creativecommons.org/licenses/by-nc-nd/4.0/), which permits non-commercial re-use, distribution, and reproduction in any medium, provided the original work is unaltered and is properly cited. The written permission of Cambridge University Press must be obtained for commercial re- use or in order to create a derivative work. On nonlinear strain theory for a viscoelastic material model and its implications for calving of ice shelves JULIA CHRISTMANN,1,2 RALF MÜLLER,2 ANGELIKA HUMBERT1,3 1Division of Geosciences/Glaciology, Alfred Wegener Institute Helmholtz Centre for Polar and Marine Research, Bremerhaven, Germany 2Institute of Applied Mechanics, University of Kaiserslautern, Kaiserslautern, Germany 3Division of Geosciences, University of Bremen, Bremen, Germany Correspondence: Julia Christmann <[email protected]> ABSTRACT. In the current ice-sheet models calving of ice shelves is based on phenomenological approaches. To obtain physics-based calving criteria, a viscoelastic Maxwell model is required account- ing for short-term elastic and long-term viscous deformation. On timescales of months to years between calving events, as well as on long timescales with several subsequent iceberg break-offs, deformations are no longer small and linearized strain measures cannot be used. We present a finite deformation framework of viscoelasticity and extend this model by a nonlinear Glen-type viscosity. A finite element implementation is used to compute stress and strain states in the vicinity of the ice-shelf calving front. -
Introduction to the CFD Module
INTRODUCTION TO CFD Module Introduction to the CFD Module © 1998–2018 COMSOL Protected by patents listed on www.comsol.com/patents, and U.S. Patents 7,519,518; 7,596,474; 7,623,991; 8,457,932; 8,954,302; 9,098,106; 9,146,652; 9,323,503; 9,372,673; and 9,454,625. Patents pending. This Documentation and the Programs described herein are furnished under the COMSOL Software License Agreement (www.comsol.com/comsol-license-agreement) and may be used or copied only under the terms of the license agreement. COMSOL, the COMSOL logo, COMSOL Multiphysics, COMSOL Desktop, COMSOL Server, and LiveLink are either registered trademarks or trademarks of COMSOL AB. All other trademarks are the property of their respective owners, and COMSOL AB and its subsidiaries and products are not affiliated with, endorsed by, sponsored by, or supported by those trademark owners. For a list of such trademark owners, see www.comsol.com/trademarks. Version: COMSOL 5.4 Contact Information Visit the Contact COMSOL page at www.comsol.com/contact to submit general inquiries, contact Technical Support, or search for an address and phone number. You can also visit the Worldwide Sales Offices page at www.comsol.com/contact/offices for address and contact information. If you need to contact Support, an online request form is located at the COMSOL Access page at www.comsol.com/support/case. Other useful links include: • Support Center: www.comsol.com/support • Product Download: www.comsol.com/product-download • Product Updates: www.comsol.com/support/updates •COMSOL Blog: www.comsol.com/blogs • Discussion Forum: www.comsol.com/community •Events: www.comsol.com/events • COMSOL Video Gallery: www.comsol.com/video • Support Knowledge Base: www.comsol.com/support/knowledgebase Part number: CM021302 Contents Introduction . -

Computational Rheology (4K430)
Computational Rheology (4K430) dr.ir. M.A. Hulsen [email protected] Website: http://www.mate.tue.nl/~hulsen under link ‘Computational Rheology’. – Section Polymer Technology (PT) / Materials Technology (MaTe) – Introduction Computational Rheology important for: B Polymer processing B Rheology & Material science B Turbulent flow (drag reduction phenomena) B Food processing B Biological flows B ... Introduction (Polymer Processing) Analysis of viscoelastic phenomena essential for predicting B Flow induced crystallization kinetics B Flow instabilities during processing B Free surface flows (e.g.extrudate swell) B Secondary flows B Dimensional stability of injection moulded products B Prediction of mechanical and optical properties Introduction (Surface Defects on Injection Molded Parts) Alternating dull bands perpendicular to flow direction with high surface roughness (M. Bulters & A. Schepens, DSM-Research). Introduction (Flow Marks, Two Color Polypropylene) Flow Mark Side view Top view Bottom view M. Bulters & A. Schepens, DSM-Research Introduction (Simulation flow front) 1 0.5 Steady Perturbed H 2y 0 ___ −0.5 −1 0 0.5 1 ___2x H Introduction (Rheology & Material Science) Simulation essential for understanding and predicting material properties: B Polymer blends (morphology, viscosity, normal stresses) B Particle filled viscoelastic fluids (suspensions) B Polymer architecture macroscopic properties (Brownian dynamics (BD), molecular dynamics (MD),⇒ Monte Carlo, . ) Multi-scale. ⇒ Introduction (Solid particles in a viscoelastic fluid) B Microstructure (polymer, particles) B Bulk rheology B Flow induced crystallization Introduction (Multiple particles in a viscoelastic fluid) Introduction (Flow induced crystallization) Introduction (Multi-phase flows) Goal and contents of the course Goal: Introduction of the basic numerical techniques used in Computational Rheology using the Finite Element Method (FEM). -

Chapter 3 Equations of State
Chapter 3 Equations of State The simplest way to derive the Helmholtz function of a fluid is to directly integrate the equation of state with respect to volume (Sadus, 1992a, 1994). An equation of state can be applied to either vapour-liquid or supercritical phenomena without any conceptual difficulties. Therefore, in addition to liquid-liquid and vapour -liquid properties, it is also possible to determine transitions between these phenomena from the same inputs. All of the physical properties of the fluid except ideal gas are also simultaneously calculated. Many equations of state have been proposed in the literature with either an empirical, semi- empirical or theoretical basis. Comprehensive reviews can be found in the works of Martin (1979), Gubbins (1983), Anderko (1990), Sandler (1994), Economou and Donohue (1996), Wei and Sadus (2000) and Sengers et al. (2000). The van der Waals equation of state (1873) was the first equation to predict vapour-liquid coexistence. Later, the Redlich-Kwong equation of state (Redlich and Kwong, 1949) improved the accuracy of the van der Waals equation by proposing a temperature dependence for the attractive term. Soave (1972) and Peng and Robinson (1976) proposed additional modifications of the Redlich-Kwong equation to more accurately predict the vapour pressure, liquid density, and equilibria ratios. Guggenheim (1965) and Carnahan and Starling (1969) modified the repulsive term of van der Waals equation of state and obtained more accurate expressions for hard sphere systems. Christoforakos and Franck (1986) modified both the attractive and repulsive terms of van der Waals equation of state. Boublik (1981) extended the Carnahan-Starling hard sphere term to obtain an accurate equation for hard convex geometries. -

Chapter 5 Dimensional Analysis and Similarity
Chapter 5 Dimensional Analysis and Similarity Motivation. In this chapter we discuss the planning, presentation, and interpretation of experimental data. We shall try to convince you that such data are best presented in dimensionless form. Experiments which might result in tables of output, or even mul- tiple volumes of tables, might be reduced to a single set of curves—or even a single curve—when suitably nondimensionalized. The technique for doing this is dimensional analysis. Chapter 3 presented gross control-volume balances of mass, momentum, and en- ergy which led to estimates of global parameters: mass flow, force, torque, total heat transfer. Chapter 4 presented infinitesimal balances which led to the basic partial dif- ferential equations of fluid flow and some particular solutions. These two chapters cov- ered analytical techniques, which are limited to fairly simple geometries and well- defined boundary conditions. Probably one-third of fluid-flow problems can be attacked in this analytical or theoretical manner. The other two-thirds of all fluid problems are too complex, both geometrically and physically, to be solved analytically. They must be tested by experiment. Their behav- ior is reported as experimental data. Such data are much more useful if they are ex- pressed in compact, economic form. Graphs are especially useful, since tabulated data cannot be absorbed, nor can the trends and rates of change be observed, by most en- gineering eyes. These are the motivations for dimensional analysis. The technique is traditional in fluid mechanics and is useful in all engineering and physical sciences, with notable uses also seen in the biological and social sciences. -

Anomalous Viscosity, Resistivity, and Thermal Diffusivity of the Solar
Anomalous Viscosity, Resistivity, and Thermal Diffusivity of the Solar Wind Plasma Mahendra K. Verma Department of Physics, Indian Institute of Technology, Kanpur 208016, India November 12, 2018 Abstract In this paper we have estimated typical anomalous viscosity, re- sistivity, and thermal difffusivity of the solar wind plasma. Since the solar wind is collsionless plasma, we have assumed that the dissipation in the solar wind occurs at proton gyro radius through wave-particle interactions. Using this dissipation length-scale and the dissipation rates calculated using MHD turbulence phenomenology [Verma et al., 1995a], we estimate the viscosity and proton thermal diffusivity. The resistivity and electron’s thermal diffusivity have also been estimated. We find that all our transport quantities are several orders of mag- nitude higher than those calculated earlier using classical transport theories of Braginskii. In this paper we have also estimated the eddy turbulent viscosity. arXiv:chao-dyn/9509002v1 5 Sep 1995 1 1 Introduction The solar wind is a collisionless plasma; the distance travelled by protons between two consecutive Coulomb collisions is approximately 3 AU [Barnes, 1979]. Therefore, the dissipation in the solar wind involves wave-particle interactions rather than particle-particle collisions. For the observational evidence of the wave-particle interactions in the solar wind refer to the review articles by Gurnett [1991], Marsch [1991] and references therein. Due to these reasons for the calculations of transport coefficients in the solar wind, the scales of wave-particle interactions appear more appropriate than those of particle-particle interactions [Braginskii, 1965]. Note that the viscosity in a turbulent fluid is scale dependent. -

Two-Way Fluid–Solid Interaction Analysis for a Horizontal Axis Marine Current Turbine with LES
water Article Two-Way Fluid–Solid Interaction Analysis for a Horizontal Axis Marine Current Turbine with LES Jintong Gu 1,2, Fulin Cai 1,*, Norbert Müller 2, Yuquan Zhang 3 and Huixiang Chen 2,4 1 College of Water Conservancy and Hydropower Engineering, Hohai University, Nanjing 210098, China; [email protected] 2 Department of Mechanical Engineering, Michigan State University, East Lansing, MI 48824, USA; [email protected] (N.M.); [email protected] (H.C.) 3 College of Energy and Electrical Engineering, Hohai University, Nanjing 210098, China; [email protected] 4 College of Agricultural Engineering, Hohai University, Nanjing 210098, China * Correspondence: fl[email protected]; Tel.: +86-139-5195-1792 Received: 2 September 2019; Accepted: 23 December 2019; Published: 27 December 2019 Abstract: Operating in the harsh marine environment, fluctuating loads due to the surrounding turbulence are important for fatigue analysis of marine current turbines (MCTs). The large eddy simulation (LES) method was implemented to analyze the two-way fluid–solid interaction (FSI) for an MCT. The objective was to afford insights into the hydrodynamics near the rotor and in the wake, the deformation of rotor blades, and the interaction between the solid and fluid field. The numerical fluid simulation results showed good agreement with the experimental data and the influence of the support on the power coefficient and blade vibration. The impact of the blade displacement on the MCT performance was quantitatively analyzed. Besides the root, the highest stress was located near the middle of the blade. The findings can inform the design of MCTs for enhancing robustness and survivability. -
20. Rheology & Linear Elasticity
20. Rheology & Linear Elasticity I Main Topics A Rheology: Macroscopic deformation behavior B Linear elasticity for homogeneous isotropic materials 10/29/18 GG303 1 20. Rheology & Linear Elasticity Viscous (fluid) Behavior http://manoa.hawaii.edu/graduate/content/slide-lava 10/29/18 GG303 2 20. Rheology & Linear Elasticity Ductile (plastic) Behavior http://www.hilo.hawaii.edu/~csav/gallery/scientists/LavaHammerL.jpg http://hvo.wr.usgs.gov/kilauea/update/images.html 10/29/18 GG303 3 http://upload.wikimedia.org/wikipedia/commons/8/89/Ropy_pahoehoe.jpg 20. Rheology & Linear Elasticity Elastic Behavior https://thegeosphere.pbworks.com/w/page/24663884/Sumatra http://www.earth.ox.ac.uk/__Data/assets/image/0006/3021/seismic_hammer.jpg 10/29/18 GG303 4 20. Rheology & Linear Elasticity Brittle Behavior (fracture) 10/29/18 GG303 5 http://upload.wikimedia.org/wikipedia/commons/8/89/Ropy_pahoehoe.jpg 20. Rheology & Linear Elasticity II Rheology: Macroscopic deformation behavior A Elasticity 1 Deformation is reversible when load is removed 2 Stress (σ) is related to strain (ε) 3 Deformation is not time dependent if load is constant 4 Examples: Seismic (acoustic) waves, http://www.fordogtrainers.com rubber ball 10/29/18 GG303 6 20. Rheology & Linear Elasticity II Rheology: Macroscopic deformation behavior A Elasticity 1 Deformation is reversible when load is removed 2 Stress (σ) is related to strain (ε) 3 Deformation is not time dependent if load is constant 4 Examples: Seismic (acoustic) waves, rubber ball 10/29/18 GG303 7 20. Rheology & Linear Elasticity II Rheology: Macroscopic deformation behavior B Viscosity 1 Deformation is irreversible when load is removed 2 Stress (σ) is related to strain rate (ε ! ) 3 Deformation is time dependent if load is constant 4 Examples: Lava flows, corn syrup http://wholefoodrecipes.net 10/29/18 GG303 8 20.