Alternative & Emerging Pulping Technologies: Non-Kraft Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Extended Impregnation Kraft Cooking of Softwood: Effects on Reject, Yield, Pulping Uniformity, and Physical Properties
Extended Impregnation Kraft Cooking of Softwood: Effects on reject, yield, pulping uniformity, and physical properties Katarina Karlström Licentiate thesis Royal Institute of Technology (KTH) Department of Fibre and Polymer Technology Division of Wood Chemistry and Pulp Technology Stockholm 2009 TRITA-CHE-Report 2009:59 ISSN 1654-1081 ISBN 978-91-7415-496-2 Extended impregnation kraft cooking of softwood: Effects on reject, yield, pulping uniformity, and physical properties Katarina Karlström AKADEMISK AVHANDLING Som med tillstånd av Kungliga Tekniska Högskolan i Stockholm framlägges till offentlig granskning för avläggande av teknologie licentiatexamen fredagen den 18:e december 2009, kl. 10.00 i STFI-salen, Innventia AB, Drottning Kristinas väg 61, Stockholm. Avhandlingen försvaras på svenska. © Katarina Karlström Stockholm 2009 Department of Fibre and Polymer Technology Teknikringen 56-58 SE-100 44 Stockholm Sweden Abstract Converting wood into paper is a complex process involving many different stages, one of which is pulping. Pulping involves liberating the wood fibres from each other, which can be done either chemically or mechanically. This thesis focuses on the most common chemical pulping method, the kraft cooking process, and especially on a recently developed improvement of the impregnation phase, which is the first part of a kraft cook. Extended impregnation kraft cooking (EIC) technique is demonstrated to be an improvement of the kraft pulping process and provides a way to utilize softwood to a higher degree, at higher pulp yield. We demonstrate that it is possible to produce softwood ( Picea abies ) kraft pulp using a new cooking technique, resulting in a pulp that can be defibrated without inline refining at as high lignin content as 8% on wood, measured as kappa numbers above 90. -

Deinking of Screen-Printed Electrodes Printed on Invasive Plant-Based Paper
sustainability Article Article DeinkingDeinking of of Screen-Printed Screen-Printed Electrodes Printed on InvasiveInvasive Plant-Based Plant-Based Paper UrškaUrška Kav Kavˇciˇc*čič *, Igor, Igor Karlovits Karlovits and and Janja Janja Zule Zule PulpPulp and and Paper Paper Institute, Institute, Bogiši Bogiši´ceva8,ćeva 8, 1000 Ljubljana, Slov Slovenia;enia; igor.karlovits@icp-lj. [email protected] (I.K.); janja.zule@icp- [email protected] (J.Z.) (J.Z.) * Correspondence: [email protected] Received: 21 January 2020; Accepted: 6 February 2020; Published: date Received: 21 January 2020; Accepted: 9 February 2020; Published: 12 February 2020 Abstract: The deinking of paper-based printed electronics is a growing concern regarding the Abstract: The deinking of paper-based printed electronics is a growing concern regarding the increase increase of printed electronics products. The benefits of using paper-based substrates instead of of printed electronics products. The benefits of using paper-based substrates instead of polymer polymer or ceramic for the single-use printed electrodes can contribute to sustainability goals. The or ceramic for the single-use printed electrodes can contribute to sustainability goals. The use of use of invasive plant species for making paper substrates for printed electronics is a unique invasive plant species for making paper substrates for printed electronics is a unique opportunity opportunity to have several environmental benefits. In this study, the recycling issue of these to have several environmental benefits. In this study, the recycling issue of these products through products through the use of the deinking technique was evaluated. Screen-printed electrodes the use of the deinking technique was evaluated. -

Opportunities to Improve Energy Efficiency and Reduce Greenhouse Gas Emissions in the U.S
LBNL-46141 ERNEST ORLANDO LAWRENCE BERKELEY NATIONAL LABORATORY Opportunities to Improve Energy Efficiency and Reduce Greenhouse Gas Emissions in the U.S. Pulp and Paper Industry N. Martin, N. Anglani, D. Einstein, M. Khrushch, E. Worrell, and L.K. Price Environmental Energy Technologies Division July 2000 This work was supported by the Climate Protection Division, Office of Air and Radiation, U.S. Environmental Protection Agency through the U.S. Department of Energy under Contract No. DE-AC03-76SF00098. Disclaimer This document was prepared as an account of work sponsored by the United States Government. While this document is believed to contain correct information, neither the United States Government nor any agency thereof, nor The Regents of the University of California, nor any of their employees, makes any warranty, express or implied, or assumes any legal responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by its trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof, or The Regents of the University of California. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof, or The Regents of the University of California. Ernest Orlando Lawrence Berkeley National Laboratory is an equal opportunity employer. Opportunities to Improve Energy Efficiency and Reduce Greenhouse Gas Emissions in the U.S. -

Pulp and Paper Chemistry and Technology Volume 2
Pulp and Paper Chemistry and Technology Volume 2 Pulping Chemistry and Technology Edited by Monica Ek, Göran Gellerstedt, Gunnar Henriksson Pulp and Paper Chemistry and Technology Volume 2 This project was supported by a generous grant by the Ljungberg Foundation (Stiftelsen Erik Johan Ljungbergs Utbildningsfond) and originally published by the KTH Royal Institute of Technology as the “Ljungberg Textbook”. Pulping Chemistry and Technology Edited by Monica Ek, Göran Gellerstedt, Gunnar Henriksson Editors Dr. Monica Ek Professor (em.) Dr. Göran Gellerstedt Professor Dr. Gunnar Henriksson Wood Chemistry and Pulp Technology Fibre and Polymer Technology School of Chemical Science and Engineering KTH Ϫ Royal Institute of Technology 100 44 Stockholm Sweden ISBN 978-3-11-021341-6 Bibliographic information published by the Deutsche Nationalbibliothek The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie; detailed bibliographic data are available in the Internet at http://dnb.d-nb.de. ” Copyright 2009 by Walter de Gruyter GmbH & Co. KG, 10785 Berlin. All rights reserved, including those of translation into foreign languages. No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanic, including photocopy, recording, or any information storage retrieval system, without permission in writing from the publisher. Printed in Germany. Typesetting: WGV Verlagsdienstleistungen GmbH, Weinheim, Germany. Printing and binding: Hubert & Co. GmbH & Co. KG, Göttingen, Germany. Cover design: Martin Zech, Bremen, Germany. Foreword The production of pulp and paper is of major importance in Sweden and the forestry industry has a profound influence on the economy of the country. The technical development of the industry and its ability to compete globally is closely connected with the combination of high-class education, research and development that has taken place at universities, institutes and industry over many years. -

Formability of Paper and Its Improvement N C O H I N S
IENCE SC • VTT SCIENCE • T S E Formability of paper and its improvement N C O H I N S O I Paper and paperboard are the most utilized packaging materials in V Dissertation L • O S the world. This is due to such features as: renewability, G T 94 Y H • R biodegradability, recyclability,sustainability and unmatched G I E L S H printability. However, paper packaging is inferior to plastics in 94 E G A I R H C respect to moisture sensiivity, and limited ability to be converted H into advanced 3D shapes with added The ability of paper and paperboard to be formed into 3D shapes is described as formability, and in the fixed blank forming processes formability is governed by the extensibility of paper. The primary objective of this thesis is to improve the formability of Formability of paper and its improvement paper by increasing its extensibility. An additional objective is the characterization of formability as a mechanical property of paper and the development of a testing platform for the evaluation of formability. The formability (extensibility) of paper was improved using a set of methods which included: mechanical treatment of fibres, spraying of agar and gelatine, in-plane compaction of paper and unrestrained drying. Extensibility of paper was increased from 4% points (untreated fibres) to 15–18% points (mechanical treatment and addition of polymers), and up to 30% (in one direction) after compaction. This corresponds to tray-like shapes with a depth of 2–3 cm, depending on the curvature. Such values of formability are the highest reported so far in the scientific literature. -
Paper Recycling System and Paper Recycling Process
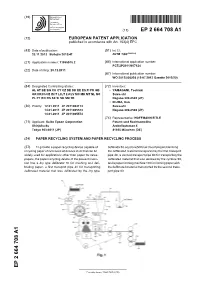
(19) TZZ Z_T (11) EP 2 664 708 A1 (12) EUROPEAN PATENT APPLICATION published in accordance with Art. 153(4) EPC (43) Date of publication: (51) Int Cl.: 20.11.2013 Bulletin 2013/47 D21B 1/08 (2006.01) (21) Application number: 11855915.2 (86) International application number: PCT/JP2011/007124 (22) Date of filing: 20.12.2011 (87) International publication number: WO 2012/095928 (19.07.2012 Gazette 2012/29) (84) Designated Contracting States: (72) Inventors: AL AT BE BG CH CY CZ DE DK EE ES FI FR GB • YAMAGAMI, Toshiaki GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO Suwa-shi PL PT RO RS SE SI SK SM TR Nagano 392-8502 (JP) • IKUMA, Ken (30) Priority: 12.01.2011 JP 2011004113 Suwa-shi 14.01.2011 JP 2011005573 Nagano 392-8502 (JP) 14.01.2011 JP 2011005574 (74) Representative: HOFFMANN EITLE (71) Applicant: Seiko Epson Corporation Patent- und Rechtsanwälte Shinjuku-ku Arabellastrasse 4 Tokyo 163-0811 (JP) 81925 München (DE) (54) PAPER RECYCLING SYSTEM AND PAPER RECYCLING PROCESS (57) To provide a paper recycling device capable of defibrator 30, a cyclone 50 for air classifying and deinking recycling paper of increased whiteness level that can be the defibrated material transported by the first transport widely used for applications other than paper for news- pipe 40, a second transport pipe 60 for transporting the papers, the paper recycling device of the present inven- defibrated material that was deinked by the cyclone 50, tion has a dry type defibrator 30 for crushing and defi- and a paper forming machine 100 for forming paper with brating paper, a first transport pipe 40 for transporting the defibrated material transported by the second trans- defibrated material that was defibrated by the dry type port pipe 60. -

Effect of Fiber Loading on Paper Properties
EFFECT OF FIBER LOADING ON loading, a method for manufacturing calcium carbonate during PAPER PROPERTIES the refining process, was reported (4–6). The benefits reported include using carbon dioxide from stack gases as a chemical John H. Klungness Freya Tan reactant, extending our fiber resource by substituting low-cost Chemical Engineer Chemical Engineer filler for more expensive fiber at a higher level than possible Marguerite S. Sykes Said Abubakr with conventional methods, retaining filler during recycling Forest Products Technologist Super. Chemical Engineer which minimizes sludge, and improving brightness and color USDA Forest Service USDA Forest Service of the finished paper. Forest Products Laboratory 1 Forest Products Laboratory Madison, WI 53705-2398 Madison, WI 53705-2398 Initial reported experiments were done on handsheet scale. This paper also reports results of handsheet experiments. However, Jacob D. Eisenwasser our experiments were prompted by results of semicommercial- Manager of Development Projects scale trials using fiber-loaded pulp. Semicommercial trials Liquid Carbonic Industries often reveal aspects of proposed industrial technology that can- Chicago, IL not be revealed in handsheet-scale experiments, Fiber-loading experiments were conducted on industrial-scale ABSTRACT equipment simultaneously using an atmospheric high consis- tency refiner as a mixer and refiner, followed by high consis- tency pressurized refining under carbon dioxide pressure. The This study examined the effect on paper properties of fiber- pulp -
Continuous Pulping Processes
Continuous Pulping Processes Disclaimer: In some cases, the Million Book Project has been unable to trace the copyright owner. Items have been reproduced in good faith. We would be pleased to hear from the copyright owners. Queensland University of Technology. Brisbane, Australia TAPPI STAP SERIES 1 The Training of Supervisors in Corrugated Box Plants: Ten Lesson Plans; Lesson 11: Time Study 2 Petroleum Waxes: Characterization, Performance, and Addi tives 3 *Preparation, Circulation, and Storage of Corrugating Adhesives 4 *Operations Research and the Design of Management Informa tion Systems 5 Management Science in Planning and Control 6 Technical Evaluation of Petroleum Waxes * Out of print. Photocopy may be obtained from University Microfilms, Ann Arbor, Michigan 48106. Johan Richter Pioneer in Continuous Pulping Technology Born in Lier, Norway, in 1901 Continuous Pulping Processes 12 Lectures By Sven Rydholm Director of Research Billeruds AB SPECIAL TECHNICAL ASSOCIATION PUBLICATION • STAP NO. 7 Gardens Point A22810250B Continuous pulping processes : 12 lectures A22810250B ©Copyright 1970 by Technical Association of the Pulp and Paper Industry 360 Lexington Avenue, New York, N. Y. 10017 Library of Congress Catalog Card Number: 74-140131 Printed in the United States of America By Mack Printing Company, Easton, Pa. Preface This book is a compilation of lectures given at the TAPPI Pacific Section Meeting in Seattle, Wash., in September 1968. They dealt with experiences in continuous pulping obtained over more than one decade at Billeruds AB in collaboration with AB Kamyr. One reason for my choice of topic was that Kamyr digesters have dom inated the most vital operation in our industry for more than ten years and still do, although some signs of healthy competition have appeared. -

Fulltext I DIVA
Thesis for the degree of Doctor of Technology, Sundsvall 2008 WOOD AND FIBRE MECHANICS RELATED TO THE THERMOMECHANICAL PULPING PROCESS Jan-Erik Berg Supervisors: Per Engstrand Per A. Gradin FSCN - Fibre Science and Communication Network Department of Natural Sciences, Engineering and Mathematics Mid Sweden University, SE-851 70 Sundsvall, Sweden ISSN 1652-893X, Mid Sweden University Doctoral Thesis 63 ISBN 978-91-86073-15-2 FSCN Fibre Science and Communication Network - ett skogsindustriellt forskningsprogram vid Mittuniversitetet Akademisk avhandling som med tillstånd av Mittuniversitetet i Sundsvall framläggs till offentlig granskning för avläggande av teknologie doktorsexamen fredag, 21 november, 2008, klockan 10.00 i sal O 102 (SCA-salen), Mittuniversitetet Sundsvall. Seminariet kommer att hållas på svenska. WOOD AND FIBRE MECHANICS RELATED TO THE THERMOMECHANICAL PULPING PROCESS Jan-Erik Berg © Jan-Erik Berg, 2008 FSCN - Fibre Science and Communication Network Department of Natural Sciences, Engineering and Mathematics Mid Sweden University, SE-851 70 Sundsvall Sweden Telephone: +46 (0)771-975 000 Printed by Kopieringen Mittuniversitetet, Sundsvall, Sweden, 2008 i WOOD AND FIBRE MECHANICS RELATED TO THE THERMOMECHANICAL PULPING PROCESS Jan-Erik Berg FSCN - Fibre Science and Communication Network Department of Natural Sciences, Engineering and Mathematics Mid Sweden University, SE-851 70 Sundsvall, Sweden ISSN 1652-893X, Mid Sweden University Doctoral Thesis 63 ISBN 978-91-86073-15-2 ABSTRACT The main objective of this thesis was -

Fiberboard and Hardboard Research at the Forest Products Laboratory: a 50-Year Summary
United States Department of Agriculture Fiberboard and Forest Service Hardboard Forest Products Laboratory Research at the General Technical Report Forest Products FPL-47 Laboratory A 50-Year Summary Abstract On the Cover Many changes have occurred in the Top. Racking test of full-scale (9-by fiber-based panel products industries 14-ft) wall section with fiberboard during the past 50 years. During this sheathing conducted at FPL in timespan the Forest Products 1932. Laboratory has conducted a Bottom. Small-scale (2-by 2-ft) wall considerable amount of research on racking test developed at FPL in processing and product evaluation of 1976 as an economical way to fiber-based panel product materials. augment full-scale testing. Unfortunately about 26 percent of this information was never published. This report compiles all of the studies completed during this timespan and briefly summarizes what was accomplished. Keywords: Hardboard, fiberboard, summary, processing, raw materials, properties, performance. October 1985 Myers, Gary C.; McNatt, J. Dobbin Fiberboard and hardboard research at the Forest Products Laboratory: A 50-year summary. Gen. Tech. Rep. FPL-47. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory; 1985. 39 p. A limited number of free copies of this publication are available to the public from the Forest Products Laboratory, One Gifford Pinchot Drive, Madison, WI 53705. Laboratory publications are sent to over 1,000 libraries in the United States and elsewhere. The Laboratory is maintained in cooperation with the University of Wisconsin. Contents Page Introduction . 1 Manufacturing and Raw Material Variables . 2 Fiber Resources, 2; Fiber Preparation, 2 Additives and Fiber Treatments . -

(12) United States Patent (10) Patent No.: US 8,882,965 B2 Yamagami Et Al
USOO8882965B2 (12) United States Patent (10) Patent No.: US 8,882,965 B2 Yamagami et al. (45) Date of Patent: Nov. 11, 2014 (54) PAPER RECYCLING SYSTEMAND PAPER (56) References Cited RECYCLING METHOD U.S. PATENT DOCUMENTS (75) Inventors: Toshiaki Yamagami, Shiojiri (JP); Ken 4,668,339 A 5/1987 Terry Ikuma, Suwa (JP) 5,564,635 A 10, 1996 Terada et al. 7,290,353 B2 * 1 1/2007 Yancey et al. .................. 34,221 (73) Assignee: Seiko Epson Corporation, Tokyo (JP) 7.334,347 B2 * 2/2008 Mann et al. ..................... 34/359 (*) Notice: Subject to any disclaimer, the term of this FOREIGN PATENT DOCUMENTS patent is extended or adjusted under 35 U.S.C. 154(b) by 0 days. JP 50-69306 A 6, 1975 JP 52-144407 A 12, 1977 JP 01-148888 A 12/1989 (21) Appl. No.: 13/979,089 JP 06-093585 A 4f1994 JP 06-155418 A 6, 1994 (22) PCT Filed: Dec. 20, 2011 JP 07-026451 A 1, 1995 JP O7-102493 A 4f1995 (86). PCT No.: PCT/UP2011/007124 JP O7-124498 A 5, 1995 JP 2001-140.184 A 5, 2001 S371 (c)(1), JP 2003-5.00560 A 1, 2003 (2), (4) Date: Oct. 3, 2013 JP 2008-508443 A 3, 2008 WO 2006O12898 A1 2, 2006 (87) PCT Pub. No.: WO2012/095928 * cited by examiner PCT Pub. Date: Jul.19, 2012 Primary Examiner — Mark Halpern (65) Prior Publication Data (74) Attorney, Agent, or Firm — Global IP Counselors, LLP US 2014/OO27075A1 Jan. 30, 2014 (57) ABSTRACT (30) Foreign Application Priority Data To provide a paper recycling device capable of recycling paper of increased whiteness level that can be widely used for Jan. -

White Paper Combines Technical Information Obtained from Valmet Personnel and Published Valmet Articles and Papers
Published January 27, 2014 Digester developments Digester developments Executive Summary In order to produce pulp the chip column must be moving - this has become one of the most important tasks for the operator. The chip column movement in a two-vessel hydraulic digester can be improved by converting the digester to a two-vessel steam/liquor phase digester. This paper describes the factors important for chip column movement and presents the results from a digester conversion at BillerudKorsnäs, Gävle Mill, Sweden. For many years pulping development for kraftliner has been limited. With the modifications of Item 222/Rule 41 the situation in the U.S. has changed. Recently a new cooking technology has been developed enabling defibration of softwood pulps at considerably higher kappa number with low reject content. Lower H-factor demands and increased strength, measured as tensile energy absorption, were the most important differences found between the two cooking systems in this study. © Valmet Page | 1 Published January 27, 2014 Digester developments Chip column movement in a continuous digester Abstract Most continuous digesters are between 30-50 years old and in many cases the production has been increased by 50-100%. In some cases, the kappa target and/or wood specie has been changed too. These digesters no longer operate under the conditions they originally were designed for. In order to produce pulp the chip column must be moving and this has become one of the most important tasks for the operator. The chip column movement in a two-vessel hydraulic digester can be improved by converting the digester to a two-vessel steam/liquor phase digester.