Fabrication Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

21St American Conference on Crystal Growth and Epitaxy (ACCGE-21)
Program Book 21st American Conference on Crystal Growth and Epitaxy (ACCGE-21) and 18th US Workshop on Organometallic Vapor Phase Epitaxy (OMVPE-18) and 3rd Symposium on 2D Electronic Materials and Symposium on Epitaxy of Complex Oxides July 30 – August 4 1 | P a g e Table of Contents Table of Contents ........................................................................................................... 2 Welcome to Santa Fe, New Mexico………………………………...………………………..3 Maps of Conference Area and Resort ............................................................................ 4 Conference Sponsors & Supporters ............................................................................... 7 Conference Exhibitors .................................................................................................... 7 Conference Organizers .................................................................................................. 8 OMVPE Workshop Committee………………………. ...................................................... 9 AACG Organization (2015-2017) ................................................................................. 10 ACCGE Symposia and Organizers .................................................... ………………….11 Plenary Speakers ............................................................................... ………………….13 Award Recipients ............................................................................... ………………….14 Scope and Purpose of the Conferences ...................................................................... -

Epitaxy and Characterization of Sigec Layers Grown by Reduced Pressure Chemical Vapor Deposition
Epitaxy and characterization of SiGeC layers grown by reduced pressure chemical vapor deposition Licentiate Thesis by Julius Hållstedt Stockholm, Sweden 2004 Laboratory of Semiconductor materials, Department of Microelectronics and Information Technology (IMIT), Royal Institute of Technology (KTH) Epitaxy and characterization of SiGeC layers grown by reduced pressure chemical vapor deposition A dissertation submitted to the Royal Institute of Technology, Stockholm, Sweden, in partial fulfillment of the requirements for the degree of Teknologie Licentiat. TRITA-HMA REPORT 2004:1 ISSN 1404-0379 ISRN KTH/HMA/FR-04/1-SE © Julius Hållstedt, March 2004 This thesis is available in electronic version at: http://media.lib.kth.se Printed by Universitetsservice US AB, Stockholm 2004 ii Julius Hållstedt Epitaxy and characterization of SiGeC layers grown by reduced pressure chemical vapor deposition Laboratory of Semiconductor Materials (HMA), Department of Microelectronics and Information Technology (IMIT), Royal Institute of Technology (KTH), Stockholm, Sweden TRITA-HMA Report 2004:1, ISSN 1404-0379, ISRN KTH/HMA/FR-04/1-SE Abstract Heteroepitaxial SiGeC layers have attracted immense attention as a material for high frequency devices during recent years. The unique properties of integrating carbon in SiGe are the additional freedom for strain and bandgap engineering as well as allowing more aggressive device design due to the potential for increased thermal budget during processing. This work presents different issues on epitaxial growth, defect density, dopant incorporation and electrical properties of SiGeC epitaxial layers, intended for various device applications. Non-selective and selective epitaxial growth of Si1-x-yGexCy (0≤x≤0.30, 0≤y≤0.02) layers have been optimized by using high-resolution x-ray reciprocal lattice mapping. -

Single-Crystal Metal Growth on Amorphous Insulating Substrates
Single-crystal metal growth on amorphous insulating substrates Kai Zhanga,1, Xue Bai Pitnera,1, Rui Yanga, William D. Nixb,2, James D. Plummera, and Jonathan A. Fana,2 aDepartment of Electrical Engineering, Stanford University, Stanford, CA 94305; and bDepartment of Materials Science and Engineering, Stanford University, Stanford, CA 94305 Contributed by William D. Nix, December 1, 2017 (sent for review October 12, 2017; reviewed by Hanchen Huang, David J. Srolovitz, and Carl Thompson) Metal structures on insulators are essential components in advanced Our method is based on liquid phase epitaxy, in which the electronic and nanooptical systems. Their electronic and optical polycrystalline metal structures are encapsulated in an amor- properties are closely tied to their crystal quality, due to the strong phous insulating crucible, together with polycrystalline seed dependence of carrier transport and band structure on defects and structures of differing material, and heated to the liquid phase. grain boundaries. Here we report a method for creating patterned As the system cools, the metal solidifies into single crystals. single-crystal metal microstructures on amorphous insulating sub- Liquid phase epitaxy has been previously studied in the context of strates, using liquid phase epitaxy. In this process, the patterned semiconductor-on-oxide growth (24–26), but has not been ex- metal microstructures are encapsulated in an insulating crucible, plored for metal growth. We will examine gold as a model system together with a small seed of a differing material. The system is in this study. Gold is an essential material in electronics and heated to temperatures above the metal melting point, followed by plasmonics because of its high conductivity and chemical inertness. -

6Th International Workshop on Crystal Growth Technology
GERMANY, JUNE 15 - 19 BERLIN 2014 6th International Workshop on Crystal Growth Technology THE FUTURE OF Advances in bulk crystal growth of semiconductor & photovoltaic materials CRYSTAL GROWTH Optical and laser crystals TECHNOLOGY – Scintillators, piezo- and magnetoelectrics BRINGING NEW Substrates for wide band-gap and oxide semiconductors TECHNOLOGIES TO Growth control, quality assurance, and management of resources INDUSTRIAL GROWTH Crystal shaping and layer transfer technologies APPLICATION Frontiers in crystal growth technology Leibniz Institute for International Organization Crystal Growth (IKZ) for Crystal Growth The Organizing Committee would like to acknowledge support provided by CrysTec GmbH Köpenicker Str. 325 D-12555 Berlin, Germany http://www.crystec.de Deutsche Forschungsgemeinschaft e.V. Kennedyallee 40 53175 Bonn, Germany http://www.dfg.de EFG GmbH Beeskowdamm 6 D-14167 Berlin, Germany http://www.efg-berlin.de Leibniz Institute for Crystal Growth Max-Born-Str. 2 D-12489 Berlin, Germany http://www.ikz-berlin.de PVA TePla AG Im Westpark 10 - 12 35435 Wettenberg, Germany http://www.pvatepla.com STR Group, Inc. Engels av. 27, P.O. Box 89, 194156 St. Petersburg, Russia http://www.str-soft.com Systec Johann-Schöner-Str. 73 D-97753 Karlstadt http://www.systec-sa.de Takatori Corporation European Representative JTA Equipment Technology 34 St Peters Wharf Newcastle upon Tyne, NE6 1TW, UK http://www.jta-ltd.com Umicore Electro-Optic Materials Watertorenstraat 33 B-2250, Olen, Belgium http://eom.umicore.com/en/eom/ IWCGT-6 6th International Workshop on Crystal Growth Technology Berlin, Germany June 15 - 19, 2014 Systec Johann-Schöner-Str. 73 D-97753 Karlstadt http://www.systec-sa.de IWCGT-6 2014 3 4 IWCGT-6 2014 Welcome message Dear participants of the IWCGT-6, a warm welcome to you, and sincere thanks that you take part in this exciting event, the 6th International Workshop on Crystal Growth Technology (IWCGT-6) held at June 15-19, 2014 at the Novotel Am Tiergarten, Berlin, Germany. -

Solid-Phase Epitaxy
Published in Handbook of Crystal Growth, 2nd edition, Volume III, Part A. Thin Films and Epitaxy: Basic Techniques edited by T.F. Kuech (Elsevier North-Holland, Boston, 2015) Print book ISBN: 978-0-444-63304-0; e-book ISBN: 97800444633057 7 Solid-Phase Epitaxy Brett C. Johnson1, Jeffrey C. McCallum1, Michael J. Aziz2 1 SCHOOL OF PHYSICS, UNIVERSITY OF MELBOURNE, VICTORIA, AUSTRALIA; 2 HARVARD SCHOOL OF ENGINEERING AND APPLIED SCIENCES, CAMBRIDGE, MA, USA CHAPTER OUTLINE 7.1 Introduction and Background.................................................................................................... 318 7.2 Experimental Methods ............................................................................................................... 319 7.2.1 Sample Preparation........................................................................................................... 319 7.2.1.1 Heating.................................................................................................................... 321 7.2.2 Characterization Methods................................................................................................ 321 7.2.2.1 Time-Resolved Reflectivity........................................................................................ 321 7.2.2.2 Other Techniques ....................................................................................................323 7.3 Solid-Phase Epitaxy in Si and Ge .............................................................................................. 323 7.3.1 Structure -

Crystal Shape Engineering
Crystal Shape Engineering Michael A. Lovette, Andrea Robben Browning, Derek W. Gri±n, Jacob P. Sizemore, Ryan C. Snyder and Michael F. Doherty¤ Department of Chemical Engineering University of California Santa Barbara, CA 93106-5080 USA June 19, 2008 Abstract In an industrial crystallization process, crystal shape strongly influences end-product quality and functionality as well as downstream processing. Additionally, nucleation events, solvent e®ects and polymorph selection play critical roles in both the design and operation of a crystallization plant and the patentability of the product and process. Therefore, investigation of these issues with respect to a priori prediction is and will continue to be an important avenue of research. In this review, we discuss the state-of-the-art in modeling crystallization processes over a range of length scales relevant to nucleation through process design. We also identify opportunities for continued research and speci¯c areas where signi¯cant advancements are needed. ¤To whom correspondence should be addressed. Phone: (805) 893{5309 e{mail: [email protected] 1 Introduction Crystallization from solution is a process used in the chemical industries for the preparation of many types of solids (e.g., pharmaceutical products, chemical intermediates, specialty chemicals, catalysts). Several key properties of the resultant materials originate from this process, including chemical purity and composition, internal structure (polymorphic state), size and shape distribu- tions and defect density (crystallinity). Size and shape distributions impact various solid properties including end-use e±cacy (e.g., bioavailability for pharmaceuticals, reactivity for catalytics1), flowa- bility, wettability and adhesion. In turn, these properties impact down-stream processing e±ciency (e.g., ¯ltering/drying times and the possible need for milling), storage and handling. -

Springer Handbook of Crystal Growth
Springer Handbook of Crystal Growth Springer Handbooks provide a concise compilation of approved key information on methods of research, general principles, and functional relationships in physi- cal sciences and engineering. The world’s leading experts in the fields of physics and engineer- ing will be assigned by one or several renowned editors to write the chapters comprising each vol- ume. The content is selected by these experts from Springer sources (books, journals, online content) and other systematic and approved recent publications of physical and technical information. The volumes are designed to be useful as readable desk reference books to give a fast and comprehen- sive overview and easy retrieval of essential reliable key information, including tables, graphs, and bibli- ographies. References to extensive sources are provided. HandbookSpringer of Crystal Growth Govindhan Dhanaraj, Kullaiah Byrappa, Vishwanath Prasad, Michael Dudley (Eds.) With DVD-ROM, 1320 Figures, 134 in four color and 124 Tables 123 Editors Govindhan Dhanaraj ARC Energy 18 Celina Avenue, Unit 17 Nashua, NH 03063, USA [email protected] Kullaiah Byrappa Department of Geology University of Mysore Manasagangotri Mysore 570 006, India [email protected] Vishwanath Prasad University of North Texas 1155 Union Circle #310979 Denton, TX 76203-5017, USA [email protected] Michael Dudley Department of Materials Science & Engineering Stony Brook University Stony Brook, NY 11794-2275, USA [email protected] ISBN: 978-3-540-74182-4 e-ISBN: 978-3-540-74761-1 DOI 10.1007/978-3-540-74761-1 Springer Heidelberg Dordrecht London New York Library of Congress Control Number: 2008942133 c Springer-Verlag Berlin Heidelberg 2010 This work is subject to copyright. -

Maximization of the Open Circuit Voltage for Hydrogenated Amorphous Silicon N–I–P Solar Cells by Incorporation of Protocrystalline Silicon P -Type Layers R
Maximization of the open circuit voltage for hydrogenated amorphous silicon n–i–p solar cells by incorporation of protocrystalline silicon p -type layers R. Koval, Chi Chen, G. Ferreira, A. Ferlauto, J. Pearce, P. Rovira, C Wronski, R. Collins To cite this version: R. Koval, Chi Chen, G. Ferreira, A. Ferlauto, J. Pearce, et al.. Maximization of the open circuit voltage for hydrogenated amorphous silicon n–i–p solar cells by incorporation of protocrystalline silicon p - type layers. Applied Physics Letters, American Institute of Physics, 2002, 81 (7), pp.1258-1260. 10.1063/1.1499735. hal-02120550 HAL Id: hal-02120550 https://hal.archives-ouvertes.fr/hal-02120550 Submitted on 6 May 2019 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. APPLIED PHYSICS LETTERS VOLUME 81, NUMBER 7 12 AUGUST 2002 Maximization of the open circuit voltage for hydrogenated amorphous silicon n – i – p solar cells by incorporation of protocrystalline silicon p-type layers R. J. Koval, Chi Chen, G. M. Ferreira, A. S. Ferlauto, J. M. Pearce, P. I. Rovira, C. R. Wronski, and R. -

Keywords for Journal of Crystal Growth Please Supply up to Six
Keywords for Journal of Crystal Growth Please supply up to six keywords from this list and insert them below the abstract in the proof of your paper which will be sent to you shortly. Each keyword should be accompanied by the capital letter denoting the category from which the keyword has been selected, e.g. Keywords: A1. Biocrystallization, B1. Nanomaterials. If the keywords from the list are not relevant, authors may choose their own keywords, but each of these should also be accompanied by the capital letter denoting the category into which it falls. The keyword list is also available on the journal homepage: http://www.elsevier.com/locate/jcrysgro. A. PROCESSES INDEX Hydrothermal crystal growth Nitrides Industrial crystallization Organic compounds A1. Fundamental Aspects Laser heated pedestal growth Oxides Liquid encapsulated Czochralski method Perovskites Adsorption Magnetic field assisted Czochralski method Phosphates Atomic force microscopy Microgravity conditions Phosphides Biocrystallization Natural crystal growth Polymers Biomaterials Seed crystals Potassium compounds Characterization Single crystal growth Proteins Computer simulation Stepanov method Quartz Convection Top seeded solution growth Rare earth compounds Crystal morphology Travelling solvent zone growth Salts Crystal structure Verneuil crystal growth Sapphire Crystallites Sodium chloride Defects A3. Thin Film/Epitaxial Growth Sucrose Dendrites Sulfides Desorption Atomic layer epitaxy Tellurites Diffusion Chemical beam epitaxy Thulium compounds Directional solidification Chemical vapor deposition processes Titanium compounds Doping Chloride vapor phase epitaxy Tungstates Etching Graphoepitaxy Tungsten bronzes Eutectics Hot wall epitaxy Vanadates Fluid flows Hydride vapor phase epitaxy Yttrium compounds Growth models Laser epitaxy Zinc compounds Heat transfer High resolution X-ray diffraction Liquid phase epitaxy B2. Materials by Property Class Impurities Low press. -
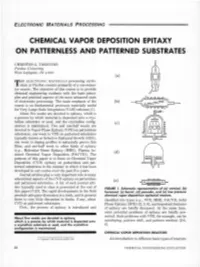
Chemical Vapor Deposition Epitaxy on Patternless and Patterned Substrates
ELECTRONIC MATERIALS PROCESSING CHEMICAL VAPOR DEPOSITION EPITAXY ON PATTERNLESS AND PATTERNED SUBSTRATES CHRISTOS G. TAKOUDIS Purdue University West Lafayette, IN 47907 (a) HE ELECTRONIC MATERIALS processing curric Tulum at Purdue consists primarily of a one-semes ter course. The objective of this course is to provide chemical engineering students with the basic princi ples and practical aspects of the most advanced state of electronics processing. The main emphasis of the (b) ~ course is on fundamental processes especially useful - ~a~,/J - for Very Large Scale Integration (VLSI) schemes [1]. 0 0 0 0 0 About five weeks are devoted to epitaxy, which is a process by which material is deposited onto a crys talline substrate or seed, and the crystalline config (c) uration is maintained. Two and one-half weeks are devoted to Vapor Phase Epitaxy (VPE) on patternless substrates, one week to VPE on patterned substrates typically known as Selective Epitaxial Growth (SEG), one week to doping profiles in epitaxially grown thin films, and one-half week to other kinds of epitaxy (e .g., Molecular Beam Epitaxy (MBE), Plasma As (d) sisted Chemical Vapor Deposition (PACVD)). The purpose of this paper is to focus on Chemical Vapor Deposition (CVD) epitaxy on patternless and pat terned substrates in the manner in which it has been developed in our course over the past five years. Journal articles play a very important role in many educational aspects of the CVD epitaxy on patternless (e) ==- and patterned substrates. A list of such journal arti ~ - 1/1 111/ll/ ll/ l ( - p E:=ic=5 1=5 cles typically used in class is presented at the end of FIGURE 1. -

Graphene Growth on H-BN by Molecular Beam Epitaxy
Graphene growth on h‐BN by Molecular Beam Epitaxy Jorge M. Garcia*,†,‡, Ulrich Wurstbauer‡, Antonio Levy‡, Loren N. Pfeiffer§, Aron Pinczuk‡,**, Annette S. Plaut††, Lei Wang‡‡, Cory R. Dean§§, Roberto Buizza‡‡, Arend M. Van Der Zande‡‡, James Hone‡‡, Kenji Watanabe***, and Takashi Taniguchi*** ABSTRACT The growth of single layer graphene nanometer size domains by solid carbon source molecular beam epitaxy on hexagonal boron nitride (h‐BN) flakes is demonstrated. Formation of single‐layer graphene is clearly apparent in Raman spectra which display sharp optical phonon bands. Atomic‐force microscope images and Raman maps reveal that the graphene grown depends on the surface morphology of the h‐BN substrates. The growth is governed by the high mobility of the carbon atoms on the h‐BN surface, in a manner that is consistent with van der Waals epitaxy. The successful growth of graphene layers depends on the substrate temperature, but is independent of the incident flux of carbon atoms. Keywords: A. Graphene, B. Molecular Beam Epitaxy, C. Raman spectroscopy, C. AFM, D. Crystal growth * Corresponding author: [email protected] † MBE Lab, IMM‐Instituto de Microelectrónica de Madrid (CNM‐CSIC),Isaac Newton 8, PTM, E‐28760 Tres Cantos, Madrid, Spain ‡ Department of Physics, Columbia University, New York, NY, USA § Electrical Engineering Department, Princeton University, NJ, USA ** Department of Applied Physics and Applied Mathematics, Columbia University, New York, NY, USA †† School of Physics, Exeter University, Exeter, UK ‡‡ Department of Mechanical Engineering, Columbia University, NY, NY, USA §§ Department of Electrical Engineering and Department of Mechanical Engineering, Columbia University, NY, NY, USA *** Advanced Materials Laboratory, National Institute for Materials, Science, 1‐1 Namiki, Tsukuba, 305‐0044, Japan. -
Epitaxial Growth of Silicon on Poly-Crystalline Si Seed Layer At
University of Arkansas, Fayetteville ScholarWorks@UARK Theses and Dissertations 5-2015 Epitaxial Growth of Silicon on Poly-Crystalline Si Seed layer at Low Temperature by Using Hot Wire Chemical Vapor Deposition Manal Abdullah Aldawsari University of Arkansas, Fayetteville Follow this and additional works at: http://scholarworks.uark.edu/etd Part of the Condensed Matter Physics Commons, and the Nanoscience and Nanotechnology Commons Recommended Citation Aldawsari, Manal Abdullah, "Epitaxial Growth of Silicon on Poly-Crystalline Si Seed layer at Low Temperature by Using Hot Wire Chemical Vapor Deposition" (2015). Theses and Dissertations. 1132. http://scholarworks.uark.edu/etd/1132 This Thesis is brought to you for free and open access by ScholarWorks@UARK. It has been accepted for inclusion in Theses and Dissertations by an authorized administrator of ScholarWorks@UARK. For more information, please contact [email protected], [email protected]. Epitaxial Growth of Silicon on Poly-Crystalline Si Seed layer at Low Temperature by Using Hot Wire Chemical Vapor Deposition Epitaxial Growth of Silicon on Poly-Crystalline Si Seed layer at Low Temperature by Using Hot Wire Chemical Vapor Deposition A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Microelectronics-Photonics by Manal Abdullah Aldawsari Princess Nora bint Abdulrahman University Bachelor of Science in Physics, 2007 May, 2015 University of Arkansas This thesis is approved for recommendation to the Graduate Council. Dr. Hameed Naseem Thesis Director Dr. Shui-Qing (Fisher) Yu Dr. Douglas Hutchings Committee Member Committee Member Dr. Rick Wise Ex-Officio Member The following signatories attest that all software used in this thesis was legally licensed for use by Manal Aldawsari for research purposes and publication.