Marking-Gauge-Tramme
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

Marking and Cutting Gauges
Well Stocked Shop Multi-Marker If you’re constantly resetting your gauge to a single measurement, a 3-in-1 Brass Wheel Marking Gauge second gauge, like Lee Valley’s brass Marking Gauge #153490, $15.99 05N65.01, $24.50 3-in-1 gauge, may solve the problem. leevalley.com This gauge sports a head that you Marking and can outfit with a pin, knife, or blade, so you can select the cutter best suited to the task at hand. Cutting Gauges What I like best about this tool is its size. More than one way to make your mark woods. Filing a flat on one side of Like a 4" square, the pin can correct the tendency the compact gauge By Jeff Day to tear out, but your best bet is to fits neatly into my cuttingpartner gauge it with a cutting gauge. apron pocket so it’s With a knife-edged marker, a always in easy reach. Marking and excels at making M cutting gauges crisp, clean lines across the any years ago when I A pin-headed gauge is good grain. Compared to a pin- began tooling up my shop, I for establishing lines parallel scratched line, the cutline helps quickly discovered how much One of my first purchases to the grain, such as you’d need prevent splintering and tear- I could accomplish with basic was the markingonly member gauge of the when laying out hinges, grooves out, a handy attribute when hand tools. Though many were gauge family that is technically for drawer bottoms, rabbets, or chiseling dovetails at their antiques, it wasn’t long before called a due to the thickness of a board when baseline. -
Marking Gauge
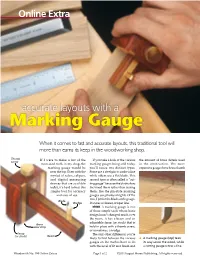
Online Extra accurate layouts with a Marking Gauge When it comes to fast and accurate layouts, this traditional tool will more than earns its keep in the woodworking shop. Thumb If I were to make a list of the If you take a look at the various the amount of brass details used screw most-used tools in my shop, the marking gauges being sold today, in the construction. The more marking gauge would be you’ll notice two distinct types. expensive gauges have brass thumb near the top. Even with the Some use a steel pin to scribe a line myriad of rulers, calipers, while others use a flat blade. This and digital measuring second type is often called a “cut- devices that are available ting gauge” because the blade slices today, it’s hard to beat this the wood fibers rather than tearing simple tool for accuracy them, like the pin-style marking and ease of use. gauges (see photos at right). Of the two, I prefer the blade-style gauge. Blade Wedge It scores a cleaner, crisper line. DESIGN. A marking gauge is one of those simple tools whose basic design hasn’t changed much over the years. It has a beam and an adjustable fence (or stock) that is Brass wear strip held in place with a thumb screw, or sometimes, a wedge. Fence The only other differences you’re (or stock) Beam likely to find between the various { A marking gauge (top) tears gauges on the market have to do its way across the wood, while with the level of fit and finish and a cutting gauge scores a line. -

MEASURING and MARKING Tools
Measuring & Marking Measuring & Marking OUTLETS NATIONWIDE 522 Measuring & Marking Solutions for every aspect of measuring and marking for professionals in any business. All products are accurate to international specifications and carry our comprehensive warranty and lifetime replacement policy. 524-527 527 528-530 530-534 534-536 Tapes & Rules Measuring Wheels Squares & Bevels Measuring Gauges Dial Indicators & Stands 536 536-544 545-547 547-548 549 Counters Micrometers Verniers Calipers, Dividers & Scribers Compasses 550 551 551-553 553 554 Specialised Marking Tools Chalks, Crayons & Pencils Chalklines & Refills Marking Gauges Stencils 554-555 556 Levels Surveyors Tools Measuring & Marking AVAILABLE FROM SELECTED 523 Quick Find Index DISTRIBUTORS NATIONWIDE POWER TAPE - SOFT GRIP WITH AUTOLOCK MEASURING TAPE - RUBBER ! Magnetic hook ! Top stop secures tape in place ! Non-slip grip rubber case is robust and impact resistant ! Clearly marked blade with ! Automatic blade lock (BLADE LOCKS ITSELF WHEN PULLED OUT) metric graduations ! ! Push button retrieval Extra tough impact resistant ABS case with sure-grip ! Chrome belt clip rubber shroud ! Power return blade glides back into case automatically with smooth rewind action Code Size MTS4800 3m x 16mm Code Size MTS4805 5m x 19mm RIC4167 3m x 13mm MTS4810 7.5m x 25mm RIC4170 5m x 19mm MTS4815 10m x 25mm RIC4180 7.5m x 25mm TAPE - SHOX MEASURING TAPE - ABS ! Positive brake action locks ! Expert quality, finely engineered tapes blade solidly in hand are renowned for reliability ! Sliding end -

Twist-Lock Marking Gauge
X ζ Marking with a twist. This unusual X marking gauge is a snap to make o ea and easy to adjust with just a flick O δ χ of the wrist. Β. Putting It Together Twist-Lock Use a dense hardwood for the fence and the beam so these parts will wear well. Here are some things to keep in mind Marking Gauge when putting the gauge together: Make the fence first. After shaping the outside contours of the fence, drill Twist the Beam to Set This Gauge for Marking the hole in the center with a ^/4-in. Forstner bit. Use the drill press to ensure By Frank Klausz that the hole is square to the face of the fence. That way, the fence will lock marking gauge is useful for all fence for marking, you give the beam a square to the beam. Then use a scroll sorts of layout tasks, from mark- twist, and the fence locks tight and saw or coping saw to enlarge the hole as A ing mortises to laying out dove- square to the beam. shown, orienting the shoulder cut across tails. I rely on a gauge more often than a This cam-type action isn't new to the grain for strength. (See drawing.) pencil when marking because I like the marking gauges. You can sometimes Smooth any bumps with a half-round precise line width a gauge pin leaves and find old twist gauges at auctions, or you file so the sweep of the curve is fair. the ease with which it can be set to any can buy a modern gauge with this twist- I like to glue one or more ivory discs distance from the edge of a workpiece. -

How to Make 'Condor Tails'
How to Make ‘Condor Tails’ BY JAMEEL ABRAHAM An ingenious way to combine routers, a band saw and hand tools for big dovetails. know what you’re thinking: “Another opinion on how to cut I dovetails.” I hear you. But this one’s different. I promise. No back and forth over pins or tails first. No Rob Cosman vs. Frank Klausz. Well, actually a little Klausz. When I built my first serious workbench in the 1990s I practically memorized Scott Landis’ “The Work- bench Book” (Taunton) and like many woodworkers I was attracted to Frank Klausz’s beautiful bench, especially the large, crisp dovetails that joined the parts of the tail vise. Klausz told us what tools he used to cut the joints, but didn’t elaborate much on technique. I suppose with a lifetime of skill at your command, you just pick up the tools and the joint emerges. I wanted the crisp look of Klausz’s joints without waiting 20 years to develop the skill. After build- ing several large benches over the past few years, this technique emerged. Best of Both Worlds I’m a big believer in making dovetail Enormous perfection. Cutting large-scale dovetails, such as for this workbench, can be a challenge. joints that fit right off the saw. That’s a This technique makes it straightforward. skill that’s easy to learn with some prac- tice. But not so with the beefy members of a workbench, or large-scale furni- railing just to get the thing vertical so where they excel. This is truly blended ture. -
Basic Box Making
W ENJOY THIS SELECTION FROM Basic Box Making taunton’s Basic Box Making D o u g S t o w e To purchase Basic Box Making, make your selection now: • ebook version • traditional version BUY NOW! BUY NOW! A Lap-Cornered Box HE BOX SEEN HERE is built with quilted maple sides and a spalted maple Tlift lid. While making this box, you can choose your degree of involve- ment with handtools: The joints can be cut primarily with the table- saw then simply cleaned up with a chisel, or you can go to the other extreme and cut the joints entirely by hand using a Japanese dozuki saw or backsaw. Either technique or a combination thereof can be used to build an attractive box and record your emergence as a true craftsman. I particularly like boxes where the joinery is exposed so that you can tell exactly how the design is held together. With this design, even a quick glance at a distance allows the viewer to say, “I get it. I see how that works.” With this basic design, you can choose from an infinite range of variables to express your own creativity (see “Design Options” on p. 94). 80 A lap-cornered box 1 4 in. 5 1 Cutting the exposed join- 9 ⁄ ⁄2 in. ery on this lap-cornered design is a good way to hone and showcase 5⁄8 in. your handtool skills. The box seen here features quilted maple sides and a spalted maple top. 31⁄2 in. 5 1 1 ⁄2 ⁄2 in. -

The Butt Gauge
NUMBER 179 MARCH 2015 A Journal of Tool Collecting published by CRAFTS of New Jersey In today's vernacular the Let's face it, as tool collec- word “Butt” gauge might bring THE BUTT GAUGE tors we also just like the gadget up all sorts of wild anatomical By Jim Fox qualities of these tools! In my thoughts! But, the butt gauge collection I have over gauge discussed here is a twenty different butt gauges very helpful tool for the in- and there are others out there Photo 1 stallation of butt hing- in the tool world that I don't es. Today, we purchase possess. Sometimes the dif- doors that are pre-hung in ference between the various their frames. It is a fairly manufactured butt gauges is simple task to install this slight causing confusion type of door. If you have about the identity of the ever tried to install butt maker. When you see the hinges on a door and it's Marden gauge (Bottom, frame, however, you know Photo 1), patented April 16, how critical it is to do it 1872, and then come across right. It can be a difficult the “Door Hanging Gage” of job to set the hinges without Top - Thompson gauge, middle - LeFrancois gage, bot- Cereal LeFrancois, patented the proper experience and tom - Marden gauge. August 26, 1890, you may tools. Failure to align hinges confuse the two. Then when on the door and frame will cause many problems in encountering the George Thompson gauge (Top, it's closing and latching. Photo 1), patented October 2, 1900, many are left During the 19th and early 20th centuries a number scratching their heads trying to tell them apart. -

Marking Gauge.Pdf
Project from www.craftsmanspace.com Project: Marking gauge Page 1 of 8 Marking gauge plan On this page you can download the free woodworking plan for making a Marking gauge. The marking gauge is used for laying out lines along the grain of the wood. Marking gauges consist of two main parts, a fence (stock, head) and a stem (bar, beam). The stem carries a pointed metal spur at the end. The fence can be fixed to any position along the stem by a wedge. Marking gauge is an essential tool for basic carpentry and joinery. It is used to score a single line parallel to the face side or face edge, when planning a piece of timber to size, and for marking out rebates and simple joints. The spur is simply a nail with its head cut off and hammered into the end of the stem. The spur is used to score the surface of the wood, leaving a slight indentation line. The indentation line is sometimes not clearly visible, so you can make it more visible by using sharpened pens. The marking gauge is one of the more accurate tools for marking lines parallel to an edge. To use the gauge, first set the distance from the spur to the fence. Tighten the fence to the stem by tapping the back of the wedge with a piece of wood. Check the setting and make final adjustments by tapping either end of the stem on the bench top. To loosen the fence tap the front of the wedge. Usage: - for marking lines parallel to straight working surfaces - to provide a straight line to guide planing or sawing - to lay out mortises, tenons, etc. -

Civil Technology: Woodworking and Timber
CIVIL TECHNOLOGY: WOODWORKING AND TIMBER Workbook: Year 2 Term 2 Y2T2: Equipment Date: LESSON 1 The learner is able to: ➢ Identify, describe and demonstrate the correct use, caring and safety of the following measuring tools: Measuring Sliding bevel The sliding T-bevel, also known as a bevel gauge or false square is an adjustable gauge for setting and transferring angles. The handle is usually made of wood or plastic and is connected to a metal blade with a thumbscrew or wing nut. The blade pivots and can be locked at any angle by loosening or tightening the thumbscrew. The bevel can be used to duplicate an existing angle or set to a desired angle by using it with any number of other measuring tools, such as a protractor. QUESTION 1: What is the Sliding bevel used for? a) ______________________________________________________________ ______________________________________________________________ b) ______________________________________________________________ ______________________________________________________________ QUESTION 2: Describe the Sliding bevel ___________________________________________________________________ ___________________________________________________________________ ___________________________________________________________________ ___________________________________________________________________ ___________________________________________________________________ Y2:T2 Equipment Date: Lesson 2 The learner is ➢ Identify, describe and demonstrate the correct use, caring able to: and safety of the following tools: Measuring Marking gauge The marking gauge, also known as a scratch gauge, is used in woodworking and metalworking to mark out lines for cutting. The purpose of the gauge is to scribe a line parallel to a reference edge or surface. It is used in joinery. The gauge consists of a beam, a headstock, and a scribing or marking implement, typically a pin, knife or wheel. The headstock slides along the beam and is locked in place by various means: a locking screw or a wedge. -

Dual Marking Gauge 05N70.01 Patent Pending • Ideal for Laying out Mortise and Tenon Joints
Dual Marking Gauge 05N70.01 Patent Pending • Ideal for laying out mortise and tenon joints • Can be used as a single-cutter marking gauge • Cuts a fine line for accurate chisel positioning The Veritas® Dual Marking Gauge has two rods mounted eccentrically in the reference face. One rod has a non-rotating wheel cutter whose bevel faces the reference face (outside cutter) and the other has a non-rotating wheel cutter whose bevel faces away from it (inside cutter), allowing the gauge to be used in a wide range of applications. The hardened steel wheel cutters cut wood fi bers rather than tear them, and produce fi ne cut-lines, ideal for chisel registration. The most common use for this gauge would be as a mortise gauge for scribing both sides of a mortise. Unlike other mortise gauges, the cutters on the Veritas Dual Marking Gauge are used independently, scribing just one line at a time. As a result, this marking gauge can be used anywhere a project requires repeated marking of two dimensions. The individual wheel cutters can be completely retracted into the reference face, and the gauge can function as a single-cutter marking gauge. For most traditional uses, the outside cutter (bevel facing the reference face) would be used; however, for thicknessing a workpiece, the inside cutter (bevel facing away from the reference face) would be used. The eccentric confi guration of the rods maximizes the size of the reference surface, while maintaining the overall size of the gauge. The short side can also be used if space is restricted. -
General Workshop
CARPENTRY INTRODUCTION Wood is an important engineering material that is extensively used in the buildings and industries. ‘Timber’ is another name for wood, which is obtained from exogeneous trees. “Wood Working” means processing of wood by hand and machines for making articles of different shapes and sizes. It is further divided into two groups; (1) Carpentry (2) Pattern making. Carpentry is the common term used with any class of work with wood. Pattern making deals with the type and construction of wooden patterns. Steel Rule Four fold rule Flexible tape Blade Try square Stock List of Tools I. Marking and Measuring tools 1. Pencil 9. Combination square 2. Steel rule 10. Marking Knife (Scriber) 3. Four fold rule 11 Marking Gauge 4. Flexible tape 12 Mortise Gauge 5. Straight Edge 13. Wing compass 6. Try square 14. Trammel (beam compass) 7. Mitre Square 15 Calipers (Outside and Inside) 8. Bevel Square 16. Spirit level and plumb bob II. Cutting tools A. Saws B. Chisels C. Axes (a). Saws (b). Chisels 1. Hand Saw a. Firmer Chisel (Cross cut saw) 2. Rip Saw b. Bevel edged 3. Tenon saw (Back saw) c. Pairing Chisel 4. Panel Saw d. Mortise chisel 5. Dovetail Saw e. Gouges (Inside & outside) (c). Axes a. Side Axe b. Adze III. Planinng Tools a. Jack plane (wooden & Metal) b. Smoothing plane c. Rebate plane d. Spoke shave e. Trying plane f. Plough plane g. Router plane Bevel Square Marking knife Mortise gauge Marking gauge Marking pin IV. Boring Tools a. Gimlet b. Bradawl c. Brace (Ratchet & Wheel brace) d.