Energy Analysis and Diagnostics in Wood Manufacturing Industry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Microscopic Study on the Composites of Wood and Polypropylene*1
「森林総合研究所研究報告」(Bulletin of FFPRI),Vol. 1, No. 1 (No.382), 115-122, March, 2002 論 文(Original Article) Microscopic Study on the Composites of Wood and Polypropylene*1 FUJII Tomoyuki*2 and QIN Te-fu *3 Abstract Optical and scanning electron microscopies coupled with a thin-sectioning method and a chemical treatment to remove cell wall material were adopted to investigate morphologically the dispersion of wood fillers and the interface between the wood and polypropylene (PP) matrices in injection-molding composites. Wood fillers were well dispersed in PP matrix with a tendency toward longitudinal and concentric orientation. The interface between wood and PP was well illustrated by the chemical digestion method. It was demonstrated with this method that PP can penetrate into macro-cavities such as fiber lumina inside wood particles through cracks of inter- and intra-wall fractures and comprises a three-dimensional network within the particles and also connecting to PP matrix outside. Wood fillers were always completely isolated and covered by PP probably owing to their high wetability at their interface, although this did not directly result in stiff chemical bonding. This suggests that the chemical bonding of wood fillers and PP matrix is more important for the improvement of the adhesion properties than the surface compatibility. Keywords: composite wood, polypropylene, morphology, SEM, optical microscopy Introduction is that the resulting composites usually have a significantly reduced impact and tensile strength due to poor adhesion There has recently been a dramatic increase of interest between the hydrophilic filler material and hydrophobic in using biomass such as wood fibers, oil palm fibers and thermoplastic. -

Overview of Baltic Forest and Wood Industry | I
23. Internationales Holzbau-Forum IHF 2017 Overview of Baltic Forest and Wood Industry | I. Erele, H. Välja, K. Klauss 1 Overview of Baltic Forest and Wood Industry Ieva Erele Latvian Forest Industry Federation Riga, Latvia Henrik Välja Estonian Forest and Wood Industries Association Kristaps Klauss Latvian Forest Industry Federation Riga, Latvia 23. Internationales Holzbau-Forum IHF 2017 2 Overview of Baltic Forest and Wood Industry | I. Erele, H. Välja, K. Klauss 23. Internationales Holzbau-Forum IHF 2017 Overview of Baltic Forest and Wood Industry | I. Erele, H. Välja, K. Klauss 3 Overview of Baltic Forest and Wood Industry We can certainly call Baltic states the land of forests. Almost every inhabitant is related to forest, forestry and forest products in one or another way. Since long ago wood has been used in heating, construction, production of furniture and other household items. Today forest sector and its wood processing industry have developed into one of the most important sectors of the regional economy. And despite the fact that it occupies only 4,1% of the EU's territory, the commercial forest stock accounts for 6,3% of the EU. Forest has deep roots into Baltic States culture traditions, as well as provides opportunities for spending free time in forest hunting, in sports activities or picking berries and mush- rooms. And furthermore, there are large nature values in our forests that in some cases are unique not only on European, but also global level. However, it’s not an opportunity because it’s simply here. The forest that grows by itself represents beautiful nature values, but it becomes „the green gold” because we have learned to use and manage it wisely – by protecting nature values, by securing resources for national growth and contributing to the wellbeing of our society. -

Wood Industry Report
Wood Industry Report Submitted by Tim Jenks Prosperity Region 3 Wood Industry Proposed Five Year Action Plan Introduction The Wood Products Industries form a broad sector of business activity in Northern Michigan, and particularly in the eleven counties of Region 3. An MSU Extension study in 2012 described the forest industry as “Michigan’s third largest manufacturing sector,” supporting “about 136,000 jobs and adding $17 billion to Michigan’s economy.” (MSUE, 2012) While timber harvests could increase somewhat above their current levels, the greatest opportunity for economic growth lies in the added value provided by manufacturing wood products. Timber harvest, sawmill operations, and wood products manufacturing represent traditional industries for the people of this area of Michigan. The sector offers long- term sustainability, opportunities for positive environmental impact, and lifestyle compatibility. The actions proposed in this section will work to stabilize and maintain the existing industry, as well as to promote the establishment and growth of new entrepreneurial businesses. Overview of the Wood Products Industry Sector The “Wood Industry” sector includes a supply chain of related goods and services, ranging from harvesters to cut the trees to skilled crafts who create finished products. In addition, the sector supports large trucking operations, heavy equipment for harvesting and loading, maintenance services, and other support businesses. Harvesters Harvesters comprise a number of small businesses with a large investment in capital equipment. They sometimes own “tree farm” land, but more often bid on contracts to cut timber, either in behalf of a sawmill, or to sell independently to a sawmill. Northern Michigan’s forest lands – including extensive Federal and State holdings – continue to experience net growth every year. -

Naval Stores Review and JOURNAL of TRADE
Naval Stores Review AND JOURNAL OF TRADE A WEEKLY PAPER FOR NAVAL STORES PRODUCERS, FACTORS, EXPORTERS AND DEALERS, AND MANUFACTURERS OF SOAPS, VARNISHES, PAPER, PRINTING INKS, ETC. “Vor. XXX1, No: 4 SAVANNAH, GA., SATURDAY, APRIL 23, 1921 _ Price $5.00 PER ANNUM J. A. G. CARSON, President H. L. KAYTON, Vice-President J. A. G. CARSON, Jr., Vice-President W. H. BARBER CO. C. H. CARSON, Vice-President at Jacksonville 3650 SOUTH HOMAN AVENUE CHICAGO, ILL. Carson Rosin, Turpentine Naval Stores Company Pine Oil, Etc. Organized in 1879. Oldest House in the Business. DIRECT SHIPMENT FROM SOUTH. BUYERS, FACTORS IT WILL PAY YOU TO -ECURE OUR PRICES. AND PRODUCERS, PLACE YOUR OFFERS WITH US. WHOLESALE GROCERS PRINCIPAL OFFICE BRANCH OFFICE SAVANNAH, GEORGIA JACKSONVILLE, FLORIDA SALES DEPARTMENT National Bank Building Atlantic National Bank Building With an organization unsurpassed and ample means at our Gillican-Chipley command, our facilities for handling your business are second to none Company, Inc. ‘WE INVITE YOUR CORRESPONDENCE NEW ORLEANS, LA. DOMESTIC SALES OFFICES AND AGENCIES IT i Columbia Naval Stores Company OF DELAWARE Progyced, Digtiied ond Oistriduted Fy GILLICAN-CHIPL Head Office: SAVANNAH, GA. COMPANY ine. NEW ORLEANS, LA. U.S.A. TEMAND RURE GUA TURPENTINE ) NEW YORK - - : x . 17 Battery Place BOSTON = - - 88 Broad Street, Room 322 PRODUCERS, DEALERS PHILADELPHIA Dowdy Bros, Lafayette Building AND PITTSBURGH E. E. Zimmerman, Bessemer Building EXPORTERS CHICAGO - - 155 North Clark Street CINCINNATI - 2 - - 320 Gwynne Building OF CLEVELAND - 372 Kirby Building, (Grund & Krause) DETROIT - Western Rosin & Turpentine Co., Palmer Ave. Rosin—Turpentine - SAVANNAH WEEKLY NAVAL STORES REVIEW AND JOURNAL OF TRADE JOHN E. -

Adaptive Model Building Framework for Production Planning in the Primary Wood Industry
Article Adaptive Model Building Framework for Production Planning in the Primary Wood Industry Matthias Kaltenbrunner * , Maria Anna Huka and Manfred Gronalt Institute of Production and Logistics, Department of Economics and Social Sciences, BOKU–University of Natural Resources and Life Science, Feistmantelstrasse 4, 1180 Vienna, Austria; [email protected] (M.A.H.); [email protected] (M.G.) * Correspondence: [email protected] Received: 29 October 2020; Accepted: 23 November 2020; Published: 26 November 2020 Abstract: Production planning models for the primary wood industry have been proposed for several decades. However, the majority of the research to date is concentrated on individual cases. This paper presents an integrated adaptive modelling framework that combines the proposed approaches and identifies evolving planning situations. With this conceptual modelling approach, a wide range of planning issues can be addressed by using a solid model basis. A planning grid along the time and resource dimensions is developed and four illustrative and interdependent application cases are described. The respective mathematical programming models are also presented in the paper and the prerequisites for industrial implementation are shown. Keywords: production planning; sawmill; modelling framework; mathematical programming; integrated planning 1. Introduction In production planning, the quantities to be produced are planned taking into account capacities, processes, the availability of raw materials and demanded products. In the primary wood industry, logs are used as raw materials in sawmills and processed into many intermediate products for further processing. These value-adding processes are usually carried out at one location. Three different value-added stages—sawing, drying and planing—are performed by a sawmill. -

Forest Sector and Primary Forest Products Industry Contributions to the Economies of the Southern States: 2011 Update
J. For. 113(2):205–209 BRIEF COMMUNICATION http://dx.doi.org/10.5849/jof.14-054 economics Forest Sector and Primary Forest Products Industry Contributions to the Economies of the Southern States: 2011 Update Consuelo Brandeis and Donald G. Hodges The analysis in this article provides an update on the southern forest sector economic activity after the down- 2009 figures. Information on the economic turn experienced in 2008–2009. The analysis was conducted using Impact Analysis for Planning (IMPLAN) software contribution of forest industries and trends in and data sets for 2009 and 2011 and results from the USDA Forest Service Timber Products Output latest survey of roundwood consumption before and through primary wood processing mills. Although improving economic conditions are reflected by increased mill roundwood the recession can be found in Hodges et al. consumption during 2011, the forest industry’s economic contribution improved slightly but not across all states. At the (2012) and Brandeis et al. (2012). regional scale, the sector displayed a downward trend in employment, value added, and number of active primary mills. Data Sources and Methodology Keywords: southern forest products industry, economic contribution, economic contribution, timber harvest, We conducted two analyses, one esti- North American Industry Classification System (NAICS) mating the economic contribution of the forest sector and one estimating the contri- Ͼ bution of a subset of industries compris- he southern forest products sector starts dropped from a high of 2 million units ing primary forest products mills. Primary makes significant contributions to to a low of 554,000 units (Census Bureau mills use logs, either whole or chipped, to the economies of the southern states 2014). -

Evaluation of Niche Markets for Small Scale Forest Products Companies
Evaluation of Niche Markets For Small Scale Forest Products Companies Jan J. Hacker Resource Analytics May, 2006 Federal Project Number: MN 03-DG-11244225-492 This Report was Prepared Under an Award from the U.S.D.A. Forest Service and WestCentral Wisconsin Regional Planning Commission 1 Table of Contents 1.0 Introduction.....................................................................................................................3 2.0 Niche Markets in General ...............................................................................................4 3.0 Efforts Undertaken to Help Industries Identify and Enter Niche Markets .....................6 3.1 Direct Technical Assistance to Forest Products Firms .........................................7 3.2 Specialized Research and Marketing Assistance..................................................8 3.3 Establishment of Specialized Networks & Locally Based Programs .................11 4.0 Niche Markets Due to Technology...............................................................................21 5.0 Niche Markets Due to Customer Choice/Specifications and Preferences....................26 6.0 Niche Markets Due to Unique Products or Species .....................................................33 6.1 Unique Products..................................................................................................33 6.2 Unique Species....................................................................................................42 7.0 Niche Markets Resulting From Regulatory Policies -

WOOD IDENTIFICATION -A REVIEW' Elisabeth A. Wheeler2 & Pieter Baas3
IAWA Journal, Val. 19 (3), 1998: 241-264 WOOD IDENTIFICATION -A REVIEW' by Elisabeth A. Wheeler2 & Pieter Baas 3 SUMMARY Wood identification is of value in a variety of contexts - commercial, forensic, archaeological and paleontological. This paper reviews the basics of wood identification, including the problems associated with different types of materials, lists commonly used microscopic and mac roscopic features and recent wood anatomical atlases, discusses types ofkeys (synoptic, dichotomous, and multiple entry), and outlines some work on computer-assisted wood identification, Key words: Wood identification, keys, computer-aided wood identifi cation, INTRODUCTION In the last decade, computerized keys have made the identification of uncommon woods easier, Nevertheless, 'traditional' methods remain important because often they are more efficient and convenient, particularly for common commercial woods, This paper discusses some applications of wood identification, logistics, the macroscopic and microscopic features used for wood identification (particularly for hardwoods, i.e" dicotyledonous angiosperms), identification procedures, some recent computer aided wood identification projects, and the need for additional work. APPLICATIONS Proper processing of wood, especially drying, depends upon correct species identifi cation because different species and species groups require different protocols. When problems arise during wood processing (drying, machining, or finishing), one of the first questions asked is whether the wood was correctly identified. Customs officials need to know whether logs, timbers, or wood products are cor rectly labeled so that tariffs can be properly assessed and trade regulations enforced. The International Timber Trade Organization (ITTO) has proposed limiting interna tional trade to timber that is cut from sustainably managed concessions. Verifying the source and identity of timber in order to enforce bans on trade in woods of endan gered species will require wood identification skills (Baas 1994). -

IAWA List of Microscopic Features for Softwood Identification 1
IAWA List of microscopic features for softwood identification 1 IAWA LIST OF MICROSCOPIC FEATURES FOR SOFTWOOD IDENTIFICATION IAWA Committee Pieter Baas – Leiden, The Netherlands Nadezhda Blokhina – Vladivostok, Russia Tomoyuki Fujii – Ibaraki, Japan Peter Gasson – Kew, UK Dietger Grosser – Munich, Germany Immo Heinz – Munich, Germany Jugo Ilic – South Clayton, Australia Jiang Xiaomei – Beijing, China Regis Miller – Madison, WI, USA Lee Ann Newsom – University Park, PA, USA Shuichi Noshiro – Ibaraki, Japan Hans Georg Richter – Hamburg, Germany Mitsuo Suzuki – Sendai, Japan Teresa Terrazas – Montecillo, Mexico Elisabeth Wheeler – Raleigh, NC, USA Alex Wiedenhoeft – Madison, WI, USA Edited by H.G. Richter, D. Grosser, I. Heinz & P.E. Gasson © 2004. IAWA Journal 25 (1): 1–70 Published for the International Association of Wood Anatomists at the Nationaal Herbarium Nederland, Leiden, The Netherlands 2 IAWA Journal, Vol. 25 (1), 2004 IAWA List of microscopic features for softwood identification 3 2 IAWA Journal, Vol. 25 (1), 2004 IAWA List of microscopic features for softwood identification 3 PREFACE A definitive list of anatomical features of softwoods has long been needed. The hard- wood list (IAWA Committee 1989) has been adopted throughout the world, not least because it provides a succinct, unambiguous illustrated glossary of hardwood charac- ters that can be used for a variety of purposes, not just identification. This publication is intended to do the same job for softwoods. Identifying softwoods relies on careful observation of a number of subtle characters, and great care has been taken to show high quality photomicrographs that remove most of the ambiguity that definitions alone would provide. Unlike the Hardwood Committee, the Softwood Committee never met in its full com- position. -
A Formaldehyde-Free, Sustainable Alternative for the Engineered
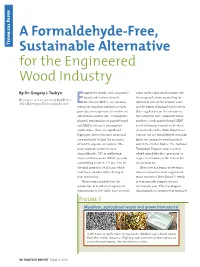
Paper A Formaldehyde-Free, Technical Sustainable Alternative for the Engineered Wood Industry By Dr. Gregory J. Tudryn ngineered woods, such as particle come under substantial scrutiny due board and medium density to rising costs (now accounting for Ecovative is a recipient of RadTech’s fiberboard (MDF), are common upward of 30% of the product cost) 2014 Emerging Technology Award. Ewithin the furniture industry as each and detrimental human health effects. provides an inexpensive alternative to State regulations on the emission of solid wood construction. Although the formaldehyde from composite wood physical performance of particle board products (such particle board, MDF and MDF is adequate for furniture and hardwood plywood) and federal applications, there are significant amendments to the Toxic Substances legislative drivers for safer structural Control Act set formaldehyde emission core materials to limit the emission limits for composite wood products of volatile organic compounds. The sold in the United States. The National most common resins are urea Toxicology Program most recently formaldehyde (UF) or methylene added formaldehyde, a precursor to diphenyl diisocyanate (MDI), typically engineered woods, to the federal list constituting between 7% and 10% of of carcinogens. the final product’s total mass, which Ecovative has begun to develop a emit toxic volatiles either during or drop-in replacement for engineered post production. wood products (Myco Board™) which These resins instituted in the is economically competitive and production of traditional engineered intrinsically safe. This mycological wood products (UF, MDI) have recently biocomposite is comprised of biobased Figure 1 Mycelium, agricultural waste and grown biomaterial (Left) 140x magnification of mycelium; (Middle) agricultural waste from the cotton industry; (Right) grown biomaterial that serves as protective packaging, the mycelium is white. -

2020 State of the Industry
TABLE OF CONTENTS SECRETARY OF AGRICULTURE INTRODUCTION ........................................................... 3 HARDWOODS DEVELOPMENT COUNCIL ......................................................................... 4 PENNSYLVANIA’S HARDWOOD INDUSTRY ...................................................................... 6 PENNSYLVANIA’S FOREST RESOURCE ............................................................................. 13 GOVERNOR’S GREEN RIBBON TASK FORCE .................................................................. 17 DEPARTMENT OF CONSERVATION AND NATURAL RESOURCES .......................... 19 DOMESTIC MARKETING ....................................................................................................... 21 INTERNATIONAL MARKETING ............................................................................................ 22 PENNSYLVANIA WOODMOBILE ......................................................................................... 24 WOOD IS GREEN ..................................................................................................................... 26 FOREST PESTS – INVASIVE SPECIES .................................................................................. 27 PENNSYLVANIA HARDWOOD UTILIZATION GROUPS ................................................ 29 Allegheny Hardwood Utilization Group .................................................................................... 30 Keystone Wood Products Association ...................................................................................... -
Industry Structure and Market Potential for Value-Added Wood Products in Northwest Louisiana
July 2000 Bulletin Number 872 Industry Structure and Market Potential for Value-added Wood Products in Northwest Louisiana Richard P. Vlosky and N. Paul Chance This research was made possible by grants from the U.S. Department of Commerce, Economic Development Administration, The Coordinating & Development Corporation in Shreveport, Louisiana, and the Louisiana Agricultural Experiment Station. Louisiana State University Agricultural Center William B. Richardson, Chancellor Louisiana Agricultural Experiment Station R. Larry Rogers, Vice Chancellor and Director The Louisiana Agricultural Experiment Station provides equal opportunities in programs and employment. 2 Industry Structure and Market Potential for Value-added Wood Products in Northwest Louisiana Richard P. Vlosky and N. Paul Chance1 1The authors are Associate Professor, Louisiana Forest Products Laboratory, School of Forestry, Wildlife, and Fisheries, Louisiana State University Agricultural Center, Baton Rouge, Louisiana; and President, Pro-Development Services, LLC., respectively. 3 Table of Contents Introduction ........................................................................................ 5 The Problem ........................................................................................ 6 Classifying Solid Wood Products ........................................................ 8 Overview ........................................................................................ 8 Objectives .......................................................................................