Design of a Portable Tire Test Rig and Vehicle Roll- Over Stability Control
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tightening Torques for Giant Bikes
READY, SET, RIDE Congratulations on your new Giant bicycle! Whether it’s for competition, commuting, fitness or fun, every Giant bike is made to enhance your cycling life. We aim to be a trusted companion on every road, path and trail that unfolds before you. YOUR FRIEND IN CYCLING Giant was founded in 1972 with a mission: Create better bikes to improve the cycling experience. From the very start, innovation and manufacturing expertise set us apart. Over the last four decades, we have grown well beyond our manufacturing roots to become the world’s leading brand of quality bicycles and gear. With more than 12,000 retail partners worldwide, our goal today is to inspire adventure in all riders, from casual to competitive. GET TO KNOW YOUR NEW BIKE Before your first ride, please read through this manual. You’ll learn about the various parts, components and technologies—many of which may be new to you and are designed specifically for this particular bike. And whatever your level of experience, please pay attention to the safe riding instructions. Your best resource for service and technical advice is your local Giant retailer. To find one, or to learn more about Giant, go to giant-bicycles.com. Thank you for riding Giant. We’re proud to be part of your cycling life. RIDE LIFE. RIDE GIANT. Contents GENERAL WARNING p. 1 A special note to parents p. 2 1. First A. Bike fit p. 3 B. Safety first p. 3 C. Mechanical Safety Check p. 3 D. First ride p. 5 2. -

CONFERENCE SCHEDULE 39Th Annual Conference on Tire Science and Technology September 28 – October 2, 2020 Conference Theme
CONFERENCE SCHEDULE (all times listed in EDT, GMT-4) 39th Annual Conference on Tire S cience and Technology September 28 – October 2, 2020 Conference Theme: Intelligent Transportation Monday, September 28, 2020 (all times listed in EDT, GMT-4) 8:00am EDT (GMT-4) Conference Opening 8:15am EDT (GMT-4) Keynote Address: Chris Helsel Senior Vice President and Chief Technology Officer The Goodyear Tire & Rubber Co. 9:30am – 12:05pm EDT (GMT-4) Technical Sessions Simulation / Data Science - Tim Davis 9:30am – “Voxel-based Finite Element Modeling to Predict Tread Stiffness Variation Around Tire 9:50am Circumference” Sanyal (Cooper) 9:55 am– “Tire Curing Process Analysis through SIGMASOFT Virtual Molding” Geyne (3Dsigma) 10:15am 10:20am – “Off-the-Road Tire Performance Evaluation Using High Fidelity Simulations” Nandi, Lewis (Dassault) 10:40am 10:40am – Break 10:55am 10:55am– “A Study on Tire Ride Performance using Flexible Ring Models Generated by Virtual Methods” 11:15am Siramdasu, Li, et al (Hankook) 11:20am – “Data-Driven Multiscale Science for Tire Compounding” Xu, Sheridan, et al (Goodyear, et al) 11:40am 11:45am – “Development of Geometrically Accurate Finite Element Tire Models for Virtual Prototyping and 12:05pm Durability Investigations” Grossi, Samarini, Shabana (Exponent / Univ. Ill.) Tuesday, September 29, 2020 (all times listed in EDT, GMT-4) 8:00am EDT (GMT-4) Plenary Lecture: Giorgio Rizzoni The Ohio State University Director – Center for Auto. Research 9:30am – 12:05pm EDT (GMT-4) Technical Sessions Tire Performance - Eric Pierce -
Kettler Operation Instructions Bicycle 2020
IMPORTANT READ CAREFULLY BEFORE USE KEEP SAFE TO CONSULT AT A LATER DATE Operating instructions Bicycle MY20P02-1 - 1_1.0_13.01.2020 Contents Contents 1 About these operating instructions 3 5 Assembly 20 1.1 Manufacturer 3 5.1 Required tools 20 1.2 Identifying the operating instructions 3 5.2 Unpacking 20 1.3 Laws, standards and directives 3 5.2.1 Scope of delivery 20 1.4 For your information 4 5.3 Commissioning 20 1.4.1 Warnings 4 5.3.1 Installing the wheel in the Suntour fork 21 1.4.2 Markups 4 5.3.1.1 Screw-on axle (15 mm) 21 2 Safety 5 5.3.1.2 Screw-on axle (20 mm) 22 2.1 General warnings 5 5.3.1.3 Quick release axle 22 2.1.1 Toxic substances 5 5.3.1.4 Quick release 26 2.1.1.1 Brake fluid 5 5.3.2 Installing the wheel in the FOX fork 27 2.2 Requirements for the rider 6 5.3.2.1 Quick release (15 mm) 27 2.3 Vulnerable groups 6 5.3.2.2 Kabolt axle 29 2.4 Personal protective equipment 6 5.3.3 Checking the stem and handlebars 29 2.5 Safety markings and safety instructions 6 5.3.3.1 Checking connections 29 2.6 Emergency 6 5.3.3.2 Firm hold 30 2.6.1 What to do in an emergency 6 5.3.3.3 Checking the headset backlash 30 2.6.2 Leaking fluids 6 5.4 Selling bicycles 30 2.6.2.1 Brake fluid 6 6 Operation 31 2.6.2.2 Oils and lubricants from the fork 6 6.1 Risks and hazards 31 2.6.2.3 Oils and lubricants from the rear frame 6.1.1 Personal protective equipment 31 damper 6 6.2 Instruction and customer service 32 3Overview 76.3 Adjusting the bicycle 32 3.1 Description 8 6.3.1 Adjusting the saddle 32 3.1.1 Wheel 8 6.3.1.1 Adjusting the saddle tilt 32 -
The New Zealand & Australian Experience with Central Tyre Inflation
TheThe NewNew ZealandZealand && AustralianAustralian ExperienceExperience withwith CentralCentral TyreTyre InflationInflation Neil Wylie Innovative Transport Equipment Ltd Log Transport Safety Council Tyre Development • 1846 – Robert William Thomson invented and patented the pneumatic tire • 1888 – First commercial pneumatic bicycle tire produced by Dunlop • 1889 – John Boyd Dunlop patented the pneumatic tire in the UK • 1890 – Dunlop, and William Harvey Du Cros began production of pneumatic tires in Ireland • 1890 – Bartlett Clincher rim introduced • 1891 – Dunlop's patent invalidated in favor of Thomson’s patent • 1892 – Beaded edge tires introduced in the U.S. • 1894 – E.J. Pennington invents the first balloon tire • 1895 – Michelin introduced pneumatic automobile tires • 1898 – Schrader valve stem patented • 1900 – Cord Tires introduced by Palmer (England) and BFGoodrich (U.S.) • 1903 – Goodyear Tire Company patented the first tubeless tire, however it was not introduced until 1954 • 1904 – Goodyear and Firestone started producing cord reinforced tires • 1904 – Mountable rims were introduced that allowed drivers to fix their own flats • 1908 – Frank Seiberling invented grooved tires with improved road traction • 1910 – BFGoodrich Company invented longer life tires by adding carbon black to the rubber • 1919 – Goodyear and Dunlop announced pneumatic truck tires[2] • 1938 – Goodyear introduced the rayon cord tire • 1940 – BFGoodrich introduced the first commercial synthetic rubber tire • 1946 – Michelin introduced the radial tire • -

Responsibility the Cooper Way 2014 Corporate Social Responsibility and Sustainability Report Corporate Social Responsibility and Sustainability Mission
RESPONSIBILITY THE COOPER WAY 2014 CORPORATE SOCIAL RESPONSIBILITY AND SUSTAINABILITY REPORT CORPORATE SOCIAL RESPONSIBILITY AND SUSTAINABILITY MISSION THE POWER OF “AND” The people of Cooper Tire & Rubber Company believe in the power of “and.” We are committed to delivering shareholder value and operating our company in a way that reduces our impact on the environment. We believe in innovation, leveraging it to be successful in the marketplace and to help us be responsible about the life cycle impact of our products. We are relentless about improving the efficiency of our operations and we care deeply about our people, especially when it comes to their health and safety. We strive to continually improve our economic performance and we connect with our communities through philanthropy and employee activation. Our future is one where Cooper continues to do the right thing and succeed because of it. RESPONSIBILITY THE COOPER WAY 2 TABLE OF CONTENTS 4 CHAIRMAN’S LETTER 23 VALUING OUR PEOPLE AND COMMUNITY - Healthy and Safe Employees 5 ABOUT THIS REPORT - Commitment to Community - Employing Our Veterans 6 ABOUT COOPER - Our Business - The Cooper Way - Our Core Values 28 REDUCING ENVIRONMENTAL - Our Business Strategy IMPACT - Environmental Management - Air, Water and Land 12 OPERATING SUSTAINABLY - Biodiversity - Corporate Social Responsibility and Sustainability at Cooper - Sustainable Product Advances - Materiality - Tire Safety - Engaging Our Stakeholders - Scrap Tire Management 16 FOCUSING ON SUSTAINABLE 39 IMPROVING ECONOMIC TIRE INNOVATION PERFORMANCE - Collaboration and Partnerships - 2014 Financial Results - Research and Development - Keeping Our Pledge to Investors - Sustainable Product Innovation 41 GRI INDEX CSR AND SUSTAINABILITY REPORT 2014 3 CHAIRMAN’S LETTER It’s my pleasure to introduce our third annual Corporate Social Today, Cooper operates technical facilities on three continents. -

BULLS Brose CI
BULLS BROSE_Trekking_BBC_COVER Page 1 Wednesday, October 11, 2017 2:12 PM IMPORTANT READ CAREFULLY BEFORE USE KEEP SAFE FOR LATER REFERENCE E l e c t r i c b i c y c l e O P E R A T I NG EN I N S T R U C T I ON S Lacuba BULLS BROSE_Trekking_BBC_COVER Page 2 Wednesday, October 11, 2017 2:12 PM Copyright © BULLS Bikes USA Distribution or reproduction of these operating instructions and utilization or communication of their content is prohibited unless expressly approved. Any infringement will render the offender liable for compensation. All rights reserved in the event that a patent, utility model or industrial design is registered. BULLS BROSE_Trekking_BBC Page 1 Data sheet Name of the purchaser: Date of purchase: Model: Frame number: Type number: Unladen weight (lbs): Tire size: Recommended tire pressure (bar)*: front: rear: Wheel circumference (mm): Company stamp and signature: *After a tire change, refer to the tire markings for the permitted tire pressures and make sure that they are observed. The recommended tire pressure must not be exceeded. 1 BULLS BROSE_Trekking_BBC Page 2 Technical data 1 Technical data Bicycle Transportation temperature 41°F - 77°F Ideal transportation temperature 50°F - 59°F Storage temperature 41°F - 77°F Ideal storage temperature 50°F - 59°F Operation temperature 41°F - 95°F Working environment temperature 59°F - 77°F Charging temperature 50°F - 86°F Power output/system 250 W (0.25 W) Shut-off speed - Class 1 bicycle 20 mph Shut-off speed - Class 3 bicycle 28 mph Table 1: Bicycle technical data Battery Transportation -
The Tracker | January – March 2019 | Tirecraft.Com FALL 2021
FALL 2021 THE PUBLICATION FOR TIRE PROFESSIONALS FROM WESTERN CANADA TIRE DEALERS DIALLING IN THE EV CHARGED WITH OPPORTUNITY PLUS • Covid Conundrum • EV Tire Evolution • How to Foil Phishing • Looking for Labour • OK Tire Awards • Valve Stems Get Respect Join one of Canada’s fastest growing retail tire brands. TIRECRAFT is a network of 250+ independantly owned and operated retail tire and automotive repair businesses across Canada. National Branding Preferred Programs Operational Support Digital/Traditional marketing and Access to exclusive tire and parts Training, coaching, performance groups a nationally recognized brand. programs at preferred pricing. based on proven proft-driving methods. Learn more about becoming a TIRECRAFT dealer today by contacting the representative closest to you. AB BC SK/MB Ray Lehman Clare Lowe Dan Johnson 780-733-2239 236-688-3668 587-337-6848 [email protected] [email protected] [email protected] 2 The Tracker | January – March 2019 | www.wctd.ca tirecraft.com FALL 2021 Published by Western Canada Tire Dealers Publication Mail Agreement No.40050841 65 Woodbine Road, Sherwood Park, AB T8A 4A7 • Phone 780-554-9259 Return undeliverable Canadian addresses to: Circulation Department 65 Woodbine Road, Sherwood Park, AB T8A 4A7 WCTD EXECUTIVE 2020-2021 Email: [email protected] www.wctd.ca PRESIDENT - NEAL SHYMKO PAST PRESIDENT - PAUL MCALDUFF VICE PRESIDENT - TIM HOLLETT EXECUTIVE DIRECTOR - RAY GELETA We hope you fnd this issue of The Tracker informative, educa- 65 Woodbine Road, Sherwood Park, AB T8A 4A7 tional and entertaining. We welcome your feedback and invite Phone 780-554-9259 Email: [email protected] you to submit any ideas you have for upcoming issues. -

Scotland 03 / 2010 Neil Wylie Innovative Transport Equipment Ltd Tyre Development
Timber Hauliers Conference Scotland 03 / 2010 Neil Wylie Innovative Transport Equipment Ltd Tyre Development • 1846 – Robert William Thomson invented and patented the pneumatic tire • 1888 – First commercial pneumatic bicycle tire produced by Dunlop • 1889 – John Boyd Dunlop patented the pneumatic tire in the UK • 1890 – Dunlop, and William Harvey Du Cros began production of pneumatic tires in Ireland • 1890 – Bartlett Clincher rim introduced • 1891 – Dunlop's patent invalidated in favor of Thomson’s patent • 1892 – Beaded edge tires introduced in the U.S. • 1894 – E.J. Pennington invents the first balloon tire • 1895 – Michelin introduced pneumatic automobile tires • 1898 – Schrader valve stem patented • 1900 – Cord Tires introduced by Palmer (England) and BFGoodrich (U.S.) • 1903 – Goodyear Tire Company patented the first tubeless tire, however it was not introduced until 1954 • 1904 – Goodyear and Firestone started producing cord reinforced tires • 1904 – Mountable rims were introduced that allowed drivers to fix their own flats • 1908 – Frank Seiberling invented grooved tires with improved road traction • 1910 – BFGoodrich Company invented longer life tires by adding carbon black to the rubber • 1919 – Goodyear and Dunlop announced pneumatic truck tires[2] • 1938 – Goodyear introduced the rayon cord tire • 1940 – BFGoodrich introduced the first commercial synthetic rubber tire • 1946 – Michelin introduced the radial tire • 1947 – Goodyear introduced first nylon tires • 1947 – BFGoodrich introduced the tubeless tire • 1963 – Use of -

EN 877-00136 1.0 0.01 09.18 KETTLER Suntour MY19 COVER.Book Page 1 Thursday, September 13, 2018 12:56 PM
EN_877-00136_1.0_0.01_09.18_KETTLER Suntour MY19_COVER.book Page 1 Thursday, September 13, 2018 12:56 PM IMPORTANT READ CAREFULLY BEFORE USE KEEP SAFE FOR LATER REFERENCE TRANSLATION OF THE ORIGINAL EN OPERATING INSTRUCTIONS ELECTRIC BICYCLES Comfort, Escaro Comp 8, Escaro Cross, EscaroPro, Quadriga Cityhopper, Quadriga CX, Quadriga Cross, Quadriga Plus, Quadriga KB065-VAKxxx, KB065-VBKxxx, KB065-VCKxxx, KB066-VAFxxx, KB066-VBFxxx, KB066-VCFxxx, KB068.VAFxxx, KB068-VARxxx, KB069-VAFxxx, KB070-VAKxxx, KB070-VBKxxx, KB076-VAFxxx, 877-00136 • 1.0 • 13 September 2018 EN_877-00136_1.0_0.01_09.18_KETTLER Suntour MY19_COVER.book Page 3 Thursday, September 13, 2018 12:56 PM Copyright © ZEG Zweirad-Einkaufs-Genossenschaft eG Distribution or reproduction of these operating instructions and utilisation or communication of their content is prohibited unless expressly approved. Any infringement will render the offender liable for compensation. All rights reserved in the event that a patent, utility model or industrial design is registered. Data sheet Surname, first name of the purchaser: Date of purchase: Model: Frame number: Type number: Unladen weight (kg): Tyre size: Recommended tyre pressure (bar)*: front: rear: Wheel circumference (mm): Company stamp and signature: *After a tyre change, refer to the tyre markings for the permitted tyre pressures and make sure that they are observed. The recommended tyre pressure must not be exceeded. 877-00136_1.0_17.09.2018 1 Table of contents Table of contents 1 About these instructions 7 1.1 Manufacturer 7 -
Program & Abstracts
39th Annual Business Meeting and Conference on Tire Science and Technology Intelligent Transportation Program and Abstracts September 28th – October 2nd, 2020 Thank you to our sponsors! Platinum ZR-Rated Sponsor Gold V-Rated Sponsor Silver H-Rated Sponsor Bronze T-Rated Sponsor Bronze T-Rated Sponsor Media Partners 39th Annual Meeting and Conference on Tire Science and Technology Day 1 – Monday, September 28, 2020 All sessions take place virtually Gerald Potts 8:00 AM Conference Opening President of the Society 8:15 AM Keynote Speaker Intelligent Transportation - Smart Mobility Solutions Chris Helsel, Chief Technical Officer from the Tire Industry Goodyear Tire & Rubber Company Session 1: Simulations and Data Science Tim Davis, Goodyear Tire & Rubber 9:30 AM 1.1 Voxel-based Finite Element Modeling Arnav Sanyal to Predict Tread Stiffness Variation Around Tire Circumference Cooper Tire & Rubber Company 9:55 AM 1.2 Tire Curing Process Analysis Gabriel Geyne through SIGMASOFT Virtual Molding 3dsigma 10:20 AM 1.3 Off-the-Road Tire Performance Evaluation Biswanath Nandi Using High Fidelity Simulations Dassault Systems SIMULIA Corp 10:40 AM Break 10:55 AM 1.4 A Study on Tire Ride Performance Yaswanth Siramdasu using Flexible Ring Models Generated by Virtual Methods Hankook Tire Co. Ltd. 11:20 AM 1.5 Data-Driven Multiscale Science for Tire Compounding Craig Burkhart Goodyear Tire & Rubber Company 11:45 AM 1.6 Development of Geometrically Accurate Finite Element Tire Models Emanuele Grossi for Virtual Prototyping and Durability Investigations Exponent Day 2 – Tuesday, September 29, 2020 8:15 AM Plenary Lecture Giorgio Rizzoni, Director Enhancing Vehicle Fuel Economy through Connectivity and Center for Automotive Research Automation – the NEXTCAR Program The Ohio State University Session 1: Tire Performance Eric Pierce, Smithers 9:30 AM 2.1 Periodic Results Transfer Operations for the Analysis William V. -

Rolling Resistance in Road Infrastructure Asset Management Systems
2 MIRIAM _____________________________________________ Models for rolling resistance In Road Infrastructure Asset Management systems Rolling Resistance – Basic Information and State-of- the-Art on Measurement methods Editor: Ulf Sandberg, Swedish National Road and Transport Research Institute (VTI) List of contributors inside Deliverable # 1 in MIRIAM SP 1 Final version, updated 2011-06-01 Document type and No. Report MIRIAM_SP1_01 Sub-project SP 1 Measurement methods and source models Author(s) Editor: Ulf Sandberg (a). List of contributors inside Authors' affiliations (acronyms) (a) VTI Contact data for main author [email protected] Document status and date Version 110401, rev. 110412, rev. 110512, rev 110601 Dissemination level Public File Name MIRIAM_SP1_SoA_Report List of contributors: The order below is by alphabetical order of the authoring institutes (except in the case of the editor), and has nothing to do with the extent or importance of the contributions. Ulf Sandberg Swedish Road and Transport Research Institute (VTI), Linköping, Sweden Editor and main author Manfred Haider and Marco Conter Austrian Institute of Technology (AIT), Vienna, Austria Co-authors, contributors regarding definitions and models Luc Goubert and Anneleen Bergiers Belgian Road Research Centre (BRRC), Brussels, Belgium Co-authors, contributors regarding the trailer method Klaus-Peter Glaeser, Gernot Schwalbe and Marek Zöller Federal Highway Research Institute (BASt), Bergisch-Gladbach, Germany Co-authors, major contributors regarding laboratory drum -
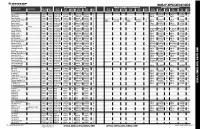
Dunlop Application Guide
DUNLOP APPLICATION GUIDE RECOMMENDED TIRE INFORMATION ORIGINAL EQUIPMENT TIRE INFORMATION OPTIONAL TIRE INFORMATION Model Number Model Name Rim SizeRim Size Front Front Front Rear Rear Rear Front Front Front Rear Rear Rear Front Front Front Rear Rear Rear Front Rear Model Size PSI Model Size PSI Model Size PSI Model Size PSI Model Size PSI Model Size PSI APRILIA SXV 450 (07-10) 3.50x17 5.50x17 Sportmax Q3+ 120/70ZR17 28 Sportmax Q3+ 180/55ZR17 32 GPR-300 120/70ZR17 28 GPR-300 180/55ZR17 32 SXV 550 (07-11) 3.50x17 5.50x17 Sportmax Q3+ 120/70ZR17 28 Sportmax Q3+ 180/55ZR17 32 GPR-300 120/70ZR17 28 GPR-300 180/55ZR17 32 Pegaso 650 (99-01) 2.15x19 3.00x17 Trailsmart 100/90-19 30 Trailsmart 130/80R17 33 Dorsoduro 750 / ABS (09-11, 13-16) 3.50x17 6.00x17 Sportmax Q3+ 120/70ZR17 36 Sportmax Q3+ 180/55ZR17 40 Qualifier ** 120/70ZR17 36 Qualifier ** 180/55ZR17 41 GPR-300 120/70ZR17 36 GPR-300 180/55ZR17 40 Shiver 750 (08-16) 3.50x17 6.00x17 Sportmax Q3+ 120/70ZR17 36 Sportmax Q3+ 180/55ZR17 41 Qualifier ** 120/70ZR17 36 Qualifier ** 180/55ZR17 41 GPR-300 120/70ZR17 36 GPR-300 180/55ZR17 41 Mana 850 (09-10) 3.50x17 6.00x17 Sportmax Q3+ 120/70ZR17 36 Sportmax Q3+ 180/55ZR17 41 GPR-300 120/70ZR17 36 GPR-300 180/55ZR17 41 Mana 850 GT ABS (10-15) 3.50x17 6.00x17 Roadsmart III 120/70ZR17 36 Roadsmart III 180/55ZR17 41 Sportmax Q3+ 120/70ZR17 36 Sportmax Q3+ 180/55ZR17 41 ETV 1000 (02-07) Caponord 2.50x19 4.00x17 Trailsmart 110/80R19 36 Trailsmart 150/70R17 40 RST Futura (01-03) 3.50x17 6.00x17 Roadsmart III 120/70ZR17 36 Roadsmart III 180/55ZR17 41