From Bloomery Furnace to Blast Furnace Archeometallurgical Analysis of Medieval Iron Objects from Sigtuna and Lapphyttan, Sverige
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Iron-Making Process
Hopewell Furnace National Historic Site www.nps.gov/hofu Teacher’s Guide The Iron-Making Process The Ingredients The four main ingredients for making iron were present in the area of Hopewell and were a reason for the furnace’s location. I. Wood A. Used as a primary energy source in village operations 1. As charcoal to power the furnace and blacksmith shop 2. As fuel for heating and cooking B. Used as building material for: 1. Homes 2. Wagons and equipment II. Water A. Used to turn the water wheel connected to the bellows which forced blasts of air into the furnace to increase the heat B. Used for: 1. Drinking 2. Bathing 3. Cooking 4. Washing 5. Cleaning III. Iron Ore Iron ore was dug from open-pit mines near Hopewell, then hauled to Hopewell Furnace in carts and wagons IV. Limestone Used as a “flux,” which removed impurities from the ore as the iron ore was smelted; it was quarried near Morgantown and from Hopewell Plantation lands The Process This process was also called smelting. I. In the furnace, the charcoal burns with a great amount of heat. II. The water wheel was attached to a huge bellows and later to blowing tubs — like can be seen at Hopewell today — which blasted the charcoal with air to increase the heat. III. The furnace was filled, or “charged,” from the top in this order: A. Fire B. Charcoal Iron-Making Process Page 1 C. Iron Ore D. Limestone E. Charcoal F. Iron Ore G. The process continued and repeated as the ore melted IV. -

Schoolcraft Blast Furnace
Pictured Rocks National Lakeshore Schoolcraft National Park Service U.S. Department of the Interior Blast Furnace Schoolcraft furnace With surveyor William Burt’s discovery of iron ore near Teal Lake in Marquette County in 1844, Michigan’s Upper Peninsula suddenly became a hub of activity. The discovery led to construction of a vast mining and manufacturing industry using forges and blast furnaces. When the Civil War ended, many of the South’s furnaces had been destroyed by the war. Westward expansion was occurring across the plains and demand for iron boomed. It was during this era that many of the Upper Peninsula’s furnaces were constructed. There were advantages to smelting iron ore from charcoal fires. Iron produced in this manner was low in carbon content, making it highly fusable, strong, malleable and able to withstand shocks without cracking. The iron made fine wagon rims, horseshoes, and railroad wheels. Before the boom times were over, 29 separate furnaces were located on the Old Munising, ca. 1870 peninsula, though not all operated simultaneously. The business of iron making required more capital than was readily available in the area and financing and management of the operations was often complex. The first group of investors were from Philadelphia. They wished to develop a resort village on Munising Bay’s east shoreline in 1850. Some 87,000 acres of timber were purchased for $.85 an acre. A village was platted on the east shore of Munising Bay, lots were sold, and a dock was built. Henry Mather and Peter White acted as agents for the group of investors who created the Schoolcraft Iron Company in 1866. -

Higher-Quality Electric-Arc Furnace Steel
ACADEMIC PULSE Higher-Quality Electric-Arc Furnace Steel teelmakers have traditionally viewed Research Continues to Improve the electric arc furnaces (EAFs) as unsuitable Quality of Steel for producing steel with the highest- Even with continued improvements to the Squality surface finish because the process design of steelmaking processes, the steelmaking uses recycled steel instead of fresh iron. With over research community has focused their attention 100 years of processing improvements, however, on the fundamental materials used in steelmaking EAFs have become an efficient and reliable in order to improve the quality of steel. In my lab steelmaking alternative to integrated steelmaking. In at Carnegie Mellon University, we have several fact, steel produced in a modern-day EAF is often research projects that deal with controlling the DR. P. BILLCHRIS MAYER PISTORIUS indistinguishable from what is produced with the impurity concentration and chemical quality of POSCOManaging Professor Editorof Materials integrated blast-furnace/oxygen-steelmaking route. steel produced in EAFs. Science412-306-4350 and Engineering [email protected] Mellon University Improvements in design, coupled with research For example, we recently used mathematical developments in metallurgy, mean high-quality steel modeling to explore ways to control produced quickly and energy-efficiently. phosphorus. Careful regulation of temperature, slag and stirring are needed to produce low- Not Your (Great-) Grandparent’s EAF phosphorus steel. We analyzed data from Especially since the mid-1990s, there have been operating furnaces and found that, in many significant improvements in the design of EAFs, cases, the phosphorus removal reaction could which allow for better-functioning burners and a proceed further. -

5. Sirhowy Ironworks
Great Archaeological Sites in Blaenau Gwent 5. SIRHOWY IRONWORKS There were a number of ironworks in the area now covered by Blaenau Gwent County Borough, which provided all the raw materials they needed – iron ore, limestone and fuel, charcoal at first but later coal to make coke. The Sirhowy ironworks (SO14301010) are the only one where there is still something to see. The works were opened in 1778 with one blast furnace. Although it was originally blown by water power, in 1799 the owners invested in a Boulton and Watt steam engine. This gave them enough power to blow a second furnace, which started production in 1802. In the early years of the 19th century, the pig iron produced at Sirhowy was sent to the Tredegar works a little further down the valley where it was refined, until 1818 when the Sirhowy works were sold and started to send its pig iron to Ebbw Vale. A third furnace was added in 1826 and a fourth in 1839. But by the 1870s iron smelting at Sirhowy was no longer profitable, and the works finally closed in 1882. Like all ironworks in South Wales, the furnaces were built against a steep bank which enabled the ironworkers to load the charge of iron ore, limestone and coke or charcoal fuel more easily at the top of the furnace. All that is now left now are the remains of a bank of blast furnaces with the arches that would originally have linked them to the casting houses in front, and the building that originally housed the waterwheel. -

National Register of Historic Places Multiple Property
NFS Form 10-900-b 0MB No. 1024-0018 (Jan. 1987) United States Department of the Interior National Park Service National Register of Historic Places Multipler Propertyr ' Documentation Form NATIONAL This form is for use in documenting multiple property groups relating to one or several historic contexts. See instructions in Guidelines for Completing National Register Forms (National Register Bulletin 16). Complete each item by marking "x" in the appropriate box or by entering the requested information. For additional space use continuation sheets (Form 10-900-a). Type all entries. A. Name of Multiple Property Listing ____Iron and Steel Resources of Pennsylvania, 1716-1945_______________ B. Associated Historic Contexts_____________________________ ~ ___Pennsylvania Iron and Steel Industry. 1716-1945_________________ C. Geographical Data Commonwealth of Pennsylvania continuation sheet D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, J hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requiremerytS\set forth iri36JCFR PafrfsBOfcyid the Secretary of the Interior's Standards for Planning and Evaluation. Signature of certifying official Date / Brent D. Glass Pennsylvania Historical & Museum Commission State or Federal agency and bureau I, hereby, certify that this multiple -

Damascus Steel
Damascus steel For Damascus Twist barrels, see Skelp. For the album of blades, and research now shows that carbon nanotubes the same name, see Damascus Steel (album). can be derived from plant fibers,[8] suggesting how the Damascus steel was a type of steel used in Middle East- nanotubes were formed in the steel. Some experts expect to discover such nanotubes in more relics as they are an- alyzed more closely.[6] The origin of the term Damascus steel is somewhat un- certain; it may either refer to swords made or sold in Damascus directly, or it may just refer to the aspect of the typical patterns, by comparison with Damask fabrics (which are in turn named after Damascus).[9][10] 1 History Close-up of an 18th-century Iranian forged Damascus steel sword ern swordmaking. These swords are characterized by dis- tinctive patterns of banding and mottling reminiscent of flowing water. Such blades were reputed to be tough, re- sistant to shattering and capable of being honed to a sharp, resilient edge.[1] Damascus steel was originally made from wootz steel, a steel developed in South India before the Common Era. The original method of producing Damascus steel is not known. Because of differences in raw materials and man- ufacturing techniques, modern attempts to duplicate the metal have not been entirely successful. Despite this, several individuals in modern times have claimed that they have rediscovered the methods by which the original Damascus steel was produced.[2][3] The reputation and history of Damascus steel has given rise to many legends, such as the ability to cut through a rifle barrel or to cut a hair falling across the blade,.[4] A research team in Germany published a report in 2006 re- vealing nanowires and carbon nanotubes in a blade forged A bladesmith from Damascus, ca. -

Studying and Improving Blast Furnace Cast Iron Quality
Т. К. BALGABEKOV, D. K. ISSIN, B. M. KIMANOV, A. Z. ISSAGULOV, ISSN 0543-5846 ZH. D. ZHOLDUBAYEVA, А. Z. AKASHEV, B. D. ISSIN METABK 53(4) 556-558 (2014) UDC – UDK 669.162.2:669.1:669.13=111 STUDYING AND IMPROVING BLAST FURNACE CAST IRON QUALITY Received – Prispjelo: 2013-11-09 Accepted – Prihvaćeno: 2014-04-30 Preliminary Note – Prethodno priopćenje In the article there are presented the results of studies to improve the quality of blast furnace cast iron. It was estab- lished that using fire clay suspension for increasing the mould covering heat conductivity improves significantly pig iron salable condition and filtration refining method decreases iron contamination by nonmetallic inclusions by 50 – 70 %. Key words: blast furnace, cast iron, fire clay, filter, filtering elements INTRODUCTION tically contain water after mould drying with coke gas. Therefore, pig iron salable condition improves signifi- With the development of motor transport industry, cantly. machine-tool building and other machine building Besides, the use of fire clay for mould coverings ex- branches there increased the requirements to the quality cludes claps in dissolution and prevents the lime solu- of blast furnace cast iron. With the use in the cupola tion corroding action when split on the open parts of the mixture of cast iron melted in large-volume furnaces worker’s body, increases the culture of production and with the melting progressive parameters, at machine decreases labor intensity when making solution, as there building plants there became often defective castings is excluded the waste presence up to 30 – 40 % in the with shrinkage defects, friability, cracks. -
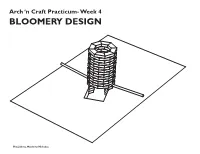
Bloomery Design
Arch ‘n Craft Practicum- Week 4 BLOOMERY DESIGN Hiu, Julieta, Matthew, Nicholas 7 3/4" The Stack: 3 3/4" In our ideal model we would use refractory bricks, either rectangular bricks or curved bricks which would help us make a circular 1'-8" stack. The stack would be around 3 feet tall with a 1 foot diameter for the inner wall of the stack. There will be openings about 3 brick lengths up(6-9 inches) from the ground on 1'-0" opposite ends of the stack. Attached to these openings will be our tuyeres which in turn will connect to our air sources. Building a circular stack would be beneficial to the type of air distribution we want to create within our furnace; using two angled tuyeres we would like air to move clockwise and counterclock- Bloomery Plan wise. We would like to line the inside of the stack with clay to provide further insulation. Refractory bricks would be an ideal material to use because the minerals they are com- posed of do not change chemically when 1'-0" exposed to high heat, some examples of these materials are aluminum, manganese, silica and zirconium. Other comments: 3'-0" Although we have opted to use refractory bricks, which would be practical for our intended purpose, we briefly considered using Vycor glass which can withstand high tem- peratures of up to 900 degrees celsius or approximately 1652 degrees Fahrenheit, which Tuyere height: Pitched -10from horizontal 7" would be enough for our purposes. Bloomery Section Ore/ Charcoal: Our group has decided to use Magnetite ore along with charcoal for the smelt. -

On a Mathematical Model for Case Hardening of Steel
On a mathematical model for case hardening of steel vorgelegt von Dott.ssa Lucia Panizzi Von der Fakultät II ‚ Mathematik und Naturwissenschaften der Technischen Universität Berlin zur Erlangung des akademischen Grades Doktor der Naturwissenschaften Dr. rer. nat. sowie der Classe di Scienze der Scuola Normale Superiore di Pisa als Diploma di Perfezionamento in Matematica per la Tecnologia e l’Industria genehmigte Dissertation Promotionsausschuss: Berichter/Gutachter: Prof. A. Fasano (Univerisità di Firenze) Berichter/Gutachter: Prof. D. Hömberg (Technische Universität Berlin) Gutachter: Prof. L. Formaggia (Politecnico di Milano) Gutachter: Prof. M. Primicerio (Università di Firenze) Gutachter: Prof. F. Tröltzsch (Technische Universität Berlin) Gutachter: Prof. P. Wittbold (Technische Universität Berlin) Tag der wissenschaftlichen Aussprache: 05.03.2010 Berlin 2010 D83 i Eidesstattliche Versicherung Hiermit erkläre ich, dass die vorliegende Dissertation: On a mathematical model for case hardening of steel selbständig verfasst wurde. Die benutzten Hilfsmittel und Quellen wurden von mir angegeben, weitere wurden nicht verwendet. ii Erklärung Hiermit erkläre ich, dass die Anmeldung meiner Promotionsabsicht früher nicht bei einer anderen Hochschule oder einer anderen Fakultät beantragt wurde. Teile meiner Dissertation sind darüber hinaus schon veröffentlich worden, welche im Folgenden aufgelistet sind: • D. Hömberg, A. Fasano, L. Panizzi A mathematical model for case hardening of steel. angenommen zur Veröffentlichung in "Mathematical Models and Methods in Applied Sciences" (M3AS), 2009. • P. Krejčí, L. Panizzi. Regularity and uniqueness in quasilinear parabolic systems. angenommen zur Veröffentlichung in "Applications of Mathematics", 2009. iii Compendio Nonostante la disponibilità di numerosi nuovi materiali, l’acciaio rimane il ma- teriale di base della moderna società industriale. L’uso dell’ acciaio con peculiari caratteristiche (durezza, resistenza all’uso, malleabilità etc.) è perciò assai diffuso in molti settori della tecnica. -

UNDERSTANDING and MEASURING DECARBURIZATION Understanding the Forces Behind Decarburization Is the First Step Toward Minimizing Its Detrimental Effects
22 UNDERSTANDING AND MEASURING DECARBURIZATION Understanding the forces behind decarburization is the first step toward minimizing its detrimental effects. George F. Vander Voort, FASM*, Struers Inc. (Consultant), Cleveland ecarburization is detrimental to crostructure of carbon contents close to the maximum depth of decarburization the wear life and fatigue life of the core may be difficult to discern. The is established. Because the carbon dif- steel heat-treated components. MAD determined by hardness traverse fusion rate increases with temperature ADVANCED MATERIALS & PROCESSES | FEBRUARY 2015 2015 FEBRUARY | & PROCESSES MATERIALS ADVANCED D This article explores some factors that may be slightly shallower than that de- when the structure is fully austenitic, cause decarburization while concentrat- termined by quantitative carbon analysis MAD also increases as temperature rises ing on its measurement. In most produc- with the electron microprobe. This is es- above the Ac3. For temperatures in the tion tests, light microscopes are used to pecially true when the bulk carbon con- two-phase region, between the Ac1 and scan the surface of a polished and etched tent exceeds about 0.45 wt%, as the rela- Ac3, the process is more complex. Carbon cross-section to find what appears to be tionship between carbon in the austenite diffusion rates in ferrite and austenite the greatest depth of total carbon loss before quenching to form martensite and are different, and are influenced by both (free-ferrite depth, or FFD) and the great- the as-quenched hardness loses its linear temperature and composition. est depth of combined FFD and partial nature above this carbon level. Decarburization is a serious prob- loss of carbon to determine the maxi- lem because surface properties are infe- mum affected depth (MAD). -

An Introduction to Nitriding
01_Nitriding.qxd 9/30/03 9:58 AM Page 1 © 2003 ASM International. All Rights Reserved. www.asminternational.org Practical Nitriding and Ferritic Nitrocarburizing (#06950G) CHAPTER 1 An Introduction to Nitriding THE NITRIDING PROCESS, first developed in the early 1900s, con- tinues to play an important role in many industrial applications. Along with the derivative nitrocarburizing process, nitriding often is used in the manufacture of aircraft, bearings, automotive components, textile machin- ery, and turbine generation systems. Though wrapped in a bit of “alchemi- cal mystery,” it remains the simplest of the case hardening techniques. The secret of the nitriding process is that it does not require a phase change from ferrite to austenite, nor does it require a further change from austenite to martensite. In other words, the steel remains in the ferrite phase (or cementite, depending on alloy composition) during the complete proce- dure. This means that the molecular structure of the ferrite (body-centered cubic, or bcc, lattice) does not change its configuration or grow into the face-centered cubic (fcc) lattice characteristic of austenite, as occurs in more conventional methods such as carburizing. Furthermore, because only free cooling takes place, rather than rapid cooling or quenching, no subsequent transformation from austenite to martensite occurs. Again, there is no molecular size change and, more importantly, no dimensional change, only slight growth due to the volumetric change of the steel sur- face caused by the nitrogen diffusion. What can (and does) produce distor- tion are the induced surface stresses being released by the heat of the process, causing movement in the form of twisting and bending. -
Tawonga Distribution Catalogue
TAWONGA DISTRIBUTION CATALOGUE M 0428 330 767 F 03 9791 7172 E [email protected] PO Box 1032, Warragul, Victoria 3820 Australia www.tawonga.com.au www.opinel.com.au R 1 INDEX OUTDOOR: OPINEL Pg 3 - 13 BROWN DOG Pg 14 MASERIN Pg 15 - 23 CLAUDE DOZORME Pg 24-25 ROBERT DAVID COUTELLERIE Pg 26-27 TAYLOR’S EYE WITNESS Pg 28 - 29 KANETSUNE Pg 30 - 33 HELLE Pg 34 - 39 BRUSLETTO Pg 40 - 41 CUREL Pg 42 and 45 VICTORY Pg 43 - 48 MASERIN DIVING Pg 49 ACCESSORIES BLOCKS & STORAGE Pg 50 BISBELL Pg 50 TAURUS Pg 51 TAWONGA LEATHERWARE Pg 51 MAX CAPDEBATHES Pg 52 - 53 EZELAP Pg 54 - 55 SHARPENING & STEELS Pg 56 - 57 CHEF, KITCHEN & HOME OPINEL Pg 59 - 66 TABLE AND STEAK KNIVES Pg 65 - 69 ROBERT DAVID COUTELLERIE Pg 67 and 68 SHIKISAI POMME Pg 68 GOYON CHAZEAU Pg 69 - 71 SHIKISAI MIYAKO Pg 72 - 74 SHIKISAI KYO Pg 75 IVO Pg 76 - 77 GEHRING Pg 78 - 81 TRAMONTINA Pg 82 2 The Opinel company was founded in 1890 in the Savoie region of France by Joseph Opinel. Today, his descendants still own the company, which employs around 100 people, produces 4 million knives per year and sells to 70 countries across the world. The easily - recognisable Opinel folding knife is acknowledged as one of the best knives in the world. The Victoria and Albert Museum lists the Opinel pocket knife as being among the 100 best designs in the world, placing it with icons such as the Porsche 911 and the Rolex watch.