Sliver, Finisher Card, Carding Ratio, Tensile Properties, Fiber
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Using Cotton Sliver Draft Force to Evaluate Textile Processing Efficiency, Part I
USING COTTON SLIVER DRAFT FORCE TO EVALUATE TEXTILE PROCESSING EFFICIENCY, PART I D. D. McAlister, III, J. D. Bargeron, L. C. Godbey ABSTRACT. Fiber bundles in sliver form more closely represent the fiber bundles commonly used in commercial testing. Therefore, this experiment focused on studying drafting force using untwisted fiber bundles (sliver) rather than twisted fiber bundles (roving) as had been previously studied. Four cottons of similar micronaire but different lengths were utilized for this experiment. Ring spun yarns of three different linear densities were produced from each cotton to cover the range of coarse to fine yarns commonly produced in a textile mill. Fiber quality, processing quality, and yarn quality were measured for each cotton in addition to finisher sliver drafting force. The analysis of the data indicates that short fiber content has the greatest impact on drafting force. In addition, it appears to be possible to determine processing waste and spinning efficiency levels through the determination of drafting force of sliver. Keywords. Cotton, Textile processing, Fiber quality, Short fiber content, Drafting force. pinning technology is advancing far beyond predict- and against metal (fiber-to-metal) and found a strong rela- ing cotton fiber performance from the fiber proper- tionship (r = 0.85) between fiber crimp and fiber-to-fiber co- ties reported by High-Volume Instruments (HVI) hesion with a RotorRing test method. In earlier work, and used for the marketing of cotton. Currently the convolutions in cotton fiber (similar to crimp in synthetic fi- fiberS properties measured by HVI are length, length unifor- ber) were found to play an important role in the friction be- mity, strength, micronaire, color, and trash. -

Hand Spinning and Dying Mohair D L Stapleton
Hand Spinning and Dying Mohair D L Stapleton. 28 Bowman Ave. Orange NSW 2800. Using mohair in hand craft is quite different to farming and the production of fibre for the textile industries. Nevertheless, fibre crafting with mohair gives insights and understand of the concepts of fibre quality. Hand spinning is the most obvious craft activity, but this is only half-way to making something of use. In this article I want to explore a variety of craft techniques I have picked up while experimenting with spinning and dying mohair. Figure 1A range of dyed, hand spun yarns. The basics – start with a quality fleece. Of course, there may be specific reasons to “do something” with a fleece but by far the most obvious is to start with the best fleece possible. Mohair has three outstanding properties – fibre length, non- felting character and high lustre. Parallel fibres allow the lustre to be displayed and when dyed, the remarkable colour properties of mohair can be exploited. So, I choose long, open, or relaxed fleece where the staples and fibres are easily separated. The second fleece (shorn before September when fibre shedding can result in tangles) and the third fleece shorn in autumn offer the best general fleece for craft. There is a saying – shear yesterday and it will be short, shear tomorrow and it will be too long. However, shearing tomorrow is probably best for craft fleece. I use staples which are 14 to 16cm long and that means fleece grown for 7 months. Fleece from show goats also offers a good starting point (as long as it’s not too long or expensive to buy). -

Need for Lap Preparation
Need for Lap preparation: The combers are fed with a small lap produced by combining several slivers. The raw material delivered by the card is unsuitable for combing as regards both form and fiber arrangement. If card slivers were just combined and fed to the comber, true nipping by the nipper plates would occur only on the high points, with the risk that the nippers could not retain the less firmly compressed edge zones of the slivers asshown in the below fig. This is because the slivers are not flattened. The fibres could then be pulled out as clumps by the circular combs during combing operation. A sheet with the greatest possible degree of evenness in cross section, with uniform thickness is therefore required as in-feed to the comber. Effect of fibre presentation: The fiber arrangement must also be taken into account, i.e. in this case the disposition of the hooks. If the comber is to straighten hooks, as it is intended to, then the fibers must be presented to it with leading hooks. The carded slivers have trailing hooks as the majority hooks (more than 50%) as the sliver emerges out of the calendar rollers in the carding machine. Each time the sliver is packed in a can and taken out, the majority hooks change. For example, as the sliver is withdrawn from the card can, the original trailing hooks (as the sliver went into the can) are now counted as the leading hooks as can be seen in Fig. Hence, at this stage majority hooks are the leading hooks. -

Effect of Multiple Processing Variables Upon Yarn Imperfection by Using Combed Sliver in Open-End Spinning Machine
INTERNATIONAL JOURNAL OF AGRICULTURE & BIOLOGY 1560–8530/2004/06–6–1053–1055 http://www.ijab.org Effect of Multiple Processing Variables upon Yarn Imperfection by Using Combed Sliver in Open-end Spinning Machine NISAR A. JAMIL, BABAR SHAHBAZ, MUHAMMAD IFTIKHAR AND ZIA-UL-HAQ Department of Fibre Technology, University of Agriculture, Faisalabad–38040, Pakistan ABSTRACT s In this study effect of changing the technical settings on the rotor spinning machine to produce the counts C1 = 30 and C2 = s S 16 at different noil extraction percentage, rotor diameters and speeds was studied. It was revealed that C2 (16 ) produced yarn S of excellent quality as regards to yarn thin places under all noil extraction levels. C2 (16 ) performed exceptionally better for yarn thick places under all rotor speeds. Key Words: Rotor spinning; Yarn imperfection INTRODUCTION (1985) observed that the examination of thick places in yarn has shown local increase in short fibre contents. Arshad New field of application for rotor yarns have been (1989) expressed that the number of thick places can be established using combed slivers as the feeding material. reduced by combing process. Haranhalli (1990) concluded The upgrading of more easily available and cheaper cottons that thick and thin places might be the result of poor sliver by means of a combing process has the fundamental quality, high short fibres percentage, insufficient fibre advantage, that independent of the method of harvesting and opening and dirt accumulation in rotor. Landwehrkamp of climatic conditions; the fibre properties can be perfectly (1990) concluded the combing process gives a straight adapted to the spinning conditions. -

Open End Spinning Machine Operator 759.75 KB
TABLE OF CONTENTS Sr No. Contents Page No. 1. Basic Textile Terms of Spinning 1 2. Sequence of Spinning process 2 3. Material Flow in Spinning 3 4. Functions of Open End(OE) Spinning Machine 5 5. Details of Open End Spinning Machine 6 6. Operating Open End Spinning Machine 8 7. Instructions for Shift Change 12 8. Importance of Health & Safety 13 1. Basic Textile Terms of Spinning: Fiber: The fundamental component used in making textile yarns and fabrics. Fibers are fine substances with a high ratio of length to thickness. They can be either natural (e.g. cotton, wool, silk etc.) or synthetic (e.g. polyester, nylon, acrylic etc.). Blow room Lap: The Loose strand, roughly parallel, untwisted fiber sheet produced in blow room. Chute feed system: It is a system of feeding small tufts of fibers directly from blow room to a series of cards, arranged in a circuit through pneumatic pipe. Sliver: The strand of loose, roughly parallel, untwisted fibers produced in Carding. Roving: The soft strand of carded/combed fibres that has been twisted, attenuated, and freed of foreign matter, which is a feed material to spinning. Yarn: A continuous strand of textile fibers that may be composed of endless filaments or shorter fibers twisted or otherwise held together. Spinning: The process of making yarns from the textile fiber is called spinning. Spinning is the twisting together of drawn out strands of fibers to form yarn. Yarn Count/Sliver Hank Yarn count is the numerical expression of yarn, which defines its fineness or coarseness. (Linear density). -

Influence of Can-Spring Stiffness, Delivery Speed and Sliver Coils Position on Unevenness
Volume 11, Issue 1, 2019 Influence of Can-spring Stiffness, Delivery Speed and Sliver Coils Position on Unevenness Sukhvir Singh1, Niranjan Bhowmick2 and Anand Vaz3 1Research Scholar, 2Associate Professor, Department of Textile Technology, 3Professor, Department of Mechanical Engineering, Dr. B. R. Ambedkar National Institute of Technology, Jalandhar, 144011, India ABSTRACT The object of this study is to analyze the combed sliver, roving and yarn unevenness caused by the use of older and inadequate can spring for combed sliver handling at finisher drawframe stage. The Can-spring stiffness decreases with time due to fatigue loading which can influence the stored combed sliver quality during sliver deposition and withdrawal. The study aims to investigate the influence of can-spring stiffness, sliver deposition speed and sliver coils position on combed sliver, roving and yarn unevenness. For sample planning, three-factor three levels Box-Behnken experimental design was adopted. Analysis of variance was also performed to check the statistical significance of all the observed responses. The effect of sliver coils position and can-spring stiffness has been found significant on unevenness. Keywords: Combed sliver, can-spring stiffness, coils position, yarn Introduction withdrawal at speedframe. It has been In combed ring spun yarn reported that condition and adequacy of the manufacturing process, hundreds of storage can-spring should be examined meticulously cans are used for sliver handling at the for smoother operation, in order to achieve preparatory section. Can-spring is termed as consistent sliver, roving and yarn quality the heart of storage can, as it allows the (Arora V. et al., 1998, Kretzschmar S.D. -
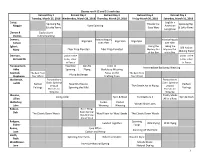
1 Classes Run 9-12 and 2-5 Each Day. Retreat Day 1 Tuesday, March 27
Classes run 9-12 and 2-5 each day. Retreat Day 1 Retreat Day 2 Retreat Day 3 Retreat Day 4 Retreat Day 5 Tuesday, March 27, 2018 Wednesday, March 28, 2018 Thursday, March 29, 2018 Friday March 30, 2018 Saturday, March 31, 2018 Casey, English v Spinning Big Boucle the Spinning Big Maggie Start Spinning American & Lofty Yarns Easy Way & Lofty Yarns Longdraw Clemes & Explorations Clemes in Drumcarding Demers, Knitting Happily Knitting Happily Ergo Spin Ergo Spin Ergo Spin Carson Ever After Ever After Egbert, Taking the Taking the Silk Fusion: Fiber Prep Elevated Fiber Prep Elevated Mystery Out Mystery Out Mary Making Paper of the Box of the Box Emerson, Locks in the Locks in the Bernadette Lens, Fiber Lens, Fiber in Focus in Focus Franquemont, Teaching Spindle Intro to Intermediate Backstrap Weaving Abby Spinning Plying Backstrap Weaving Gaustad, The Best from Focus on the The Best from Plying by Design Stephenie Your Wheel Drafting Zone Your Wheel Mackenzie, Extraordinary Extraordinary Judith Perfect Cloth: Spinning Bountiful Beasts: Cloth: Spinning Perfect Unusual The Gentle Art of Plying Unusual Pairings Spinning the Wild Pairings Threads for Threads for Weaving Weaving Moreno, Pretty Maids Living Color Spin & Nosh Yarnitecture 2 Spin & Nosh Jillian All in a Row Mullarkey, Pocket Pocket Woven Shoe Laces John Weaving Weaving Robson, Basic Things Every Spinner Deb The Classic Down Wools Wool Facts for Wool Geeks The Classic Down Wools Should Know About Wool Rodgers, Spinning Twisted Together Wild Plying Wild Plying Esther Loops Ruane, Love -

Master Spinner Handbook Content in This Document Is Current As of Time of Printing
Master Spinner Handbook Content in this document is current as of time of printing. Check the Master Spinner website for any recent changes Table of Contents Website:www.oldscollege.ca/programs/continuing-education/fibre-arts Administrative Information 1. Master Spinners Program Introduction and Policies ....................................................................... 1 2. Frequently Asked Questions .......................................................................................................... 6 3. APA Format (Formatting and Style Guide Summary) ................................................................. ..9 4. Level 6 In-Depth Study Policy ................................................................................................... .11 5. In-Depth Study Permission and License…………………………………………………………...16 6. In-Depth Study Proposal Submission Form ................................................................................ ..17 7. In-Depth Study Guidelines…………………………………………………………………….…...19 8. Levels 1-6 Competency Profiles .................................................................................................. 21 Technical Information 8. Twist Per Inch ............................................................................................................................ 29 9. Count ......................................................................................................................................... 33 10. Review of Spinning Techniques ................................................................................................ -

The Rieter Manual of Spinning Volume 6
The Rieter Manual of Spinning Volume 6 The Rieter Manual of Spinning Volume 6 – Alternative Spinning Systems Dr. Herbert Stalder Publisher Rieter Machine Works Ltd. Copyright ©2016 by Rieter Machine Works Ltd., Klosterstrasse 20, CH-8406 Wintherthur, www.rieter.com Part of this content provided by The Textile Institute. Used by permission. Cover page J 20 air-jet spinning machine Available Volumes/Edition: Volume 1 – Technology of Short-staple Spinning ISBN 10 3-9523173-1-4 / ISBN 13 978-3-9523173-1-0 Volume 2 – Blowroom & Carding ISBN 10 3-9523173-2-2 / ISBN 13 978-3-9523173-2-7 Volume 3 – Spinning Preparation ISBN 10 3-9523173-3-0 / ISBN 13 978-3-9523173-3-4 Volume 4 – Ring Spinning ISBN 10 3-9523173-4-9 / ISBN 13 978-3-9523173-4-1 Volume 5 – Rotor Spinning ISBN 10 3-9523173-5-7 / ISBN 13 978-3-9523173-5-8 Volume 6 – Alternative Spinning Systems ISBN 10 3-9523173-6-5 / ISBN 13 978-3-9523173-6-5 Volume 7 – Processing of Man-Made Fibres ISBN 10 3-9523173-7-3 / ISBN 13 978-3-9523173-7-2 Collectors Edition – all Volumes (Vol. 1-7) ISBN 10 3-9523173-0-6 / ISBN 13 978-3-9523173-0-3 The Rieter Manual of Spinning . Volume 6 . Alternative Spinning Systems 3 The Rieter Manual of Spinning Volume 6 – Alternative Spinning Systems Dr. Herbert Stalder 4 The Rieter Manual of Spinning . Volume 6 . Alternative Spinning Systems The Rieter Manual of Spinning . Volume 6 . Alternative Spinning Systems 5 THE RIETER MANUAL OF SPINNING Volume 1 – Technology of Short-staple Spinning Volume 5 – Rotor Spinning This deals with basic, generally valid, technological rela- This process resulted from research into alternative spinning tionships in short-staple spinning. -

New Spinning Systems Faqs
New Spinning systems FAQ’S 1. What are all the merits of rotor yarn over ring spun yarn? Ans: a. Fibres are compactly oriented. b. More abrasive strength c. Production speed is 200 m/min whereas ring spinning production speed is 20 m/min d. More uniformity of yarn e. Hairiness is less f. Elimination of cop to cone winding, i.e Direct package is obtained g. Elimination of conversion of sliver to roving 2. What is electrostatic spinning? Ans: In electrostatic spinning, fibres coming from drafting rollers are charged that forms dipoles of fibres. Twisting element has the opposite charge, due to electric field, drafted fibres are attracted towards it and the yarn is formed. 3. What is the limitation of rotor yarn? Ans: a. Strength of yarn is less due to less migration of fibres b. Finer count is not possible 4. How evenness is improved in the rotor yarn? Ans: Evenness of yarn is increased by means of back doubling 5. How to calculate back doubling? Ans: Back doubling = Rotational speed of rotor/Lead of the yarn at the separation point D( t ) m ; D = Rotor diameter; t/m = twist per metre 1000 Rotor rotational speed(rpm) t / m Withdrawl speed(rpm) 6. How much will be the piecing level of rotor yarn? Ans: 2-3% of piecing will present in the rotor yarn. 7. Why electrostatic spinning is not successful? Ans: a. In electrostatic spinning, charging of fibres depends upon air humidity. S machine need to be air conditioned. b. The charge and attraction of fibres depends upon its mass, so short fibre behave differently from long fibre. -

GLOSSARY of SPINNING TERMS Batts - Carded Hunks of Fiber As It Comes Off of a Drumcarder Bench – Also Called the Table
GLOSSARY OF SPINNING TERMS batts - carded hunks of fiber as it comes off of a drumcarder bench – also called the table. The table of the spinning wheel on which the wheel and spinning mechanism are mounted bobbin – the shaft of the spool onto which the spun yarn is wound on a spinning wheel carders – (or cards) a pair of brushes used to smooth and straighten fibers for spinning comb - used to process long stapled wool for worsted spinning crimp - amount of curl in a lock of fleece; fine wool is very crimpy distaff – a staff that holds the flax or wool fibers which are drawn from as the spinner needs them when spinning. A distaff can be attached to a belt, mounted on the bench of a spinning wheel, or free-standing. draft - the pulling out of fibers to allow only a certain amount of the fiber to twist into thread drafting triangle – the space between the spun yarn and the fibers being drawn out drive band – the cord carrying the power from the large wheel to the spindle or bobbin/pulley drop spindle – (handspindle) a stick with a weighted whorl that is used to twist fibers into thread ewe – a mature female sheep fiber – the unspun hair/wool/plant material (as opposed to the thread, which is already spun) fleece – the entire coat of wool off of a sheep flyer – the u-shaped device on a treadle spinning wheel that twists the yarn footman – the straight piece of wood or wire that connects the treadle to the axle/crank of a spinning wheel grease wool – (or “wool in the grease”) the unwashed wool as it comes off of a sheep hank – a 560-yard long skein of wool, usually wound on a niddy-noddy or reel knot – a 40-yard strand skein of yarn wound on a reel or a niddy-noddy that measures 2 yards in circumference= 80 yards maidens – (or sisters) two upright pieces of wood that hold the spinning apparatus in a horizontal position. -

Joan Ruane Spinning with Cotton
Desert Weavers and Spinners present Joan Ruane Spinning with Cotton Presentation: “What Happened to Hemp” January 27 after Guild meeting (approximately 10:30) Workshop: Monday January 27 1:00-5:00, and January 28 - 29 9:00-4:30 Joan Ruane has been teaching spinning for nearly 30 years, beginning in New Zealand from Ruth Reid and then Persis Grayson, where she was exposed to spinning cotton and fell in love with. She then studied extensively with Harry and Olive Linder. She loves teaching spinning, offering fiber retreats and workshops, writing and promoting cotton wherever she can. Her latest endeavor to promote cotton spinning is through film: two of her videos are “Spinning Cotton Made Easy” and “Cotton Spinning with the Takli”, which connect spinners with an ancient tradition. All interested weavers should check out her website at cottonspinning.com. Presentation to Guild: Joan will share “What Happen to Hemp” taking us back to when it was a very productive crop, to when it was banned in 1937 and where it is now with the Farm Bill that was passed in 2015. Don’t miss this very interesting story. Students will be working with hemp. Workshop Description: Students will learn proper carding procedures for cotton and making punis with the dyed lint as well as blending hemp with the cotton. Students will evaluate different preparations of making punis and how they spin up into yarn. Introduction to natural and dyed cotton sliver. Practice a spinning technique to save on the shoulder. Students will be exploring plying and the many ways to ply their singles to give them unique and specialty yarns.