Liquid Composition Flüssige Zusammensetzung Composition Liquide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Whither the Keiretsu, Japan's Business Networks? How Were They Structured? What Did They Do? Why Are They Gone?
IRLE IRLE WORKING PAPER #188-09 September 2009 Whither the Keiretsu, Japan's Business Networks? How Were They Structured? What Did They Do? Why Are They Gone? James R. Lincoln, Masahiro Shimotani Cite as: James R. Lincoln, Masahiro Shimotani. (2009). “Whither the Keiretsu, Japan's Business Networks? How Were They Structured? What Did They Do? Why Are They Gone?” IRLE Working Paper No. 188-09. http://irle.berkeley.edu/workingpapers/188-09.pdf irle.berkeley.edu/workingpapers Institute for Research on Labor and Employment Institute for Research on Labor and Employment Working Paper Series (University of California, Berkeley) Year Paper iirwps-- Whither the Keiretsu, Japan’s Business Networks? How Were They Structured? What Did They Do? Why Are They Gone? James R. Lincoln Masahiro Shimotani University of California, Berkeley Fukui Prefectural University This paper is posted at the eScholarship Repository, University of California. http://repositories.cdlib.org/iir/iirwps/iirwps-188-09 Copyright c 2009 by the authors. WHITHER THE KEIRETSU, JAPAN’S BUSINESS NETWORKS? How were they structured? What did they do? Why are they gone? James R. Lincoln Walter A. Haas School of Business University of California, Berkeley Berkeley, CA 94720 USA ([email protected]) Masahiro Shimotani Faculty of Economics Fukui Prefectural University Fukui City, Japan ([email protected]) 1 INTRODUCTION The title of this volume and the papers that fill it concern business “groups,” a term suggesting an identifiable collection of actors (here, firms) within a clear-cut boundary. The Japanese keiretsu have been described in similar terms, yet compared to business groups in other countries the postwar keiretsu warrant the “group” label least. -
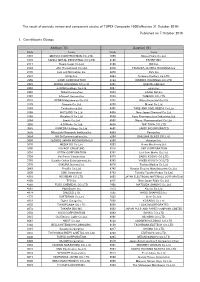
Published on 7 October 2016 1. Constituents Change the Result Of
The result of periodic review and component stocks of TOPIX Composite 1500(effective 31 October 2016) Published on 7 October 2016 1. Constituents Change Addition( 70 ) Deletion( 60 ) Code Issue Code Issue 1810 MATSUI CONSTRUCTION CO.,LTD. 1868 Mitsui Home Co.,Ltd. 1972 SANKO METAL INDUSTRIAL CO.,LTD. 2196 ESCRIT INC. 2117 Nissin Sugar Co.,Ltd. 2198 IKK Inc. 2124 JAC Recruitment Co.,Ltd. 2418 TSUKADA GLOBAL HOLDINGS Inc. 2170 Link and Motivation Inc. 3079 DVx Inc. 2337 Ichigo Inc. 3093 Treasure Factory Co.,LTD. 2359 CORE CORPORATION 3194 KIRINDO HOLDINGS CO.,LTD. 2429 WORLD HOLDINGS CO.,LTD. 3205 DAIDOH LIMITED 2462 J-COM Holdings Co.,Ltd. 3667 enish,inc. 2485 TEAR Corporation 3834 ASAHI Net,Inc. 2492 Infomart Corporation 3946 TOMOKU CO.,LTD. 2915 KENKO Mayonnaise Co.,Ltd. 4221 Okura Industrial Co.,Ltd. 3179 Syuppin Co.,Ltd. 4238 Miraial Co.,Ltd. 3193 Torikizoku co.,ltd. 4331 TAKE AND GIVE. NEEDS Co.,Ltd. 3196 HOTLAND Co.,Ltd. 4406 New Japan Chemical Co.,Ltd. 3199 Watahan & Co.,Ltd. 4538 Fuso Pharmaceutical Industries,Ltd. 3244 Samty Co.,Ltd. 4550 Nissui Pharmaceutical Co.,Ltd. 3250 A.D.Works Co.,Ltd. 4636 T&K TOKA CO.,LTD. 3543 KOMEDA Holdings Co.,Ltd. 4651 SANIX INCORPORATED 3636 Mitsubishi Research Institute,Inc. 4809 Paraca Inc. 3654 HITO-Communications,Inc. 5204 ISHIZUKA GLASS CO.,LTD. 3666 TECNOS JAPAN INCORPORATED 5998 Advanex Inc. 3678 MEDIA DO Co.,Ltd. 6203 Howa Machinery,Ltd. 3688 VOYAGE GROUP,INC. 6319 SNT CORPORATION 3694 OPTiM CORPORATION 6362 Ishii Iron Works Co.,Ltd. 3724 VeriServe Corporation 6373 DAIDO KOGYO CO.,LTD. 3765 GungHo Online Entertainment,Inc. -

1 Atb 2016-III Consolidated Business of Fiber & Textile Makers in Japan, April 1, 2019 to March 31, 2020
Consolidated Business of Fiber & Textile Makers in Japan, April 1, 2019 to March 31, 2020 (million yen) Y-o-Y Operating Y-o-Y Y-o-Y Net Sales Net Profits Change (%) Profits Change (%) Change (%) Fiber producers Toray 2,214,633 –7.3 131,186 –7.3 55,725 –29.8 Asahi Kasei 2,151,646 –0.9 177,264 –15.4 103,931 –29.5 Teijin 853,746 –3.9 56,205 –6.3 25,252 –44.0 Kaneka 601,514 –3.1 26,014 –27.8 14,003 –37.0 Toyobo 339,607 0.9 22,794 4.9 13,774 — Unitika 119,537 –7.4 5,467 –32.9 –2,158 — Kuraray(1) 575,807 –4.5 54,173 –17.7 –1,956 — Cotton spinners & textile makers Daiwabo Holdings 944,053 20.2 32,841 44.6 21,178 26.2 Kurabo 142,926 –9.0 4,541 –19.5 3,731 –19.7 Shikibo 38,037 –6.8 1,979 –17.7 983 — Fujibo Holdings 38,701 4.3 4,079 7.9 2,269 –10.6 Omikenshi 9,026 –7.4 –207 — –2,367 — Nitto Boseki 85,722 4.2 8,160 –0.5 5,771 –27.7 Nisshinbo Holdings(2) 509,660 — 6,284 — –6,604 — Textile dyers & processors Seiren 120,258 –2.0 10,502 –0.8 8,551 3.9 Komatsu Matere 36,525 –6.5 1,612 –25.5 1,375 –35.5 Sakai Ovex 27,561 1.1 2,123 4.9 2,313 3.8 Tokai Senko 14,010 –3.4 617 –17.9 –551 — Sotoh 11,219 –0.1 193 –19.1 –97 — Soko Seiren 2,778 –17.7 –245 — –130 — Note: (1) Kuraray's business performance is for the period from January to December 2019. -

Istoxx® Mutb Japan Momentum 300 Index
ISTOXX® MUTB JAPAN MOMENTUM 300 INDEX Components1 Company Supersector Country Weight (%) Z HOLDINGS Technology Japan 0.69 M3 Health Care Japan 0.65 KOEI TECMO HOLDINGS Technology Japan 0.65 MENICON Health Care Japan 0.59 CAPCOM Technology Japan 0.58 FUJITEC Industrial Goods & Services Japan 0.56 Ibiden Co. Ltd. Industrial Goods & Services Japan 0.56 NIPPON PAINT HOLDINGS Chemicals Japan 0.56 RENESAS ELECTRONICS Technology Japan 0.55 JEOL Industrial Goods & Services Japan 0.55 INTERNET INTV.JAPAN Technology Japan 0.53 JSR Corp. Chemicals Japan 0.52 NET ONE SYSTEMS Technology Japan 0.51 Fujitsu Ltd. Technology Japan 0.51 Bank of Kyoto Ltd. Banks Japan 0.51 Hokuhoku Financial Group Inc. Banks Japan 0.51 FUJITSU GENERAL Personal & Household Goods Japan 0.50 Iyo Bank Ltd. Banks Japan 0.50 Kyushu Financial Group Banks Japan 0.50 77 Bank Ltd. Banks Japan 0.49 COCOKARA FINE INC. Retail Japan 0.49 TOSHIBA TEC Industrial Goods & Services Japan 0.48 JCR PHARMACEUTICALS Health Care Japan 0.48 MONOTARO Retail Japan 0.48 COSMOS PHARM. Retail Japan 0.48 Tokyo Electron Ltd. Technology Japan 0.48 Nomura Research Institute Ltd. Technology Japan 0.48 Olympus Corp. Health Care Japan 0.47 SUNDRUG Retail Japan 0.47 Chiba Bank Ltd. Banks Japan 0.47 NEC NETWORKS & SY.INTG. Technology Japan 0.47 Nomura Holdings Inc. Financial Services Japan 0.47 TOKYO OHKA KOGYO Technology Japan 0.47 PENTA-OCEAN CONSTRUCTION Construction & Materials Japan 0.47 FUYO GENERAL LEASE Financial Services Japan 0.46 FUJI Industrial Goods & Services Japan 0.46 Hachijuni Bank Ltd. -

Stoxx® Japan 600 Esg-X Index
STOXX® JAPAN 600 ESG-X INDEX Components1 Company Supersector Country Weight (%) Toyota Motor Corp. Automobiles & Parts Japan 3.87 Sony Corp. Consumer Products & Services Japan 2.55 Softbank Group Corp. Telecommunications Japan 2.44 Keyence Corp. Industrial Goods & Services Japan 1.77 RECRUIT HOLDINGS Industrial Goods & Services Japan 1.54 Mitsubishi UFJ Financial Group Banks Japan 1.48 Shin-Etsu Chemical Co. Ltd. Chemicals Japan 1.36 Nippon Telegraph & Telephone C Telecommunications Japan 1.36 Nintendo Co. Ltd. Consumer Products & Services Japan 1.30 Nidec Corp. Technology Japan 1.30 Fast Retailing Co. Ltd. Retail Japan 1.25 Daikin Industries Ltd. Construction & Materials Japan 1.19 Takeda Pharmaceutical Co. Ltd. Health Care Japan 1.18 Tokyo Electron Ltd. Technology Japan 1.16 Honda Motor Co. Ltd. Automobiles & Parts Japan 1.10 Daiichi Sankyo Co. Ltd. Health Care Japan 1.08 Sumitomo Mitsui Financial Grou Banks Japan 1.04 Murata Manufacturing Co. Ltd. Technology Japan 1.03 KDDI Corp. Telecommunications Japan 1.02 Hitachi Ltd. Industrial Goods & Services Japan 0.92 Itochu Corp. Industrial Goods & Services Japan 0.92 Fanuc Ltd. Industrial Goods & Services Japan 0.90 Hoya Corp. Health Care Japan 0.84 Mitsubishi Corp. Industrial Goods & Services Japan 0.83 Mizuho Financial Group Inc. Banks Japan 0.76 SOFTBANK Telecommunications Japan 0.75 Denso Corp. Automobiles & Parts Japan 0.72 Mitsui & Co. Ltd. Industrial Goods & Services Japan 0.71 Tokio Marine Holdings Inc. Insurance Japan 0.70 Oriental Land Co. Ltd. Travel & Leisure Japan 0.68 SMC Corp. Industrial Goods & Services Japan 0.68 Mitsubishi Electric Corp. Industrial Goods & Services Japan 0.67 Seven & I Holdings Co. -

Accelerate Your Pathway to Partnerships in Asia MARCH 10-11, 2020 • TOKYO, JAPAN
Asia Tokyo International Conference 2020 Accelerate your Pathway to Partnerships in Asia MARCH 10-11, 2020 • TOKYO, JAPAN General Overview • Advisory Committee • Education and Conference Programming • Partnering • Sponsorship Opportunities • #BIOASIA20 • bio.org/asia The BIO Asia International Conference is an exclusive partnering forum that brings together the global biotechnology and pharmaceutical industry to explore licensing and investor engagement in the current Asia-Pacific business and policy environments. Event Attributes and Opportunities • Gain insights into the changes, challenges, and opportunities collaborations and funding opportunities with participating key opinion and policy leaders foresee for the Japanese companies; communicate directly with conference attendees; biotech market. and pre-schedule private, 30 minute One-on-One meetings to be conducted onsite. • Facilitate connections with strategic partners looking to invest, partner, or license in or license out, early to late-stage • Panel discussions will increase your understanding of, programs in your therapeutic area of focus. and interaction with, the Japanese biotech market, the political landscape in Japan, and its impact on this important Opportunity for organizations to deliver company • industry sector. presentations, providing increased visibility in front of a global audience of biotech and pharmaceutical companies, all • Network with government leaders, peers, investors, and interested in cross-border business development alliances and potential partners attending the conference and our exclusive research collaborations. welcome reception. • BIO One-on-One Partnering enables attendees to search • Exclusive sponsorship opportunities to showcase thought company and investor profiles, drug assets, products, leadership, elevate brand identity and maximize partnering and services in the biopharma industry; evaluate potential benefits with an elite audience. -

Istoxx® Mutb Japan Momentum 300 Index
ISTOXX® MUTB JAPAN MOMENTUM 300 INDEX Components1 Company Supersector Country Weight (%) SHIMACHU Retail Japan 0.83 LASERTEC Technology Japan 0.66 KADOKAWA Media Japan 0.65 KOEI TECMO HOLDINGS Technology Japan 0.64 M3 Health Care Japan 0.64 Taiyo Yuden Co. Ltd. Technology Japan 0.64 BAYCURRENT CONSULTING Technology Japan 0.63 AZBIL CORP. Industrial Goods & Services Japan 0.59 TOKYO OHKA KOGYO Technology Japan 0.58 DAIWABO HOLDINGS Industrial Goods & Services Japan 0.58 Ibiden Co. Ltd. Technology Japan 0.57 JEOL Industrial Goods & Services Japan 0.56 IR JAPAN HOLDINGS Industrial Goods & Services Japan 0.56 FUJI Industrial Goods & Services Japan 0.55 Tokyo Electron Ltd. Technology Japan 0.55 NIHON M&A CENTER Financial Services Japan 0.55 SUSHIRO GLOBAL HDG. Travel & Leisure Japan 0.55 Tokyo Century Corp Financial Services Japan 0.55 Advantest Corp. Technology Japan 0.54 CAPCOM Consumer Products & Services Japan 0.54 DAIFUKU Industrial Goods & Services Japan 0.54 NEXON Consumer Products & Services Japan 0.53 NIPPON GAS Utilities Japan 0.53 MONOTARO Retail Japan 0.52 TDK Corp. Technology Japan 0.50 TOKYO SEIMITSU Technology Japan 0.50 SHIFT Technology Japan 0.49 NIPPON PAINT HOLDINGS Industrial Goods & Services Japan 0.49 Sumco Corp. Technology Japan 0.48 Toho Gas Co. Ltd. Utilities Japan 0.48 KOBE BUSSAN Personal Care, Drug & Grocery Japan 0.48 Murata Manufacturing Co. Ltd. Technology Japan 0.47 Nomura Research Institute Ltd. Technology Japan 0.47 GMO PAYMENT GTWY. Industrial Goods & Services Japan 0.47 MIURA Industrial Goods & Services Japan 0.47 Obic Co. Ltd. -

NIKKEI JAPAN 1000 Constituents (As of March 25, 2005)
NIKKEI JAPAN 1000 Constituents (as of March 25, 2005) Tokyo Stock Exchange 1st 2580 COCA-COLA CENTRAL JAPAN 1332 NIPPON SUISAN 2590 DYDO DRINCO 1334 MARUHA GROUP 2591 CALPIS 1377 SAKATA SEED 2593 ITO EN 1379 HOKUTO 2594 KEY COFFEE 1601 TEIKOKU OIL 2595 KIRIN BEVERAGE 1662 JAPAN PETROLEUM EXPLORATION 2602 NISSHIN OILLIO GROUP 1720 TOKYU CONSTRUCTION 2607 FUJI OIL 1721 COMSYS HOLDINGS 2613 J-OIL MILLS 1722 MISAWA HOMES HOLDINGS 2651 LAWSON 1801 TAISEI 2664 CAWACHI 1802 OBAYASHI 2670 ABC-MART 1803 SHIMIZU 2678 ASKUL 1808 HASEKO 2681 GEO 1812 KAJIMA 2685 POINT 1820 NISHIMATSU CONSTRUCTION 2692 ITOCHU-SHOKUHIN 1821 SUMITOMO MITSUI CONSTRUCTION 2730 EDION 1824 MAEDA 2731 NIWS 1833 OKUMURA 2768 SOJITZ HOLDINGS 1860 TODA 2779 MITSUKOSHI 1878 DAITO TRUST CONSTRUCTION 2784 ALFRESA HOLDINGS 1881 NIPPO 2801 KIKKOMAN 1883 MAEDA ROAD CONSTRUCTION 2802 AJINOMOTO 1885 TOA 2809 Q.P. 1893 PENTA-OCEAN CONSTRUCTION 2810 HOUSE FOODS 1924 PANAHOME 2811 KAGOME 1925 DAIWA HOUSE INDUSTRY 2815 ARIAKE JAPAN 1928 SEKISUI HOUSE 2871 NICHIREI 1941 CHUDENKO 2873 KATOKICHI 1942 KANDENKO 2874 YOKOHAMA REITO 1946 TOENEC 2875 TOYO SUISAN 1951 KYOWA EXEO 2897 NISSIN FOOD PRODUCTS 1959 KYUDENKO 2908 FUJICCO 1961 SANKI ENGINEERING 2914 JAPAN TOBACCO 1963 JGC 3001 KATAKURA INDUSTRIES 1969 TAKASAGO THERMAL ENGINEERING 3002 GUNZE 1970 HITACHI PLANT ENGINEERING 3101 TOYOBO 1973 NEC SYS. INTEGRA. & CONST. 3103 UNITIKA 1979 TAIKISHA 3105 NISSHINBO INDUSTRIES 1982 HIBIYA ENGINEERING 3106 KURABO INDUSTRIES 2001 NIPPON FLOUR MILLS 3110 NITTO BOSEKI 2002 NISSHIN SEIFUN GROUP 3116 TOYOTA -

Whither the Keiretsu, Japan's Business Networks? How Were They Structured? What Did They Do? Why Are They Gone?
UC Berkeley Working Paper Series Title Whither the Keiretsu, Japan's Business Networks? How Were They Structured? What Did They Do? Why Are They Gone? Permalink https://escholarship.org/uc/item/00m7d34g Authors Lincoln, James R. Shimotani, Masahiro Publication Date 2009-09-24 eScholarship.org Powered by the California Digital Library University of California WHITHER THE KEIRETSU, JAPAN’S BUSINESS NETWORKS? How were they structured? What did they do? Why are they gone? James R. Lincoln Walter A. Haas School of Business University of California, Berkeley Berkeley, CA 94720 USA ([email protected]) Masahiro Shimotani Faculty of Economics Fukui Prefectural University Fukui City, Japan ([email protected]) 1 INTRODUCTION The title of this volume and the papers that fill it concern business “groups,” a term suggesting an identifiable collection of actors (here, firms) within a clear-cut boundary. The Japanese keiretsu have been described in similar terms, yet compared to business groups in other countries the postwar keiretsu warrant the “group” label least. The prewar progenitor of the keiretsu, the zaibatsu, however, could fairly be described as groups, and, in their relatively sharp boundaries, hierarchical structure, family control, and close ties to the state were structurally similar to business groups elsewhere in the world. With the break-up by the U. S. Occupation of the largest member firms, the purging of their executives, and the outlawing of the holding company structure that held them together, the zaibatsu were transformed into quite different business entities, what we and other literature call “network forms” of organization (Podolny and Page, 1998; Miyajima, 1994). -

List of Donor Companies: Business Sector Emergency Donation for Earthquake Victims in Central Java, Indonesia, on May 27, 2006 (In Alphabetical Order of Companies)
List of Donor Companies: Business Sector Emergency Donation for Earthquake Victims in Central Java, Indonesia, on May 27, 2006 (in alphabetical order of companies) As of August 25, 2006 Nippon Keidanren Total amount contributed: \1,621,520,000.- Nippon Keidanren has been instrumental in soliciting business sector funds when disasters hit hard various parts of the world in the past. On May 27, 2006, central part of Java Island, Indonesia, was struck by a heavy earthquake, claiming more than 5,000 human lives and injuring almost 40,000, creating over 400,000 refugees and causing damages to more than 500,000 houses. Believing that the damages there were extensive, Nippon Keidanren initiated fund raising activities and provided solicited funds and goods such as tents and water purifiers for Indonesian people through Red Cross and NPOs under the auspice of the Japan Platform. Following is the list of donor companies that provided funds and goods through Nippon Keidanren and / or independently. 1 ABB K.K. 40 BOSCH CORPORATION 79 DAIWA HOUSE INDUSTRY CO.,LTD. 2 ACOM CO.,LTD. 41 BRIDGESTONE CORPORATION 80 DAIWA SECURITIES GROUP INC. 3 ADEKA CORPORATION 42 BROTHER INDUSTRIES,LTD. 81 DAIWABO COMPANY LIMITED 4 ADVANEX INC. 43 BUNKYODO CO.,LTD. 82 DENKI KAGAKU KOGYO K.K. 5 ADVANTEST CORPORATION 44 BUSINESS CONSULTANTS,INC. 83 DENSO CORPORATION 6 AEON 45 CALBEE FOODS CO.,LTD. 84 DENTSU INC. 7 AICHI STEEL CORPORATION 46 Canon Group 85 DHC CORPORATION 8 AICHI TOKEI DENKI CO.,LTD. 47 CAPCOM CO.,LTD. 86 DOWA MINING COMPANY,LTD. 9 AIFUL CORPORATION 48 CASIO COMPUTER CO.,LTD. -
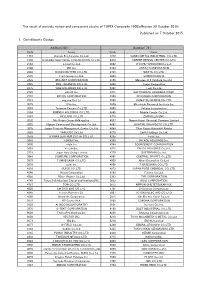
Published on 7 October 2015 1. Constituents Change the Result Of
The result of periodic review and component stocks of TOPIX Composite 1500(effective 30 October 2015) Published on 7 October 2015 1. Constituents Change Addition( 80 ) Deletion( 72 ) Code Issue Code Issue 1712 Daiseki Eco.Solution Co.,Ltd. 1972 SANKO METAL INDUSTRIAL CO.,LTD. 1930 HOKURIKU ELECTRICAL CONSTRUCTION CO.,LTD. 2410 CAREER DESIGN CENTER CO.,LTD. 2183 Linical Co.,Ltd. 2692 ITOCHU-SHOKUHIN Co.,Ltd. 2198 IKK Inc. 2733 ARATA CORPORATION 2266 ROKKO BUTTER CO.,LTD. 2735 WATTS CO.,LTD. 2372 I'rom Group Co.,Ltd. 3004 SHINYEI KAISHA 2428 WELLNET CORPORATION 3159 Maruzen CHI Holdings Co.,Ltd. 2445 SRG TAKAMIYA CO.,LTD. 3204 Toabo Corporation 2475 WDB HOLDINGS CO.,LTD. 3361 Toell Co.,Ltd. 2729 JALUX Inc. 3371 SOFTCREATE HOLDINGS CORP. 2767 FIELDS CORPORATION 3396 FELISSIMO CORPORATION 2931 euglena Co.,Ltd. 3580 KOMATSU SEIREN CO.,LTD. 3079 DVx Inc. 3636 Mitsubishi Research Institute,Inc. 3093 Treasure Factory Co.,LTD. 3639 Voltage Incorporation 3194 KIRINDO HOLDINGS CO.,LTD. 3669 Mobile Create Co.,Ltd. 3197 SKYLARK CO.,LTD 3770 ZAPPALLAS,INC. 3232 Mie Kotsu Group Holdings,Inc. 4007 Nippon Kasei Chemical Company Limited 3252 Nippon Commercial Development Co.,Ltd. 4097 KOATSU GAS KOGYO CO.,LTD. 3276 Japan Property Management Center Co.,Ltd. 4098 Titan Kogyo Kabushiki Kaisha 3385 YAKUODO.Co.,Ltd. 4275 Carlit Holdings Co.,Ltd. 3553 KYOWA LEATHER CLOTH CO.,LTD. 4295 Faith, Inc. 3649 FINDEX Inc. 4326 INTAGE HOLDINGS Inc. 3660 istyle Inc. 4344 SOURCENEXT CORPORATION 3681 V-cube,Inc. 4671 FALCO HOLDINGS Co.,Ltd. 3751 Japan Asia Group Limited 4779 SOFTBRAIN Co.,Ltd. 3844 COMTURE CORPORATION 4801 CENTRAL SPORTS Co.,LTD. -

Constituent Changes TOPIX New Index Series (Effective 31 October 2016)
Constituent Changes TOPIX New Index Series (effective 31 October 2016) Published on 7 October 2016 1. Constituents Change (1) TOPIX Core30 Addition( 1 ) Deletion( 1 ) Code Issue Code Issue 6861 KEYENCE CORPORATION 8604 Nomura Holdings, Inc. (2) TOPIX Large70 Addition( 1 ) Deletion( 1 ) Code Issue Code Issue 8604 Nomura Holdings, Inc. 6861 KEYENCE CORPORATION (3) TOPIX Mid400 Addition( 7 ) Deletion( 7 ) Code Issue Code Issue 2201 Morinaga & Co.,Ltd. 1979 Taikisha Ltd. 3938 LINE Corporation 3608 TSI HOLDINGS CO.,LTD. 4043 Tokuyama Corporation 5021 COSMO ENERGY HOLDINGS COMPANY,LIMITED 4095 NIHON PARKERIZING CO.,LTD. 6740 Japan Display Inc. 4587 PeptiDream Inc. 6754 ANRITSU CORPORATION 7458 DAIICHIKOSHO CO.,LTD. 8368 The Hyakugo Bank,Ltd. 8585 Orient Corporation 8544 The Keiyo Bank,Ltd. (4) TOPIX Small Addition(14) Deletion( 7 ) Code Issue Code Issue 1979 Taikisha Ltd. 2201 Morinaga & Co.,Ltd. 3608 TSI HOLDINGS CO.,LTD. 3938 LINE Corporation 5021 COSMO ENERGY HOLDINGS COMPANY,LIMITED 4043 Tokuyama Corporation 6740 Japan Display Inc. 4095 NIHON PARKERIZING CO.,LTD. 6754 ANRITSU CORPORATION 4587 PeptiDream Inc. 8368 The Hyakugo Bank,Ltd. 7458 DAIICHIKOSHO CO.,LTD. 8544 The Keiyo Bank,Ltd. 8585 Orient Corporation * 3221 Yossix Co.,Ltd. * 3445 RS Technologies Co.,Ltd. * 3837 Ad-Sol Nissin Corporation * 3918 PCI Holdings,INC. * 6050 E-Guardian Inc. * 7527 SystemSoft Corporation * 9644 TANABE MANAGEMENT CONSULTING CO.,LTD. * This issue will be newly added to TOPIX new index series after the close of trading on October 28. 2. Number of constituents The Name of TOPIX New Index Current After (As of October 7) (Effective 30 October) TOPIX Core30 30 30 TOPIX Large70 70 70 TOPIX Mid400 400 400 TOPIX Small1 496 500 TOPIX Small2 974 977 Each code means constituents of following index.