Minimum Operating Requirements for Freight Vehicles
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Assessing Steam Locomotive Dynamics and Running Safety by Computer Simulation
TRANSPORT PROBLEMS 2015 PROBLEMY TRANSPORTU Volume 10 Special Edition steam locomotive; balancing; reciprocating; hammer blow; rolling stock and track interaction Dāvis BUŠS Institute of Transportation, Riga Technical University Indriķa iela 8a, Rīga, LV-1004, Latvia Corresponding author. E-mail: [email protected] ASSESSING STEAM LOCOMOTIVE DYNAMICS AND RUNNING SAFETY BY COMPUTER SIMULATION Summary. Steam locomotives are preserved on heritage railways and also occasionally used on mainline heritage trips, but since they are only partially balanced reciprocating piston engines, damage is made to the railway track by dynamic impact, also known as hammer blow. While causing a faster deterioration to the track on heritage railways, the steam locomotive may also cause deterioration to busy mainline tracks or tracks used by high speed trains. This raises the question whether heritage operations on mainline can be done safely and without influencing the operation of the railways. If the details of the dynamic interaction of the steam locomotive's components are examined with computerised calculations they show differences with the previous theories as the smaller components cannot be disregarded in some vibration modes. A particular narrow gauge steam locomotive Gr-319 was analyzed and it was found, that the locomotive exhibits large dynamic forces on the track, much larger than those given by design data, and the safety of the ride is impaired. Large unbalanced vibrations were found, affecting not only the fatigue resistance of the locomotive, but also influencing the crew and passengers in the train consist. Developed model and simulations were used to check several possible parameter variations of the locomotive, but the problems were found to be in the original design such that no serious improvements can be done in the space available for the running gear and therefore the running speed of the locomotive should be limited to reduce its impact upon the track. -

Car Body and Bogie Connection Modification for Track Curves Passability Improvement
MATEC Web of Conferences 157, 03009 (2018) https://doi.org/10.1051/matecconf/201815703009 MMS 2017 Car body and bogie connection modification for track curves passability improvement Vladimír Hauser1,*, la . Nozhenko1, Kara Kravchenko1, Mária Loulová1, Juraj Gerlici1, Tomáš Lack1 1University of Ţilina, Faculty of Mechanical Engineering, Department of Transport and Handling Machines, Univerzitná 1, 010 26 Ţilina, Slovak Republic Abstract. For Tram cars, it is often necessary to operate in cities on strongly curved track, which is followed by an increased effect of the vehicle on the track. Especially, this increased effect occurs in spiral transition curves situated between direct and arc sections or between two arc sections of different radius. In such case, increased guiding forces, creep in the rail - wheel contact, wear and noise generation can be observed. Exactly with the aim to reduce these undesirable effects we designed a tram bogie with steered wheelsets. This paper deals with a modification of its coupling to vehicle body in order to improve vehicle dynamics in transition curves. Proposed innovative construction of this coupling unit is registered by authors under Utility Model Nr. u201609015 and Utility Model Nr. u201703246. Description of the proposed way for a vehicle to pass through curved track with regard to bogie-body coupling and wheelset steering mechanisms with usage of multibody computing software is given in this paper. Keywords: bogie to vehicle body coupling, track transition curves, tramcar throughput improvement 1 Introduction The way a vehicle passes a track arc depends on many factors. The most important of these include the bogie wheelbase, the distance of pivot pins, the way the car body is mounted on the bogie, the design of the wheelset guiding in the bogie, the track gauge and the width of the track free channel with which the geometry of the wheel and rail profiles is directly related. -

The Evolution of the Steam Locomotive, 1803 to 1898 (1899)
> g s J> ° "^ Q as : F7 lA-dh-**^) THE EVOLUTION OF THE STEAM LOCOMOTIVE (1803 to 1898.) BY Q. A. SEKON, Editor of the "Railway Magazine" and "Hallway Year Book, Author of "A History of the Great Western Railway," *•., 4*. SECOND EDITION (Enlarged). £on&on THE RAILWAY PUBLISHING CO., Ltd., 79 and 80, Temple Chambers, Temple Avenue, E.C. 1899. T3 in PKEFACE TO SECOND EDITION. When, ten days ago, the first copy of the " Evolution of the Steam Locomotive" was ready for sale, I did not expect to be called upon to write a preface for a new edition before 240 hours had expired. The author cannot but be gratified to know that the whole of the extremely large first edition was exhausted practically upon publication, and since many would-be readers are still unsupplied, the demand for another edition is pressing. Under these circumstances but slight modifications have been made in the original text, although additional particulars and illustrations have been inserted in the new edition. The new matter relates to the locomotives of the North Staffordshire, London., Tilbury, and Southend, Great Western, and London and North Western Railways. I sincerely thank the many correspondents who, in the few days that have elapsed since the publication: of the "Evolution of the , Steam Locomotive," have so readily assured me of - their hearty appreciation of the book. rj .;! G. A. SEKON. -! January, 1899. PREFACE TO FIRST EDITION. In connection with the marvellous growth of our railway system there is nothing of so paramount importance and interest as the evolution of the locomotive steam engine. -

O-Steam-Price-List-Mar2017.Pdf
Part # Description Package Price ======== ================================================== ========= ========== O SCALE STEAM CATALOG PARTS LIST 2 Springs, driver leaf........................ Pkg. 2 $6.25 3 Floor, cab and wood grained deck............. Ea. $14.50 4 Beam, end, front pilot w/coupler pocket...... Ea. $8.00 5 Beam, end, rear pilot w/carry iron.......... Ea. $8.00 6 Bearings, valve rocker....................... Pkg.2 $6.50 8 Coupler pockets, 3-level, for link & pin..... Pkg. 2 $5.75 9 Backhead w/fire door base.................... Ea. $9.00 10 Fire door, working........................... Ea. $7.75 11 Journal, 3/32" bore.......................... Pkg. 4. $5.75 12 Coupler pockets, small, S.F. Street Railway.. Pkg.2 $5.25 13 Brakes, engine............................... Pkg.2 $7.00 14 Smokebox, 22"OD, w/working door.............. Ea. $13.00 15 Drawbar, rear link & pin..................... Ea. $5.00 16 Handles, firedoor............................ Pkg.2. $5.00 17 Shelf, oil can, backhead..................... Ea. $5.75 18 Gauge, backhead, steam pressure.............. Ea. $5.50 19 Lubricator, triple-feed, w/bracket, Seibert.. Ea. $7.50 20 Tri-cock drain w/3 valves, backhead.......... Ea. $5.75 21 Tri-cock valves, backhead, (pl. 48461)....... Pkg. 3 $5.50 23 Throttle, nonworking......................... Ea. $6.75 23.1 Throttle, non working, plastic............... Ea. $5.50 24 Pop-off, pressure, spring & arm.............. Ea. $6.00 25 Levers, reverse/brake, working............... Kit. $7.50 26 Tri-cock drain, less valves.................. Ea. $5.75 27 Seat boxes w/backs........................... Pkg.2 $7.50 28 Injector w/piping, Penberthy,................ Pkg.2 $6.75 29 Oiler, small hand, N/S....................... Pkg.2 $6.00 32 Retainers, journal........................... Pkg. -

Data Sheet Bogies-SF
SF 500 Bogies for high-speed trains The SF 500 bogies are a further Excellent ride quality is achieved in the Suspension is designed taking running development of the SGP 400 bogies, secondary suspension system by the stability and acoustic requirements 950 of which are in use on the ICE2 of high-tech air suspension system and into consideration. the Deutsche Bahn AG. They are the provision of large air volume. Redundant-type hydraulic yaw designed for electric railcar trains and The pivot, the yoke and the two dampers are used to stabilise running modern high-speed trains and provide traction rods are proven designs and behaviour at high speeds. optimum ride quality. similar to the con-cept of the ICE2. The trailer bogies are equipped with a Orders have been received from the Torque transmission from the lateral mechanical disc brake system with Deutsche Bahn AG, the Netherlands traction motor is achieved by a 2, 3 or 4 discs per axle and a non-wear Railways, the RENFE and many other partially suspended, low-noise gear eddy-current brake. On the motor operators for more than 6500 bogies. per axle together with spiral-toothed bogie, wheel disc brakes are used. The modular design means that the coupling. SF 500 bogie can be designed both as Bogie traction motors are flexibly motor bogies and as trailer bogies and suspended in the bogie by a motor can be fitted beneath carbodies with support structure and an innovative or without bolster. laminated spring damper system. Bogie weight is significantly lower than that of comparable bogies due to the use of light-weight components. -
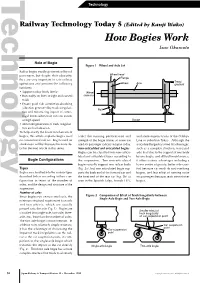
How Bogies Work Isao Okamoto
T Technology echnolo Railway Technology Today 5 (Edited by Kanji Wako) How Bogies Work Isao Okamoto Role of Bogie Figure 1 Wheel and Axle Set Railcar bogies usually go unnoticed by rail passengers, but despite their obscurity, Wheel tread Flange they are very important in safe railway Tread operations and perform the following Wheel Axle gradient functions: • Support railcar body firmly Wheel • Run stably on both straight and curved diameter track • Ensure good ride comfort by absorbing vibration generated by track irregulari- Rail ties and minimizing impact of centri- fugal forces when train runs on curves at high speed Gauge • Minimize generation of track irregulari- ties and rail abrasion To help clarify the basic mechanism of gy bogies, this article explains bogies used affect the running performance and and some express trains of the Odakyu on conventional railcars. Bogies used on strength of the bogie frame, so none are Line in suburban Tokyo. Although the shinkansen will be discussed in more de- used for passenger railcars in Japan today. articulated bogie has some disadvantages, tail in the next article in this series. Non-articulated and articulated bogies such as a complex structure, increased Bogies can be classified into non-articu- axle load due to the support of one body lated and articulated types according to by one bogie, and difficult maintenance, Bogie Configurations the suspension. Two non-articulated it offers various advantages including a bogies usually support one railcar body lower centre of gravity, better ride com- Types (Fig. 3a), but one articulated bogie sup- fort because car ends do not overhang Bogies are classified into the various types ports the back end of the forward car and bogies, and less effect of running noise described below according to their con- the front end of the rear car (Fig. -
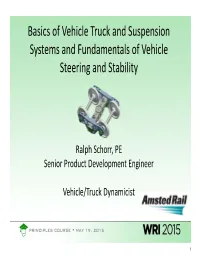
Basics of Vehicle Truck and Suspension Systems and Fundamentals of Vehicle Steering and Stability
Basics of Vehicle Truck and Suspension Systems and Fundamentals of Vehicle Steering and Stability Ralph Schorr, PE Senior Product Development Engineer Vehicle/Truck Dynamicist 1 Course Agenda • Truck Nomenclature • Wheel/rail influences • Truck Dynamics – Physics • Truck Types • AAR M‐976 • Truck Maintenance 2 Truck Nomenclature (Bogie) 3-piece truck Friction Wedge or Shoe Sideframe Wheel Adapter Spring Group Adapter Pad CCSB Bolster Control Springs Load Springs Axle Bearing 3 Truck Nomenclature Brake Beam Guide Pedestal Roof Column Wear Plate Thrust Lugs Center Bowl Side Bearing Pad Bolster/Friction Pocket Brake Rod Openings Gibs 4 Suspension Nomenclature Friction Wedge or Shoe Bolster Column Wear Plate Pocket Wear Plate Load Springs Side Frame Control Springs 5 North American Freight Car Systems Capacity GRL Bearing Wheel Diameter Tons Lbs. Size Inches 70 220,000 Class E33 100 263,000 Class F36 110 286,000 Class K36 125 315,000 Class G 38 6 Contact Patch area Comparison of Wheel/Rail contact area of AAR-1B-WF 200 180 160 140 120 loaded 286k (32.4mt) 100 80 loaded 263k (29.8mt) 60 40 empty 40k(6.8mt) 20 Area in mm^2 0 -50 0 50 Lateral position in mm 7 Dynamic Influences • Speed • Wheel to Rail Contact • Track Input • Mass/Inertias (Car Body, Truck Components) • Friction • Spring Suspension • Suspension Dampening 8 Multimode Dynamics Software 9 Critical Attributes of the Wheel/Rail 1. Wheel set back‐to‐back dimension 2. Wheel Profile of both wheels 3. Wheel tapeline of both wheels 4. Rail Gauge (I.E. gauge point) 5. Rail Profile of both rails 6. -

Advance in Railway Vehicle Technology and Future Prospects Mainly in Relation to Bogie
NIPPON STEEL & SUMITOMO METAL TECHNICAL REPORT No. 105 DECEMBER 2013 Technical Review UDC 629 . 11 . 011 . 1 Advance in Railway Vehicle Technology and Future Prospects Mainly in Relation to Bogie Satoshi KOIZUMI* Abstract Since the world’s first public railway opened in Britain in 1825, high speed and safety have been the most important technical issues for the improvement of rolling stock perfor- mance. In particular, the trade-off problem between the curve negotiation and the high- speed running stability is a basic issue for bogie design technology. But today, by the use of simulation techniques, we can design the suitable rolling stock for the various applications. For the higher performance of rolling stocks, the following technical issues have been chal- lenged. The issues for high speed are the prevention of hunting, high speed curve negotia- tion by the use of tilting control, brake technology to slow down early from the high-speed range, and acceleration of lightweight. The issues for safety are the derailment prevention on the curve, the safety against the natural disasters. In addition, we are working on a ride comfort, an environmental protection such as noise and vibration, and the issues of main- tenance. 1. Introduction namely ride comfort and environmental protection, are dealt with. Ever since the first public railway of the world began its opera- What is required for maintenance of railway vehicles, an issue of in- tion in the U.K. in 1825, the most fundamental requirement for rail- creasing attention, is also considered, and finally, some prospects for way technology has been the pursuit for higher speeds and safety. -

Taskload Report Outline
U.S. Department of Transportation Safety Evaluation of High-Speed Rail Bogie Federal Railroad Concepts Administration Office of Research and Development Washington, DC 20590 DOT/FRA/ORD-13/42 Final Report October 2013 NOTICE This document is disseminated under the sponsorship of the Department of Transportation in the interest of information exchange. The United States Government assumes no liability for its contents or use thereof. Any opinions, findings and conclusions, or recommendations expressed in this material do not necessarily reflect the views or policies of the United States Government, nor does mention of trade names, commercial products, or organizations imply endorsement by the United States Government. The United States Government assumes no liability for the content or use of the material contained in this document. NOTICE The United States Government does not endorse products or manufacturers. Trade or manufacturers’ names appear herein solely because they are considered essential to the objective of this report. REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden, to Washington Headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202-4302, and to the Office of Management and Budget, Paperwork Reduction Project (0704-0188), Washington, DC 20503. -
Wheel and Axles Reference Manual
Engineering Standard Rolling Stock ESR 0331 WHEEL AND AXLES REFERENCE MANUAL Version 1.1 Issued May 2013 Owner: Technical Specialist Rolling Stock Performance Standards Approved Stephen White, Authorised Michael Uhlig, by: A/Manager, by: A/Chief Engineer Rolling Stock Rolling Stock Access Integrity Disclaimer This document was prepared for use on the RailCorp Network only. Engineering Standard RailCorp makes no warranties, express or implied, that compliance with the contents of this document shall be sufficient to ensure safe systems or work or operation. It is the document user’s sole responsibility to ensure that the copy of the document it is viewing is the current version of the document as in use by RailCorp. RailCorp accepts no liability whatsoever in relation to the use of this document by any party, and RailCorp excludes any liability which arises in any manner by the use of this document. Copyright The information in this document is protected by Copyright and no part of this document may be reproduced, altered, stored or transmitted by any person without the prior consent of RailCorp. UNCONTROLLED WHEN PRINTED Page 1 of 63 RailCorp Engineering Standard — Rolling Stock Wheel and axles reference manual ESR 0331 Document control Version Date Summary of change (RSS 0031) 1.0 January 2004 Based on a number of TRS standards (RSS 0031) 2.0 May 2007 Reissued as a RailCorp standard. Some amendments (RSS 0331) 1.0 May 2008 Renumbered RSS 0331 (ESR 0331) 1.0 June 2010 Reformatted and renumbered ESR 0331 1.1 May 2013 Summary of changes from previous version Summary of change Section Version 1.1 Minor reformatting Missing figures added various Paragraph on fitting on pressure not being less than 60% of min fitting on pressure 8.2.5 deleted Axle run out was H, Radial run out was G, Measurement location added. -

Dynamic Vehicle-Track Interaction of European Standard Freight Wagons with Link Suspension
Dynamic Vehicle-Track Interaction of European Standard Freight Wagons with Link Suspension by Per-Anders Jönsson Doctoral Thesis TRITA AVE 2007:36 ISSN 1651-7660 ISBN 978-91-7178-727-9 Postal Address Visiting address Telephone E-mail Royal Institute of Technology Teknikringen 8 +46 8 790 84 76 [email protected] Aeronautical and Vehicle Engineering Stockholm Fax Rail Vehicles +46 8 790 76 29 SE-100 44 Stockholm Doctoral Thesis in Railway Technology ISSN 1651-7660 TRITA AVE 2007:36 PER-ANDERS JÖNSSON Dynamic Vehicle-Track Interaction of European Standard Freight Wagons with Link Suspension ISBN 978-91-7178-727-9 © PER-ANDERS JÖNSSON, 2007 Academic thesis, which with the approval of the Royal Institute of Technology (KTH), will be presented for public review in fulfilment of the requirements for a Degree of Doctor of Philosophy. Royal Institute of Technology School of Engineering Sciences Department of Aeronautical and Vehicle Engineering Division of Rail Vehicles SE-100 44 Stockholm Sweden Phone +46 8 790 6000 www.kth.se Dynamic Vehicle-Track Interaction of European Standard Freight Wagons with Link Suspension Contents Preface and acknowledgements. iii Abstract . v Outline of Thesis. vii Contribution of Thesis . ix 1 Introduction . 1 2 European Freight Wagon Running Gear . 3 2.1 Introduction . 3 2.2 Single-axle running gear with link suspension . 5 2.3 Link suspension bogie . 6 2.4 Y25 bogie . 7 3 Running Behaviour of European Standard Freight Wagons . 9 3.1 Introduction . 9 3.2 Behaviour on tangent track . 9 3.3 Behaviour in curves . 13 3.4 Influence on track deterioration . -

MASON LOCOMOTIVE WORKS Taunton, Massachussetts
Railway & Locomotive Historical Society Records of the MASON LOCOMOTIVE WORKS Taunton, Massachussetts Researched by Michael Havron Computerized by: J. F. Webber 1472 Santa Susana Dr. Hemet, CA 92543 HAVRON MASON BUILDERS LIST:051126/1618 2 HAVRON MASON BUILDERS LIST:051126/1618 MASON LOCOMOTIVE WORKS CN Type Date Railroad Cyls. Dr. Gauge 1 4-4-0 10/11/53 Jeffersonville & Indiana "James Guthrie" To Jeffersonville, Madison & Indianapolis #10 2 4-4-0 10/15/53 Jeffersonville & Indiana "Wm. G. Armstrong" To Jeffersonville, Madison & Indianapolis #11 3 4-4-0 6/17/54 Jeffersonville & Indiana "Col. Riddle" 4 4-4-0 6/1/54 Jeffersonville & Indiana "John Woodburn" 5 4-4-0 3/7/54 Hartford & New Haven #17 "Orion" 15x20 60 5' 6" gauge Rebuilt 1863 as C/N 131, with 68" drivers. 6 4-4-0 4/19/54 Boston & Worcester "Worcester" numbered #14 14x22 66 To Boston & Albany #123; #229 7 4-4-0 8/22/54 Hartford, Providence & Fishkill #7 "Providence" 15x20 66 To New York & New England #47 8 4-4-0 9/15/54 Hartford, Providence & Fishkill #8 "Hartford" 15x20 66 To New York & New England #48 9 4-4-0 9/15/54 Hartford, Providence & Fishkill #9 "Gov. Hoppin" 15x20 66 To New York & New England #49 10 4-4-0 10/20/54 Hartford, Providence & Fishkill #10 "Waterbury" 15x20 66 To New York & New England #50 R'blt. 1873 11 4-4-0 11/8/54 Hartford, Providence & Fishkill #13 "Maintonomo" 14x22 72 To New York & New England #53 12 4-4-0 12/21/54 Hartford, Providence & Fishkill #14 "Sequasson" 142x22 72 13 4-4-0 1/3/55 Western RR (Mass.) "Olympus" 15x22 72 To Boston & Albany #50 14 4-4-0