MANGO POSTHARVEST BEST MANAGEMENT PRACTICES MANUAL 5 Harvest and Postharvest Process Map for Fresh Mangos
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hormonal Regulation of Non-Climacteric Fruit Development and Maturation
EDITORIAL published: 25 May 2021 doi: 10.3389/fpls.2021.690691 Editorial: Hormonal Regulation of Non-climacteric Fruit Development and Maturation Vanessa Galli 1*, María Teresa Sanchez-Ballesta 2, Ashraf El-kereamy 3, Ricardo Antonio Ayub 4 and Wensuo Jia 5 1 Technology Development Center, Federal University of Pelotas, Pelotas, Brazil, 2 Department of Characterization, Quality and Safety, Institute of Food Science, Technology and Nutrition (ICTAN-CSIC), Madrid, Spain, 3 Department of Botany and Plant Sciences, University of California, Riverside, Riverside, CA, United States, 4 Laboratory of Biotechnology Applied to Fruticulture, Ponta Grossa State University, Ponta Grossa, Paraná, Brazil, 5 College of Agronomy and Biotechnology, China Agricultura University, Beijing, China Keywords: non-climacteric, phytohormones, fruit disorders, ripening (fruit), abiotic stress, crosstalk Editorial on the Research Topic Hormonal Regulation of Non-climacteric Fruit Development and Maturation Non-climacteric fruits, such as strawberry, grape, raspberry, cherry, citrus, and many others, are characterized by ripening transitions that do not strictly depend on a significant increase in ethylene production and an associated rise in respiration rate. The development and maturation processes of these fruits follows a series of molecular and physiological events that leads to modifications in size, color, texture, flavor, and aroma. Although the ripening process of climacteric fruits has been well-documented, the signals triggering in non-climacteric fruit remains poorly understood. However, the involvement of phytohormones in this process has been demonstrated. The current Research Topic on “Hormonal Regulation of Non-climacteric Fruit Development and Maturation” Edited and reviewed by: Claudio Bonghi, is a combination of research articles and review articles, providing novel insights and detailed University of Padua, Italy overviews on the current knowledge of different aspects of non-climacteric fruit ripening and the *Correspondence: metabolites affected by phytohormones. -

Ice Cream Flavor Sorbet Flavor
Ice Cream Flavor Sorbet Flavor Banana Milk Tea Acai Sorbet Butter Pecan Mocha Chip Bloody Orange Sorbet Cherry Vanilla Orange Creamy Limon Cello Sorbet Chocolate Pistachio Mango Sorbet Chocolate Chip Cookie Dough Pumpkin (Seasonal) Pink Grapefruit Sorbet Chocolate Fudge Swirl Red Bean Watermelon Sorbet Chocolate Peanut Butter Rocky Road Coconut Sesame Cookie –N- Cream Strawberry Dulce de Leche Strawberry Cheesecake Cotton Candy Taro Green Tea Vanilla Chocolate Nutella Wild Berry Mint Chip Dry Topping Wet Topping Fresh Fruit Topping Almond Slice Marshmallow Black Cherry Banana Coconut Flake M & M Caramel Sauce Blueberry Chocolate Chip Mochi Chocolate Sauce Mango Chocolate Crunch Mini Peanut Butter Cup Peanut Butter Sauce Pineapple Chocolate Sprinkle Oreo Cookie Hot Fudge Strawberry Cookie Dough Peanut Marshmallow Sauce Dry Walnut Pecan Nutella Sauce Fruity Pebbles Rainbow Sprinkle Strawberry Sauce Graham Cracker Reese’s pieces Vanilla Syrup Gummy Bear Toasted Coconut Wet Walnut Gronala Whipping Cream Homemade Chocolate Mousse Macaron Tiramisu Cup Strawberry Shortcake Apricot Vanilla Matcha Lemon Tart Mango Cup Rose Cotton Candy Oreo Taro Coconut Pistachio Pecan Tart 4” Cheesecake Oreo Tiramisu Nutella Red Velvet Cake Wild Berry Raspberry Passion Fruit Strawberry Cheesecake Milk Tea Fruit Tea Oolong Tea Original - Black Tea with Milk / Green Tea with Milk *Apple Lychee Oolong Tea *Almond Nutella *Blueberry *Mango Oolong Milk Tea Banana Papaya Grape *Passion Fruit Brown Sugar Oolong Milk Tea *Coconut Red Bean Grape Fruit *Peach Honey Oolong -
Mango Information Kit (1999) Reprint
Mango information kit Reprint – information current in 1999 REPRINT INFORMATION – PLEASE READ! For updated information please call 13 25 23 or visit the website www.dpi.qld.gov.au This publication has been reprinted as a digital book without any changes to the content published in 1999. We advise readers to take particular note of the areas most likely to be out-of-date and so requiring further research: • Chemical recommendations—check with an agronomist or Infopest www.infopest.qld.gov.au • Financial information—costs and returns listed in this publication are out of date. Please contact an adviser or industry body to assist with identifying more current figures. • Varieties—new varieties are likely to be available and some older varieties may no longer be recommended. Check with an agronomist, call the Business Information Centre on 13 25 23, visit our website www.dpi.qld. gov.au or contact the industry body. • Contacts—many of the contact details may have changed and there could be several new contacts available. The industry organisation may be able to assist you to find the information or services you require. • Organisation names—most government agencies referred to in this publication have had name changes. Contact the Business Information Centre on 13 25 23 or the industry organisation to find out the current name and contact details for these agencies. • Additional information—many other sources of information are now available for each crop. Contact an agronomist, Business Information Centre on 13 25 23 or the industry organisation for other suggested reading. Even with these limitations we believe this information kit provides important and valuable information for intending and existing growers. -

Changes in Flavour and Texture During the Ripening of Strawberries
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by RERO DOC Digital Library Eur Food Res Technol (2004) 218:167–172 DOI 10.1007/s00217-003-0822-0 ORIGINAL PAPER Ramin Azodanlou · Charly Darbellay · Jean-Luc Luisier · Jean-Claude Villettaz · Renato Amad Changes in flavour and texture during the ripening of strawberries Received: 17 June 2003 / Published online: 26 November 2003 Springer-Verlag 2003 Abstract The amount of total volatile compounds, total Keywords Ripeness · Total volatile · Solid phase acidity, total sugar content (degrees Brix) and fruit microextraction · Strawberry · Flavour · Texture firmness were used to characterize the degree of ripeness of three strawberry varieties (Carezza, Darselect and Marmolada). A novel concept using solid phase microex- Introduction traction (SPME) and measurement of total volatile compounds to distinguish between various stages of The quality of strawberries is defined by sensory strawberry ripeness was applied. The carboxene/poly- attributes such as flavour and texture. Plant selection, dimethylsiloxane SPME fibre was found to be best suited growing conditions (soil, climate, etc.), harvest date, and to differentiate between the stages of ripeness. The post-harvest treatments all influence these quality at- amount of total volatile compounds rapidly increased tributes [1]. near to maturity (between the three-quarters red stage and Fruit ripening is a very complex process. It is the dark-red stage). Most of the volatile compounds influenced by the synthesis and action of hormones identified were esters, followed by aldehydes, and responsible for the rate of ripening, the biosynthesis of alcohols. The most abundant volatile compounds were pigments (carotenoids, anthocyanins, etc.), the metabo- propyl butanoate, 3-phenyl-1-propanol, butyl butanoate, lism of sugars, acids and volatile compounds involved in isobutyl butanoate, 3-methyl butyl butanoate and isopro- flavour development. -

Edgewater Public Elementary School Edgewater, FL
Chapter 3.3 Edgewater Public Elementary School Edgewater, FL Volusia County MPO November 2008 Volusia County MPO School Bicycle and Pedestrian Review Study, Phase 3B School Summary Edgewater Public Elementary School is located in a residential area bordered by a cemetery, railroad tracks and Hawks Park in the City of Edgewater. Few roadways within the walk zone include sidewalks. Of the 662 students attending this school, 316 live within the walk zone area. During the 2007/2008 school year approximately 90 of these students walked or rode bicycles to school. At afternoon dismissal, most of these students walk to the YMCA located adjacent to the school. At the time of this Study, there were two crossing guards located at U.S. Hwy. 1 and Ocean Avenue. For the 2008/2009 school year, one guard will be assigned to this location. The City of Edgewater provides a volunteer traffic control officer at the intersection of Ocean Avenue and Old County Road. During the period 2005 to 2007, one bicycle crash occurred on Park Avenue at the intersection with Flagler Avenue when a student was riding along the sidewalk and rode into a vehicle turning onto Flagler Avenue. Increased bicycle and pedestrian safety education is recommended for this school. The City of Edgewater has submitted funding requests for sidewalks along both sides of U.S. Hwy. 1 from Orange Avenue to Cory Drive on the east side, and from Ocean Avenue to Louisa Drive and from Turgot Avenue to Roberts Road on the west side. Students living south of Indian River Boulevard who attend Edgewater Public Elementary School are currently provided bus transportation due to designated courtesy conditions. -

Effect of Preharvest Fruit Temperature on Ripening, Sugars, and Watercore Occurrence in Apples
J. AMER. SOC. HORT. SCI. 119(6):1208–1214. 1994. Effect of Preharvest Fruit Temperature on Ripening, Sugars, and Watercore Occurrence in Apples Hisashi Yamada, Hirokazu Ohmura, Chizuru Arai, and Makoto Terui Laboratory of Horticultural Science, Faculty of Agriculture, Niigata University, Ikarashi 2-8050, Niigata 950-21, Japan Additional index words. Malus domestica, ‘Himekami’, ‘Fuji’, sorbitol, maturity Abstract. The influence of controlling temperature during apple (Malus domestica Borkh.) maturation on sugars, fruit maturity, and watercore occurrence was investigated in watercore-susceptible ‘Himekami’ and ‘Fuji’ apples. The incidence of watercore at 13/5 and 23/15C was greater than at 33/25C or ambient temperatures in ‘Himekami’ apples in 1991 and was greater at 18/10C than at other temperatures in ‘Fuji’ apples in 1990. In 1992, the extent of watercore increased as fruit temperature decreased from 28 to 14C and 23 to 9C in ‘Himekami’ and ‘Fuji’ apples, respectively. Watercore occurrence affected by fruit temperature was not related to fruit maturity, as judged by ethylene evolution. The effect of fruit temperature on sorbitol was relatively small compared with that on other sugars, and no relationship was found between watercore development and sugars. These results suggest that fruit temperature affects watercore expression independently of fruit maturity or sorbitol metabolism in the fruit in watercore-susceptible apple cultivars. Watercore is a physiological disorder of apple that develops peratures. These temperature effects on sugar composition were while fruit are on the tree. Apple cultivars differ in watercore verified experimentally by adjusting fruit temperature in the field expression and, by using grafting combinations, Kollas (1968) (Yamada et al., 1988). -

'Honey Gold' Mango Fruit
Final Report Improving consumer appeal of Honey Gold mango by reducing under skin browning and red lenticel discolouration Peter Hofman The Department of Agriculture and Fisheries (DAF) Project Number: MG13016 MG13016 This project has been funded by Horticulture Innovation Australia Limited with co-investment from Piñata Farms Pty Ltd and funds from the Australian Government. Horticulture Innovation Australia Limited (Hort Innovation) makes no representations and expressly disclaims all warranties (to the extent permitted by law) about the accuracy, completeness, or currency of information in Improving consumer appeal of Honey Gold mango by reducing under skin browning and red lenticel discolouration. Reliance on any information provided by Hort Innovation is entirely at your own risk. Hort Innovation is not responsible for, and will not be liable for, any loss, damage, claim, expense, cost (including legal costs) or other liability arising in any way (including from Hort Innovation or any other person’s negligence or otherwise) from your use or non-use of Improving consumer appeal of Honey Gold mango by reducing under skin browning and red lenticel discolouration, or from reliance on information contained in the material or that Hort Innovation provides to you by any other means. ISBN 978 0 7341 3977 1 Published and distributed by: Horticulture Innovation Australia Limited Level 8, 1 Chifley Square Sydney NSW 2000 Tel: (02) 8295 2300 Fax: (02) 8295 2399 © Copyright 2016 Contents Summary ......................................................................................................................................... -

Forsyth Field Notes October 2019 Forsyth County Cooperative Extension News
Forsyth Field Notes October 2019 Forsyth County Cooperative Extension News employ a In this Issue variety of strategies to deter total digestion. How Plants Fight Back Have Your Pumpkin, and Eat It, Too Mechanical Plant Perennials in Fall defenses Extension Events & Opportunities Painful experiences are powerful deterrents for some How Plants Fight Back animals. Thorns, spines, and prickles help defend plants from By Heather N. Kolich That’s why Agriculture and Natural Resources Agent hungry herbivores. UGA Extension Forsyth County plants grow a variety of sharp accessories. In the natural Gardening is a healthy hobby. It gets us form, some trees, shrubs, and herbaceous outside where, in addition to getting plants sport thorns, prickles, or spines. physical exercise, we can soak up the mental These modification of branches (thorns), and physiological benefits of nature. Food epidermis (prickles), and leaves (spines) are gardeners also reap the nutritional benefits efforts to stop or at least slow down animals of just-picked produce and the satisfaction that want to eat the plant. of self-sufficiency. Through selective breeding, horticulturalists We need to remember, however, that all- have developed thornless key lime trees, natural isn’t necessarily harmless. My nearly spineless hollies, and roses and daughter once volunteered to pick wild blackberries without prickles. While this blackberries so we could make jam. Along improvement makes harvesting and pruning with the berries, she collected the pain of easier on us, breeding for a desirable trait thorn pokes, ant bites, and sunburn. can breed out other desirable traits, such as fragrance or productivity. And when a Even for those of us who’d rather do taxes modified plant escapes cultivation, its than eat a salad, plants are the basis of our progeny can revert to the thorny form, as food chain. -
Mango Varieties and Availability
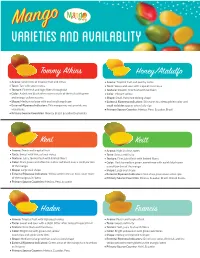
VarietiesMangoMango and Availablity Tommy Atkins Honey/Atalulfo • Aroma: Small hints of tropical fruit and citrus • Aroma: Tropical fruit and peachy notes • Taste: Tart with sweet notes • Taste: Sweet and sour with tropical fruit notes • Texture: Firm flesh and high fibers throughout • Texture: Smooth, firm flesh with no fibers • Color: A dark red blush often covers much of the fruit with green • Color: Vibrant yellow and orange-yellow accents • Shape: Small, flattened oblong shape • Shape: Medium to large with oval or oblong shape • External Ripeness Indicators: Skin turns to a deep golden color and • External Ripeness Indicators: This mango may not provide any small wrinkles appear when fully ripe visual cues • Primary Source Country: Mexico, Peru, Ecuador, Brazil • Primary Source Countries: Mexico, Brazil, Ecuador,Guatemala Kent Keitt • Aroma: Peach and tropical fruit • Aroma: High in citrus notes • Taste: Sweet with hints of sour notes • Taste: Sweet and fruity • Texture: Juicy, tender flesh with limited fibers • Texture: Firm, juicy flesh with limited fibers • Color: Dark green and often has a dark red blush over a small portion • Color: Dark to medium green, sometimes with a pink blush over of the mango a small portion of the mango • Shape: Large oval shape • Shape: Large oval shape • External Ripeness Indicators: Yellow undertones or dots cover more • External Ripeness Indicators: Skin stays green even when ripe of the mango as it ripens • Primary Source Countries: Mexico, Ecuador, Brazil, United States • Primary Source Countries: -

"Ripening of Mangos Following Low-Temperature Storage "
perature, concentration and exposure time to acetylene on initi- of acetylene and ethylene gas on initiation of banana ripening. ation of banana ripening. J. Sci. Food Agr. 40:43-50. Ann. Applied Biol. 101:407-410. 18. Subramanyam, H., N.V.N. Moorthy, S. Lakshminarayana, and 20. Wang, C.Y. and W.M. Mellenthin. 1972. Internal ethylene lev- S. Krishnamurthy. 1972. Studies on harvesting, transport and els during ripening and climacteric in Anjou pears. Plant Physiol. storage of mango. Intl. Soc. Hort. Sci. 24:260-264. 50:311-312. 19. Thompson, A.K. and G.B. Seymour. 1982. Comparative effects J. AMER. SOC. HORT. SCI. 115(3):430-434. 1990. Ripening of Mangos Following Low-temperature Storage A.P. Medlicott1 Overseas Development and Natural Resources Institute, 56-62 Gray’s Inn Road, London, WX1X 8LU, England J.M.M. Sigrist Instituto de Tecnologia de Alimentos, Av. Brasil 2880, Campinas SP 13100, Brazil O. Sy Institut de Technologie Alimentaire, Route des Pères Maristes, Hann, Dakar BP 2765, Senegal Additional index words. Mangifera indica, harvest maturity, postharvest physiology; quality control Abstract. The effects of harvest maturity of mangos (Mangifera indica L.) on storage tinder various low-temperature regimes and the influence of storage on quality development during subsequent ripening at higher temperatures were investigated. The capacity for storage of mango fruit depended on harvest maturity, storage temperature, and the time of harvest within the season. Development of peel and pulp color, soluble solids concentration, pH, and softening in ‘Amelie’, ‘Tommy Atkins’, and ‘Keitt’ mangos occurred progressively during storage for up to 21 days at 12C. -
N E W S L E T T
2016-1 NEWSLETTER ESCRIBIENTE is Albuquerque’s Calligraphic Society open to anyone interested in the fi ne art of beautiful lettering. 2016-1 ESCRIBIENTE NEWSLETTER A Word from Your This is my last letter as President and I thank everyone who, for the last 3 years, have helped make Escribiente the excellent calligraphy group that we are today. The Execu- tive Board was top notch with Esther the Vice President, Non Committee contributions have been Bill and Julie giv- Ginger as Secretary and Evelyn our Treasurer, making my ing 1 day or 2 day workshops at reduced rates. Caryl had job as President easier with their assistance, experience the idea and organized a coloring book of letters; the letters and knowledge. of the alphabet are being drawn by Escribiente members, which should be for sale this summer. Diane hosts our Our Committee Chairs were excellent. Rodger does our Christmas party. Trish is in charge of the web site and fundraising, and makes a gift for the Christmas party raffl e. has added a Facebook page, keeping us connected to the Hospitality was headed by the late Betsy Townsend,then electronic world. Thanks to those mentioned above and Beth graciously took over. Library was headed by Donna the many others who have helped in various capacities. I and when she gave it up, Trish took over. Materials Chair couldn’t have made it without each of you. is Janice. Membership is Sue. Lynda does the clever fl yers. Our Newsletter was revived by Alma and Esther it now will Please continue with your cooperation and support for the be edited by Julie. -
Colorant Colored Cocoa Butter
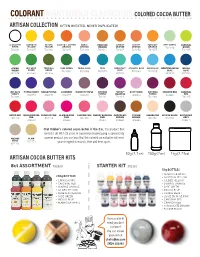
COLORANTCOLORANTWORLDCLASSCOLORANTWORLDCLASSCOLORED COCOA BUTTER ARTISAN COLLECTION OFTEN IMITATED, NEVER DUPLICATED! HERITAGE CARNIVAL ORANGE 302040 GREEN 302001 302005 302010 302015 302020 302022 302025 302030 302035 302045 SPRING MEDITERRANEAN INDIGO GREEN 302060 302065 302070 302080 302085 BLUE BLUE 302048 302050 302055 302075 302090 302095 IRIS BLUE PURPLE HEART NOBLE PURPLE LAVENDER HARVEST PURPLE VINTAGE “OH MY” DUSTY ROSE VICTORIA CRIMSON RED CARDINAL VIOLET 302097 302098 302099 302100 PURPLE MAGENTA 302105 PURPLE 302110 RED 302096 302101 302104 302109 302115 RETRO RED MOULIN ROUGE PRINCESS PINK LA VIE EN ROSE PASSION PINK CHERRY BLOSSOM CHOCOLATE TUSCAN SAHARA TAN ECLIPSE BLACK BATTLESHIP 302116 RED 302125 PINK 302130 PINK BROWN BROWN 302150 302155 GREY 302120 302126 302135 302140 302145 302160 Chef Rubber’s colored cocoa butter is the O.G., the product that started it all. With 23 years of experience in producing a consistently MOJAVE PLAIN superior product, you can trust that this colored cocoa butter will meet BEIGE 302170 302165 your stringent standards, time and time again. ARTISAN COCOA BUTTER KITS 8ct ASSORTMENT 302900 STARTER KIT 302910 50g BOTTLES ALABASTER WHITE 200g BOTTLES AUREOLIN YELLOW CRIMSON RED GILDED YELLOW CARDINAL RED SUNRISE ORANGE SUNRISE ORANGE JADE GREEN GILDED YELLOW INDIGO BLUE AUREOLIN YELLOW PURPLE HEART JADE GREEN LA VIE EN ROSE PINK INDIGO BLUE CARDINAL RED ALABASTER WHITE CRIMSON RED CHOCOLATE BROWN ECLIPSE BLACK Have a color in mind you don’t see here? You can create your own at chefrubber.com SKU# 302999 COLORANTCOLORANTWORLDCLASSCOLORANTWORLDCLASSCOLORED COCOA BUTTER SPRAYING & PAINTING KITS STARTER COCOA BUTTER SPRAYING KIT 801197 MICRO SPRAY GUN SET ARTISAN COCOA BUTTER RUBBAIRE 1/3HP AIRBRUSH 12PC STARTER KIT COMPRESSOR CLEANER PLAIN COCOA BUTTER Launch your creative journey spraying Chef Rubber colored cocoa butter today.