Millennium Class Tanker Structural Design – from Owner Experience to Shipyard Launching Ways
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Service Operations Vessel 9020 Standard
1. Click with cursor in the blank space above 2. Drag & Drop Picture (16:9 ratio) 3. Optional: add hyperlink to Damen.com product page to the picture SERVICE OPERATIONS VESSEL 9020 STANDARD PICTURE OF SIMILAR VESSEL GENERAL DECK LAY-OUT Basic functions To provide stepless access onto Lift 2 tonne lift connecting 4 access levels (option: 6) for continuous windfarm assets for technicians, tools access between warehouse, weather deck and WTG via optional and parts by access system, crane and gangway. daughter craft. in both Construction Pedestals - for optional crane Support and Service Operations. - for optional gangway system Classification DNV-GL Maritime, notation: Helicopter winch area on foreship, stepless access to warehouse, hospital. Option: X 1A1, Offshore Service Vessel, helideck D-size 21m COMF(C-3, V-3), DYNPOS(AUTR), CTV landing facilities 1 fixed steel landing at stern. Clean, SF, E0, DK(+), SPS, NAUT(OSV- 1 removable alum. landing SB / PS. A), BWM(T), Recyclable, Crane Flag ACCOMMODATION Owner Crew/ special personnel 15-20x crew, 40-45x SP, all single cabins provided with WiFi, LAN, telephone and audio / video entert. (VOD and sat. TV). DIMENSIONS Other facilities up to 6 Offices and 5 meeting/ conference rooms for Charterer’s Length overall 89.65 m use. Beam moulded 20.00 m 2 Recr.-dayrooms, reception, hospital, drying rooms (M/F), Depth moulded 8.00 m changing rooms (M/F), wellness area (gym and sauna). Draught base (u.s. keel) 4.80 (6.30) m Gross Tonnage 6100 GT NAUTICAL AND COMMUNICATION EQUIPMENT Nautical Radar X-band + S-band, ECDIS, Conning, GMDSS Area 1, 2 and CAPACITIES 3. -

Potential for Terrorist Nuclear Attack Using Oil Tankers
Order Code RS21997 December 7, 2004 CRS Report for Congress Received through the CRS Web Port and Maritime Security: Potential for Terrorist Nuclear Attack Using Oil Tankers Jonathan Medalia Specialist in National Defense Foreign Affairs, Defense, and Trade Division Summary While much attention has been focused on threats to maritime security posed by cargo container ships, terrorists could also attempt to use oil tankers to stage an attack. If they were able to place an atomic bomb in a tanker and detonate it in a U.S. port, they would cause massive destruction and might halt crude oil shipments worldwide for some time. Detecting a bomb in a tanker would be difficult. Congress may consider various options to address this threat. This report will be updated as needed. Introduction The terrorist attacks of September 11, 2001, heightened interest in port and maritime security.1 Much of this interest has focused on cargo container ships because of concern that terrorists could use containers to transport weapons into the United States, yet only a small fraction of the millions of cargo containers entering the country each year is inspected. Some observers fear that a container-borne atomic bomb detonated in a U.S. port could wreak economic as well as physical havoc. Robert Bonner, the head of Customs and Border Protection (CBP) within the Department of Homeland Security (DHS), has argued that such an attack would lead to a halt to container traffic worldwide for some time, bringing the world economy to its knees. Stephen Flynn, a retired Coast Guard commander and an expert on maritime security at the Council on Foreign Relations, holds a similar view.2 While container ships accounted for 30.5% of vessel calls to U.S. -
SIMPLIFIED MEASUREMENT TONNAGE FORMULAS (46 CFR SUBPART E) Prepared by U.S
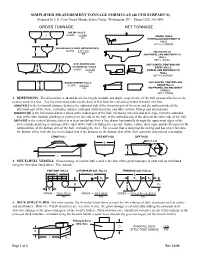
SIMPLIFIED MEASUREMENT TONNAGE FORMULAS (46 CFR SUBPART E) Prepared by U.S. Coast Guard Marine Safety Center, Washington, DC Phone (202) 366-6441 GROSS TONNAGE NET TONNAGE SAILING HULLS D GROSS = 0.5 LBD SAILING HULLS 100 (PROPELLING MACHINERY IN HULL) NET = 0.9 GROSS SAILING HULLS (KEEL INCLUDED IN D) D GROSS = 0.375 LBD SAILING HULLS 100 (NO PROPELLING MACHINERY IN HULL) NET = GROSS SHIP-SHAPED AND SHIP-SHAPED, PONTOON AND CYLINDRICAL HULLS D D BARGE HULLS GROSS = 0.67 LBD (PROPELLING MACHINERY IN 100 HULL) NET = 0.8 GROSS BARGE-SHAPED HULLS SHIP-SHAPED, PONTOON AND D GROSS = 0.84 LBD BARGE HULLS 100 (NO PROPELLING MACHINERY IN HULL) NET = GROSS 1. DIMENSIONS. The dimensions, L, B and D, are the length, breadth and depth, respectively, of the hull measured in feet to the nearest tenth of a foot. See the conversion table on the back of this form for converting inches to tenths of a foot. LENGTH (L) is the horizontal distance between the outboard side of the foremost part of the stem and the outboard side of the aftermost part of the stern, excluding rudders, outboard motor brackets, and other similar fittings and attachments. BREADTH (B) is the horizontal distance taken at the widest part of the hull, excluding rub rails and deck caps, from the outboard side of the skin (outside planking or plating) on one side of the hull, to the outboard side of the skin on the other side of the hull. DEPTH (D) is the vertical distance taken at or near amidships from a line drawn horizontally through the uppermost edges of the skin (outside planking or plating) at the sides of the hull (excluding the cap rail, trunks, cabins, deck caps, and deckhouses) to the outboard face of the bottom skin of the hull, excluding the keel. -

13 Ship-Breaking.Com
Information bulletin on September 26th, 2008 ship demolition #13 June 7th to September 21st 2008 Ship-breaking.com February 2003. Lightboat, Le Havre. February 2008 © Robin des Bois From June 7th to September 21st 2008, 118 vessels have left to be demolished. The cumulative total of the demolitions will permit the recycling of more than 940,000 tons of metals. The 2008 flow of discarded vessels has not slowed down. Since the beginning of the year 276 vessels have been sent to be scrapped which represents more than 2 millions tons of metals whereas throughout 2007 289 vessels were scrapped for a total of 1.7 milion tons of metals. The average price offered by Bangladeshi and Indian ship breakers has risen to 750-800 $ per ton. The ship owners are taking advantage of these record prices by sending their old vessels to be demolished. Even the Chinese ship breaking yards have increased their price via the purchase of the container ship Provider at 570$ per ton, with prices averaging more than 500 $. However, these high prices have now decreased with the collapse of metal prices during summer and the shipyards are therefore renegotiating at lower price levels with brokers and cash buyers sometimes changing the final destination at the last minute. This was the case of the Laieta, which was supposed to leave for India for 910 $ per ton and was sold to Bangladesh at 750 $ per ton. The price differences have been particularly notable in India; the shipyards prices have returned to 600 $ per ton. From June to September, India with 60 vessels (51%) to demolish, is ahead of Bangladesh with 40 (34%), The United States 8 (7%), China 4 (4%), Turkey 2 (2%), Belgium and Mexico, 1 vessel each (1%). -
Appendix: Case Studies of Environmental Dredging Projects Table 1
1. Introduction This section describes the sources of available data on which much of the performance standards is based. Completed dredging projects that provide information on upstream and downstream water column conditions, as well as on mass of contaminant removed, provide a basis for determining historical rates of loss and dredging-related recontamination. It was thought that dredging projects that have been completed or are currently in progress can provide practical information on resuspension issues. Information on water quality data, equipment used, monitoring techniques, etc. from these projects will give insight as how to develop the performance standards. For the resuspension standard, water column monitoring results available from other sites were used to complete an analysis of the case study data. The process used to gather relevant information from dredging sites and the information obtained are included herein. It is also important to review all information that exists for the Hudson River. Available data was used to assess the existing variability in the Hudson River water quality, and can be used to estimate the water column quality during and resulting from the dredging operation. Descriptions of the data sets available to perform this analysis are provided herein. 2. Case Studies Objective and Overview During completion of the Hudson River Feasibility Study (FS) and the associated Responsiveness Summary (RS), the GE dredging database, the USEPA website, and other online sources were investigated to identify dredging projects that were relevant and similar to that proposed for the Hudson River in size and complexity. The USEPA and State agencies were contacted to gather information for each dredging project. -

A Study of the Size of Nuclear Fuel Carriers, the Most Required Ships for Safety : How Large Can Ship's Tonnage Be? Azusa Fukasawa World Maritime University
World Maritime University The Maritime Commons: Digital Repository of the World Maritime University World Maritime University Dissertations Dissertations 2013 A study of the size of nuclear fuel carriers, the most required ships for safety : how large can ship's tonnage be? Azusa Fukasawa World Maritime University Follow this and additional works at: http://commons.wmu.se/all_dissertations Part of the Risk Analysis Commons Recommended Citation Fukasawa, Azusa, "A study of the size of nuclear fuel carriers, the most required ships for safety : how large can ship's tonnage be?" (2013). World Maritime University Dissertations. 228. http://commons.wmu.se/all_dissertations/228 This Dissertation is brought to you courtesy of Maritime Commons. Open Access items may be downloaded for non-commercial, fair use academic purposes. No items may be hosted on another server or web site without express written permission from the World Maritime University. For more information, please contact [email protected]. WORLD MARITIME UNIVERSITY Malmö, Sweden A STUDY OF THE SIZE OF NUCLEAR FUEL CARRIERS, THE MOST REQUIRED SHIP FOR SAFETY How large can ship’s tonnage be? By AZUSA FUKASAWA Japan A dissertation submitted to the World Maritime University in partial fulfilment of the requirements for the award of the degree of MASTER OF SCIENCE In MARITIME AFFAIRS (MARITIME SAFETY AND ENVIRONMENTAL ADMINISTRATION) 2013 Copyright Azusa Fukasawa, 2013 DECLARATION I certify that all the material in this dissertation that is not my own work has been identified, and that no material is included for which a degree has previously been conferred on me. The contents of this dissertation reflect my own personal views, and are not necessarily endorsed by the University. -

LNG AS SHIP FUEL No 01 2014
LNG AS SHIP FUEL No 01 2014 THE FUTURE – TODAY LNG READY SERVICE ENGINES FOR GAS-FUELLED SHIPS RECOMMENDED PRACTICE ON BUNKERING GLOBAL LNG SOLUTIONS DNV GL Anzeige Safe Hands MARITIME PUT THE FUTURE OF YOUR FLEET IN SAFE HANDS As your classification partner, our extensive maritime vessels, benefitting your business and the maritime industry expertise, technical knowledge and regulatory foresight as a whole. With DNV GL your fleet is in safe hands. will help to ensure that your fleet meets the demands Can you afford anything else? of the future. Our aim is safety, compliance and optimal operational performance throughout the lifetime of your Learn more at dnvgl.com/maritime 2 LNG AS SHIP FUEL No. 01 2014 EDITORIAL In 2000 the first LNG-fuelled ferry based on DNV GL standards was launched. This ferry has been operating safely and successfully ever since. Over the years that have followed, shipping has seen bunker prices rise sharply and environmental regula- tions tighten, while in the LNG sector there has been a surge in production and deployment of infrastructure. Combined, these trends have set the stage for LNG to emerge as a viable fuel choice on a much larger scale. In 2014 the industry hit a significant milestone with over 120 LNG-fuelled ships in operation or on order worldwide. They range from passenger ferries, Coast Guard ships, containerships and Con-Ro vessels to Dr Gerd-Michael Wuersig tankers and platform supply vessels. The vast majority Business Director LNG-fuelled ships Senior Principal Specialist of these ships is in operation or will be built to DNV Business Development GL class, reflecting the trust our customers have in [email protected] our long involvement in this technology and our continually evolving technical expertise. -
Branch's Elements of Shipping/Alan E
‘I would strongly recommend this book to anyone who is interested in shipping or taking a course where shipping is an important element, for example, chartering and broking, maritime transport, exporting and importing, ship management, and international trade. Using an approach of simple analysis and pragmatism, the book provides clear explanations of the basic elements of ship operations and commercial, legal, economic, technical, managerial, logistical, and financial aspects of shipping.’ Dr Jiangang Fei, National Centre for Ports & Shipping, Australian Maritime College, University of Tasmania, Australia ‘Branch’s Elements of Shipping provides the reader with the best all-round examination of the many elements of the international shipping industry. This edition serves as a fitting tribute to Alan Branch and is an essential text for anyone with an interest in global shipping.’ David Adkins, Lecturer in International Procurement and Supply Chain Management, Plymouth Graduate School of Management, Plymouth University ‘Combining the traditional with the modern is as much a challenge as illuminating operations without getting lost in the fascination of the technical detail. This is particularly true for the world of shipping! Branch’s Elements of Shipping is an ongoing example for mastering these challenges. With its clear maritime focus it provides a very comprehensive knowledge base for relevant terms and details and it is a useful source of expertise for students and practitioners in the field.’ Günter Prockl, Associate Professor, Copenhagen Business School, Denmark This page intentionally left blank Branch’s Elements of Shipping Since it was first published in 1964, Elements of Shipping has become established as a market leader. -

Liquefied Natural Gas (Lng)
Working Document of the NPC North American Resource Development Study Made Available September 15, 2011 Paper #1-10 LIQUEFIED NATURAL GAS (LNG) Prepared for the Resource & Supply Task Group On September 15, 2011, The National Petroleum Council (NPC) in approving its report, Prudent Development: Realizing the Potential of North America’s Abundant Natural Gas and Oil Resources, also approved the making available of certain materials used in the study process, including detailed, specific subject matter papers prepared or used by the study’s Task Groups and/or Subgroups. These Topic and White Papers were working documents that were part of the analyses that led to development of the summary results presented in the report’s Executive Summary and Chapters. These Topic and White Papers represent the views and conclusions of the authors. The National Petroleum Council has not endorsed or approved the statements and conclusions contained in these documents, but approved the publication of these materials as part of the study process. The NPC believes that these papers will be of interest to the readers of the report and will help them better understand the results. These materials are being made available in the interest of transparency. The attached paper is one of 57 such working documents used in the study analyses. Also included is a roster of the Task Group for which this paper was developed or submitted. Appendix C of the final NPC report provides a complete list of the 57 Topic and White Papers and an abstract for each. The full papers can be viewed and downloaded from the report section of the NPC website (www.npc.org). -
Course Objectives Chapter 2 2. Hull Form and Geometry
COURSE OBJECTIVES CHAPTER 2 2. HULL FORM AND GEOMETRY 1. Be familiar with ship classifications 2. Explain the difference between aerostatic, hydrostatic, and hydrodynamic support 3. Be familiar with the following types of marine vehicles: displacement ships, catamarans, planing vessels, hydrofoil, hovercraft, SWATH, and submarines 4. Learn Archimedes’ Principle in qualitative and mathematical form 5. Calculate problems using Archimedes’ Principle 6. Read, interpret, and relate the Body Plan, Half-Breadth Plan, and Sheer Plan and identify the lines for each plan 7. Relate the information in a ship's lines plan to a Table of Offsets 8. Be familiar with the following hull form terminology: a. After Perpendicular (AP), Forward Perpendiculars (FP), and midships, b. Length Between Perpendiculars (LPP or LBP) and Length Overall (LOA) c. Keel (K), Depth (D), Draft (T), Mean Draft (Tm), Freeboard and Beam (B) d. Flare, Tumble home and Camber e. Centerline, Baseline and Offset 9. Define and compare the relationship between “centroid” and “center of mass” 10. State the significance and physical location of the center of buoyancy (B) and center of flotation (F); locate these points using LCB, VCB, TCB, TCF, and LCF st 11. Use Simpson’s 1 Rule to calculate the following (given a Table of Offsets): a. Waterplane Area (Awp or WPA) b. Sectional Area (Asect) c. Submerged Volume (∇S) d. Longitudinal Center of Flotation (LCF) 12. Read and use a ship's Curves of Form to find hydrostatic properties and be knowledgeable about each of the properties on the Curves of Form 13. Calculate trim given Taft and Tfwd and understand its physical meaning i 2.1 Introduction to Ships and Naval Engineering Ships are the single most expensive product a nation produces for defense, commerce, research, or nearly any other function. -

Disposal of Dredged Material and Other Waste on the Continental Shelf and Slope John L
Disposal of Dredged Material and Other Waste on the Continental Shelf and Slope John L. Chin and Allan Ota Summary and Introduction The history of waste disposal in the Gulf of the Farallones (fig. 1) is directly linked with the history of human settlement in the San Francisco Bay region. The California Gold Rush of 1849 triggered a massive influx of people and rapid, chaotic development in the bay region. Vast quantities of contaminated sediment and water from mining in the Sierra Nevada were carried by rivers into San Francisco Bay, and some was carried by currents through the Golden Gate and into the gulf. The burgeoning region’s inhabitants also contributed to the waste that flowed or was dumped into the bay. Eventually, waste began to be dumped directly into the gulf. Hundreds of millions of tons of waste has been dumped into the Gulf of the Farallones. Since the 1940’s, this has included sediment (sand and mud) dredged from shipping channels, waste from oil refineries and fruit canneries, acids from steel production, surplus munitions and ships from World War II, other unwanted vessels, and barrels of low-level radioactive waste (fig. 1). Because of navigational errors and inadequate record keeping, the location of most waste dumped in the gulf is poorly known. Between 1946 and 1970 approximately 47,800 containers of low-level radioactive waste were dumped into the gulf south and west of the Farallon Islands. From 1958 to 1969, the U.S. military disposed of chemical and conventional munitions at several sites in the gulf, mostly by scuttling World War II era cargo vessels. -

NOAA Form 57-19-01 Annual Small Boat Evaluation/Small Boat
NOAA Form 57-19-01 U.S. DEPARTMENT OF COMMERCE (1-13) Page 1 of 9 NATIONAL OCEANIC AND ATMOSPHERIC ADMINISTRATION ANNUAL SMALL BOAT EVALUATION/SMALL BOAT EXAMINATION Instructions Annual Small Boat Evaluation (ASBE) is an inspection conducted by Vessel Operations Coordinator (VOC), Commanding Officer (CO), or designee(s). All boats shall be inspected annually. • The ASBE checklist has been condensed from the detailed ASBE outline for use in the field. Evaluators shall use the checklists during the inspection, and shall refer to the outline for additional details as needed. Evaluators are responsible for all information contained within the ASBE outline. • The ASBE outline and checklist are based on NAO 209-125, The NOAA Small Boat Standards and Procedures Manual (SBSPM), 46 CFR, 33 CFR, NFPA 302, MARPOL, ABYC standards and recommendations, United States Coast Guard (USCG) inspection criteria, and standard marine survey practices. Small Boat Examination (SBEX) is an examination conducted by the Small Boat Program or a certified Marine Surveyor. Class I boats shall be examined every three (3) years and Class II boats shall be examined every two (2) years. • Some items may not apply to all boats. Evaluators are responsible for determining applicability. Consult the SBSPM for equipment carriage requirements. Installed equipment in excess of requirements must be maintained to inspection standards. • Completed evaluation checklists, reports, records of findings, and recommendations shall be signed by the evaluator or surveyor; signed and retained by the VOC with a copy forwarded to and signed by the Line Office Small Boat Officer (LOSBO). Completed evaluations shall be submitted to the NOAA Small Boat Program (SBP) Coordinator.