Electroless Deposition of Cdte on Stainless Steel 304 Substrates By
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Electronic Supplementary Material (ESI) for Chemcomm. This Journal Is © the Royal Society of Chemistry 2016
Electronic Supplementary Material (ESI) for ChemComm. This journal is © The Royal Society of Chemistry 2016 Colloidal Atomic Layer Deposition Growth of PbS/CdS Core/Shell Quantum Dots Michel Nasilowski,a Lea Nienhaus,a Sophie N. Bertram,a Moungi. G. Bawendia,* Department of Chemistry, Massachusetts Institute of Technology, Cambridge, Massachusetts 02139, USA. *e-mail: [email protected] Supplementary Information Experimental methods Chemicals: Sulfur (Aldrich, 99.998%), oleylamine (OLA, Aldrich, technical grade 70%), lead chloride (PbCl2, Alfa-Aesar, 99.999%), hexanes (Omnisolv, 98.5%), formamide (FA, Sigma-Aldrich, >99%), ammonium sulfide ((NH4)2S, Strem, 40-44% aqueous solution), cadmium acetate dihydrate (Cd(Ac)2, Sigma-Aldrich 98%), cadmium oxide (CdO, Alfa-Aesar, 99.998%), oleic acid (OA, Alfa-Aesar, technical grade 90%) and tetracholorethylene (Alfa-Aesar, 99%) were used without further purification. Cd(OA)2: 1.28 g of cadmium oxide in 20 mL of oleic acid was heated at 160°C for 1 hour under nitrogen until colorless. The solution was then degassed under vacuum at 70°C for 30 min. Synthesis of PbS QDs: The synthesis of PbS QDs was adapted from a previously reported procedure.1,2 0.080g of sulfur in 7.5 mL OLA was heated at 120°C for 20 min under nitrogen bubbling and stirring. 0.83g of PbCl2 in 15 mL OLA was degassed for 30 minutes at room temperature, then under nitrogen, the temperature was increased to 120°C (with a vacuum pull at 110°C for ~5min). Once the temperature was stable at 120°C, 2.5mL of the sulfur solution was swiftly injected into the lead solution. -

Oiv-Ma-As313-21.Pdf
COMPENDIUM OF INTERNATIONAL ANALYSIS OF METHODS - OIV Metatartaric acid Method OIV-MA-AS313-21 Type IV method Determination of the presence of metatartaric acid (Resolution Oeno 10/2007) 1. Introduction Metatartaric acid added to the wine to avoid tartaric precipitation is traditionally proportioned by the difference between the total tartaric acid following hot hydrolysis of metatartaric acid and natural tartaric acid preceding hydrolysis. However, taking into account the precision of the determination of tartaric acid, traces of metatartaric acid are not detectable by this method, and the additive, which is not accepted in certain countries, must therefore be characterised using a more specific method. 2. Scope Wines likely to contain traces of metatartaric acid. 3. Principle In relatively acid mediums, metatartaric acid forms an insoluble precipitate with cadmium acetate; it is the only one of all the elements present in must and wine to give such a precipitate . Note: Tartaric acid is also precipitated with cadmium acetate, but only in the presence of an alcohol content greater than 25% vol. The precipitate redissolves in water, unlike the precipitate obtained with metatartaric acid. The cadmium precipitate of metatartaric acid breaks down by heating with sodium hydroxide and releases tartaric acid. The latter produces a specific orange colour with ammonium metavanadate. 4. Reagents 4.1 Cadmium acetate solution at 5 p.100 4.1.1 Dihydrated cadmium acetate at 98% 4.1.2 Pure acetic acid 4.1.3 Distilled or demineralized water OIV-MA-AS313-21 : R2007 1 COMPENDIUM OF INTERNATIONAL ANALYSIS OF METHODS - OIV Metatartaric acid 4.1.4 Cadmium acetate solution: dissolve 5 g of cadmium acetate (4.1.1) in 99 mL of water (4.1.3) add 1 mL of pure acetic acid (4.1.2) 4.2 Sodium hydroxide 1M 4.3 Sulfuric acid 1M 4.4 Solution of ammonium metavanadate 2% w/v 4.4.1 Ammonium metavanadate 4.4.2 Trihydrated sodium acetate at 99% 4.4.3 Sodium acetate solution at 27 p. -

Emerging Next Generation Solar Cells: Route to High Efficiency and Low Cost
International Journal of Trend in Scientific Research and Development, Volume 1(4), ISSN: 2456-6470 www.ijtsrd.com Emerging Next Generation Solar Cells: Route to High Efficiency and Low Cost M. S. Sadek* M. J. Rashid Dept. of Electrical and Electronic Engineering, Dept. of Electrical and Electronic Engineering, Southeast University, University of Dhaka, Dhaka, Bangladesh Dhaka, Bangladesh M.A. Zaman Z. H. Mahmood Dept. of Electrical and Electronic Engineering, Prime Dept. of Electrical and Electronic Engineering, University University of Dhaka, Dhaka, Bangladesh Dhaka, Bangladesh Abstract including their structural morphology, electrical and Generation of clean energy is one of the main optical properties. The excellent state of the art challenges of the 21st century. Solar energy is the technology, advantages and potential research issues most abundantly available renewable energy source yet to be explored are also pointed out. which would be supplying more than 50% of the global electricity demand in 2100.Solar cells are used Keywords -Solar Cells, Thin film, Silicon, Organic, to convert light energy into electrical energy directly Perovskite, DSSC, CZTS, Efficiency, Costs. with an appeal that it does not generate any harmful bi-products, like greenhouse gasses. The I. INTRODUCTION manufacturing of solar cells is actually based on the types of semiconducting or non-semiconducting Based on different technologies and materials, the materials used and commercial maturity. From the solar cells can be grouped into three different very beginning of the terrestrial use of Solar Cells, generations. First generation or c-Si solar cells are efficiency and costs are the main focusing areas of most dominant photovoltaic (PV) technology even research. -
Solar Frontier Breaks CZTS Cell Efficiency Record World-Record 12.6% Cell Efficiency Achieved with IBM and TOK
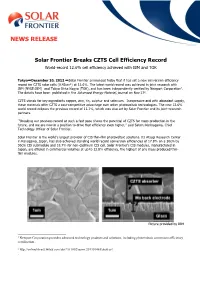
NEWS RELEASE Solar Frontier Breaks CZTS Cell Efficiency Record World-record 12.6% cell efficiency achieved with IBM and TOK Tokyo-December 10, 2012 -Solar Frontier announced today that it has set a new conversion efficiency record for CZTS solar cells (0.42cm²) at 12.6%. The latest world record was achieved in joint research with IBM (NYSE:IBM) and Tokyo Ohka Kogyo (TOK), and has been independently verified by Newport Corporation1. The details have been published in the Advanced Energy Material, journal on Nov 272. CZTS stands for key ingredients copper, zinc, tin, sulphur and selenium. Inexpensive and with abundant supply, these materials offer CZTS a cost-competitive advantage over other photovoltaic technologies. The new 12.6% world record eclipses the previous record of 11.1%, which was also set by Solar Frontier and its joint-research partners. “Breaking our previous record at such a fast pace shows the potential of CZTS for mass production in the future, and we are now in a position to drive that efficiency even higher,” said Satoru Kuriyagawa, Chief Technology Officer of Solar Frontier. Solar Frontier is the world’s largest provider of CIS thin-film photovoltaic solutions. Its Atsugi Research Center in Kanagawa, Japan, has also achieved standing world record conversion efficiencies of 17.8% on a 30cm by 30cm CIS submodule and 19.7% for non-cadmium CIS cell. Solar Frontier’s CIS modules, manufactured in Japan, are offered in commercial volumes at up to 13.8% efficiency, the highest of any mass produced thin- film modules. Picture provided by IBM 1 Newport Corporation provides advanced technology products and solutions, including photovoltaic conversion efficiency certification. -

Qt4gj5w6d6 Nosplash 07E474c
This is an open access article published under a Creative Commons Attribution (CC-BY) License, which permits unrestricted use, distribution and reproduction in any medium, provided the author and source are cited. Article Cite This: ACS Omega 2019, 4, 5486−5495 http://pubs.acs.org/journal/acsodf Mechanochemical Synthesis, Accelerated Aging, and Thermodynamic Stability of the Organic Mineral Paceite and Its Cadmium Analogue ‡ † ‡ † § ‡ § Shaodi Li, , Igor Huskic,́, Novendra Novendra, Hatem M. Titi, Alexandra Navrotsky,*, ‡ and Tomislav Frisčič*́, ‡ Department of Chemistry, McGill University, 801 Sherbrooke St. W., H3A 0B8 Montreal, Canada § Peter A. Rock Thermochemistry Laboratory and NEAT ORU, University of California Davis, One Shields Avenue, Davis, California 95616, United States *S Supporting Information ABSTRACT: We demonstrate the use of ball milling mechanochemistry for rapid, simple, and materials-efficient · synthesis of the organic mineral paceite CaCu(OAc)4 6H2O (where OAc− is the acetate ion), composed of coordination polymer chains containing alternating Ca2+ and Cu2+ ions, as · well as its cadmium-based analogue CaCd(OAc)4 6H2O. While the synthesis of paceite in aqueous solutions requires a high excess of the copper precursor, mechanochemistry permits the use of stoichiometric amounts of reagents, as well as the use of poorly soluble and readily accessible calcium carbonate or hydroxide reactants. As established by thermochemical measurements, enthalpies of formation of both synthetic paceite and its cadmium analogue relevant to the mechanochemical reactions are highly exothermic. Reactions can also be conducted using accelerated aging, a synthetic technique that mimics geological processes of mineral weathering. Accelerated aging reactivity involving copper(II) acetate monohydrate (hoganite) and calcium carbonate (calcite) provides a potential explanation of how complex organic minerals like paceite could form in a geological environment. -

Synthesis and Characterization of Surface-Capped, Size-Quantized Cds Clusters
1322 J. Am. Chem. SOC.1990, I12, 1322-1 326 Synthesis and Characterization of Surface-Capped, Size-Quantized CdS Clusters. Chemical Control of Cluster Size Norman Henon,**+Ying Wang,+ and Hellmut Eckert* Contribution No. 4743 from E.I. du Pont de Nemouts & Company, Central Research and Development Department, P.O.Box 80328, Wilmington, Delaware 19880-0328, and Department of Chemistry, University of California at Santa Barbara, Santa Barbara, California 93106. Received May 8, I989 Abstract: Clusters of CdS in the quantum confinement regime C5O-A diameter are prepared in a rational technique whereby the cluster size and its distribution are controlled by chemical means. Competitive reaction chemistry between CdS core cluster growth and surface capping by thiophenolateleads to clusters whose core is essentially sphalerite CdS but whose reactive surface has been passivated by covalently attached phenyl groups. Adjustment of the sulfide to thiophenol ratio during synthesis takes advantage of the competitive reaction rates of these species with Cd ions to control the eventual cluster size. The clusters remain soluble in several organic solvents but may be isolated as stable powders and subsequently redissolved. The Cd "'NMR data for this series of capped clusters confirm the presence of sphalerite CdS as the cluster core and the increasing percentage of Cd involved in this core as the S/SPh ratio increases. Optical properties demonstrate well-behaved absorption edge and emission band shifts with development of exciton features as the clusters grow. Colloidal semiconductor species are currently under intense combustion (C + H) and atomic absorption were performed by Galbraith investigation as examples of nonmolecular materials that dem- Co., Knoxville, TN. -

Synthesis of Earth Abundant Nanomaterials for Flexible Solar Cell Applications1 Sharp Laboratories of America, Oregon State University
ORNL Manufacturing Demonstration Facility Technical Collaboration Final Report Synthesis of Earth Abundant Nanomaterials for Flexible Solar Cell Applications1 Sharp Laboratories of America, Oregon State University Project ID: MDF-TC-2013-021 Start Date: 08/05/2013 Completion Date: 08/31/2014 Company Size: Large business Summary The collaboration between Sharp Laboratories of America (SLA), Oregon State University (OSU) and ORNL focused on low thermal budget pulse thermal processing (PTP) technique to develop high performance copper zinc tin sulfide (CZTS) thin film system for advanced photovoltaic (PV) applications, with the goal to develop novel fabrication processes for the manufacture of low-cost, high-performance PV modules. Significant improvements in crystallinity and morphology of nanoparticle CZTS thin films and kesterite phase control were achieved by low thermal budget photonic curing. The combination of pulse thermal processing technology and inexpensive, high performance nanoparticle coatings shows promise for the development of a sustainable CZTS PV technology. Background Considerable effort is being employed to reduce the levelized cost of energy for photovoltaic systems to more favorably compete with standard utility based energy sources. Manufacturing concepts are being applied to enhance performance and/or reduce cost through nanomaterials and nanostructures. Here, we investigated the impact of low temperature photonic curing on the performance of copper zinc tin sulfide/selenide (CZTS) system—a promising earth-abundant absorber layer for printed solar cells. CZTS nanoparticle inks are of interest for high performance PV cell development at low temperatures below 500°C. OSU and Sharp Labs are working together on the development of a microwave-based nanoparticle synthesis method to improve kinetics, selectivity, purity, and yield of nanoparticle for high efficiency flexible PV development. -
VIPV Position Paper Final Version.Pdf
VIPV Position Paper Vehicle-integrated Photovoltaics (VIPV) as a core source for electricity in road transport Lightyear One, 2019 Content 1. Political Context............................................................................................................................... 1 2. Introduction to the VIPV Market ..................................................................................................... 2 2.1 Passenger Cars ............................................................................................................................... 3 2.2 Light- and Heavy-Duty Vehicles ..................................................................................................... 5 3. The Motivation for VIPV .................................................................................................................. 6 3.1 General Benefits of VIPV ............................................................................................................... 6 3.2 VIPV Energy Flow Model ............................................................................................................... 8 3.3 Environmental Benefits in Comparison to the German Grid Mix ................................................. 9 4. Requirements and To-Dos for VIPV ............................................................................................... 11 4.1 Important Selection Criteria for VIPV .......................................................................................... 11 4.2 Technological Requirements -

Thin-Film Cadmium Telluride Photovoltaics: ES&H Issues, Solutions, and Perspectives
February 1998 • NREL/TP-520-24057 Thin-Film Cadmium Telluride Photovoltaics: ES&H Issues, Solutions, and Perspectives Ken Zweibel, NREL Paul Moskowitz, BNL Vasilis Fthenakis, BNL National Renewable Energy Laboratory 1617 Cole Boulevard Golden, Colorado 80401-3393 A national laboratory of the U.S. Department of Energy Managed by Midwest Research Institute for the U.S. Department of Energy under contract No. DE-AC36-99-GO10337 Prepared under Task no. PV804401 February 1998 NOTICE The submitted manuscript has been offered by an employee of the Midwest Research Institute (MRI), a contractor of the US Government under Contract No. DE-AC36-99GO10337. Accordingly, the US Government and MRI retain a nonexclusive royalty-free license to publish or reproduce the published form of this contribution, or allow others to do so, for US Government purposes. This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof. -

Chemical Names and CAS Numbers Final
Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number C3H8O 1‐propanol C4H7BrO2 2‐bromobutyric acid 80‐58‐0 GeH3COOH 2‐germaacetic acid C4H10 2‐methylpropane 75‐28‐5 C3H8O 2‐propanol 67‐63‐0 C6H10O3 4‐acetylbutyric acid 448671 C4H7BrO2 4‐bromobutyric acid 2623‐87‐2 CH3CHO acetaldehyde CH3CONH2 acetamide C8H9NO2 acetaminophen 103‐90‐2 − C2H3O2 acetate ion − CH3COO acetate ion C2H4O2 acetic acid 64‐19‐7 CH3COOH acetic acid (CH3)2CO acetone CH3COCl acetyl chloride C2H2 acetylene 74‐86‐2 HCCH acetylene C9H8O4 acetylsalicylic acid 50‐78‐2 H2C(CH)CN acrylonitrile C3H7NO2 Ala C3H7NO2 alanine 56‐41‐7 NaAlSi3O3 albite AlSb aluminium antimonide 25152‐52‐7 AlAs aluminium arsenide 22831‐42‐1 AlBO2 aluminium borate 61279‐70‐7 AlBO aluminium boron oxide 12041‐48‐4 AlBr3 aluminium bromide 7727‐15‐3 AlBr3•6H2O aluminium bromide hexahydrate 2149397 AlCl4Cs aluminium caesium tetrachloride 17992‐03‐9 AlCl3 aluminium chloride (anhydrous) 7446‐70‐0 AlCl3•6H2O aluminium chloride hexahydrate 7784‐13‐6 AlClO aluminium chloride oxide 13596‐11‐7 AlB2 aluminium diboride 12041‐50‐8 AlF2 aluminium difluoride 13569‐23‐8 AlF2O aluminium difluoride oxide 38344‐66‐0 AlB12 aluminium dodecaboride 12041‐54‐2 Al2F6 aluminium fluoride 17949‐86‐9 AlF3 aluminium fluoride 7784‐18‐1 Al(CHO2)3 aluminium formate 7360‐53‐4 1 of 75 Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number Al(OH)3 aluminium hydroxide 21645‐51‐2 Al2I6 aluminium iodide 18898‐35‐6 AlI3 aluminium iodide 7784‐23‐8 AlBr aluminium monobromide 22359‐97‐3 AlCl aluminium monochloride -

$1/W Photovoltaic Systems
U.S. Department of Energy Advanced Research Projects Agency‐Energy Energy Efficiency and Renewable Energy $1/W Photovoltaic Systems White Paper to Explore A Grand Challenge for Electricity from Solar DISCLAIMER: The purpose of this paper is to facilitate discussion among participants in the “$1/W Systems: A Grand Challenge for Electricity from Solar” Workshop, to be held on August 10‐11, 2010 in Washington, DC. This paper does not represent, reflect, or endorse an existing, planned, or proposed policy of the U.S. Government, including but not limited to the U.S. Department of Energy. The U.S. Department of Energy does not guarantee the accuracy, relevance, timeliness, or completeness of information herein, and does not endorse any sources used to obtain this information. As such, this paper is not subject to the Information Quality Act and implementing regulations and guidelines. $1/Watt White Paper 1 | Page U.S. Department of Energy Advanced Research Projects Agency‐Energy Energy Efficiency and Renewable Energy I. Introduction A key plank of the Obama Administration’s Energy Policy is to put the country on a path to reduce Green House Gas (GHG) Emissions by 80% by 2050. Solar energy technology has the potential to play a major role in achieving this goal but to date has been limited by high costs. The U.S. Department of Energy (DOE) estimates that a $1/watt installed photovoltaic solar energy system – equivalent to 5‐6 cents/kWh – would make solar without additional subsidies competitive with the wholesale rate of electricity, nearly everywhere in the US. A solar energy system priced at $1/Watt would unlock the potential of the sun to provide low‐cost, clean limitless electricity to the U.S. -

Final Report: Sintered CZTS Nanoparticle Solar Cells on Metal Foil
Final Report: Sintered CZTS Nanoparticle Solar Cells on Metal Foil July 26, 2011 — July 25, 2012 Craig Leidholm, Charlie Hotz, Alison Breeze, Chris Sunderland, Wooseok Ki, and Don Zehnder Solexant Corp. San Jose, California NREL Technical Monitor: Brian Keyes NREL is a national laboratory of the U.S. Department of Energy, Office of Energy Efficiency & Renewable Energy, operated by the Alliance for Sustainable Energy, LLC. Subcontract Report NREL/SR-5200-56501 September 2012 Contract No. DE-AC36-08GO28308 Final Report: Sintered CZTS Nanoparticle Solar Cells on Metal Foil July 26, 2011 — July 25, 2012 Craig Leidholm, Charlie Hotz, Alison Breeze, Chris Sunderland, Wooseok Ki, and Don Zehnder Solexant Corp. San Jose, California NREL Technical Monitor: Brian Keyes Prepared under Subcontract No. NEU-1-40054-03 NREL is a national laboratory of the U.S. Department of Energy, Office of Energy Efficiency & Renewable Energy, operated by the Alliance for Sustainable Energy, LLC. National Renewable Energy Laboratory Subcontract Report 15013 Denver West Parkway NREL/SR-5200-56501 Golden, Colorado 80401 September 2012 303-275-3000 • www.nrel.gov Contract No. DE-AC36-08GO28308 This publication was reproduced from the best available copy submitted by the subcontractor and received no editorial review at NREL. NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights.