B23745046.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
URBN Global Apparel Testing/Labeling Manual
URBN INC. GLOBAL Fabric and Apparel Testing Manual Global URBN Fabric and Apparel Testing Manual 4.19.2019.docx IMPORTANT – PLEASE READ, PRINT AND SEND BACK A SIGNED COPY TO: MILLS – [email protected] VENDORS – [email protected] Or mail to: URBN |Building 543 | 5000 South Broad Street | Philadelphia | PA19112 | USA <ENTER> Supplier or /Mill Company Name <ENTER> Contact Person Name: I represent and agree that I read and fully understand the processes and regulations outlined in this document as required by URBN. On behalf of the <ENTER supplier or mill company name>, I agree that the Supplier/Mill will follow these processes and regulations, and that the Supplier/Mill will be responsible for any damages, including lost sales, related to the Supplier/Mill’s failure to comply with any of these requirements. Signed: Date: 2 Global URBN Fabric and Apparel Testing Manual 4.19.2019.docx Contents Section Subject Section 1 Care Symbols Section 2 Labelling Section 3 Fabric Manual and Testing Requirements Section 4 Garment Testing Requirements and Assessment Criteria Section 5 Regulatory Requirements Section 6 China Importing Requirements APPENDIX A CARE INSTRUCTIONS AND SYMBOLS APPENDIX B SGS GB APPROVED LABS 3 Global URBN Fabric and Apparel Testing Manual 4.19.2019.docx Section 1 Care Symbols 4 Global URBN Fabric and Apparel Testing Manual 4.19.2019.docx Care Symbols GB/T 8685 Standard All 5 symbols must display on the care label and in the below order. Please refer to the Appendix for a comprehensive list of all approved symbols. 5 Global URBN Fabric and Apparel Testing Manual 4.19.2019.docx Section 2 Labelling 6 Global URBN Fabric and Apparel Testing Manual 4.19.2019.docx Labelling Care Labels: • Care label wording and translations are available on the Vendor Website. -
Fibers and Fabrics; TX335 .A1 U6 NO
KitlQRr Bureau of Standards Reference book' no' to ygjgtv |Oi Admin. Bldg. taken from the library, gmp STATES Ite.WMENT OF COMMERCE PUBLICATION A11ID3 Db3SbD All103063560 Blandford, Josephlne/FIbers and fabrics; TX335 .A1 U6 NO. 1, 1970 C.1 NBS-PUB-R 1 ^TES ‘‘•‘‘'/I'ti'i'.1'1' 1: BBB8 MB A Consumer’s Guide from the Mational Bureau of Standards NBS CIS 1 IIIIShSs Fibers and Fabrics by Josephine M. Blandford and Lois M. Gurel INFORMATION ABOUT NATURAL AND MAN-MADE FIBERS AND FABRICS TO MEET YOUR PARTICULAR NEEDS. NBS CONSUMER INFORMATION SERIES 1 Editor: James E. Payne Issued November 1970 U.S. DEPARTMENT OF COMMERCE Maurice H. Stans, Secretary Rocco C. Siciliano, Under Secretary Myron Tribus, Assistant Secretary for Science and Technology NATIONAL BUREAU OF STANDARDS A Consumer’s Lewis M. Branscomb, Director GUIDE FROM THE) NATIONAL BUREAU OF STANDARDS For sale by the Superintendent of Documents, U.S. Government Printing Office, U.S. DEPARTMENT Washington, D.C. 20402. OF COMMERCE Price 65 cents. NATIONAL BUREAU OF STANDARDS APR 1 0 1971 FOREWORD Technology is changing not only the products you buy, but the marketplace as well. Unfortunately, this is not an unmixed blessing. Products are constantly being improved, but designs are complicated, quality is vari¬ able, and good advice is hard to get. Modern stores and merchandising bring you a wide variety of products; but the large number of choices and the lack of dependable infor¬ mation often make shopping a confusing and frustrating experience. A generation ago the merchant was likely to be a friend of the family. -

Checklist for Textiles U.S.A
THE MUSEUM OF MODERN ART 11 WEST 53 STREET, NEW YORK 19, N. Y. TELEPHONE: CIRCLE 5-8900 No. &• TENTATIVE AND CONFIDENTIAL CHECKLIST FOR TEXTILES U.S.A. Home Furnishings Category Anderson Studio of Handweaving - East Gloucester, Massachusetts. Drapery material. Cotton, viscose and Jute. Designed by Beatrice Anderson, 1951*. Thelma Becherer - West Franklin, New Hampshire. Tapestry. Handwoven of green, yellow and clear "velon" plastic, with dried horsetails and cattails. Plain weave. 1956. Monica Bella Broner, Tapestry. "Fur Weave." Wool, cotton and fur strips, 195^• Bill Carter and Dodie Childs - Chicago, Illinois. Roll Shade, Handwoven matchstick bamboo across multicolored and textured cotton, wool and metallic yarn warp, 1955* Arundell Clarke Drapery fabric. "Strocm Draden". Handscreened white print on trans parent white silk. Designed by Pierre Kleykamp, 1955. Drapery fabric, "Primitive Forms." Handscreened black print on brown cotton. Designed by Baldwin-Machado, 1950, Drapery fabric. "10,000 B.C." Cotton jacquard, charcoal on white. Designed by Naomi Raymond, 1952. Cohn-Hall-Marx Co, (For Colvin, see Bertha Schaefer Callery - Page 3.) Upholstery fabric, Saran and metal, novelty weave. Brown, 1955. Fazakas Fabrics, Inc. Drapery fabric, "Hit & Miss," Black spray on white cotton batiste, Designed by DoneIda Fazakas, 1950, Qeraldine Punk - Lancaster, Pennsylvania, Window ahade, Handwoven red and rust cotton and rayon warp. Banana bark and coconut cord weft. 1950, Screen, Handwoven in Puerto Rico, White string warp,, white jnaguey and coconut sliver weft, 19^8, % Ginstrom - Cedar Falls, Iowa. Screen. "Scallops." Handwoven, handtied openwork; all linen panel. 1955. folding Decorative Fabrics. Drapery fabric. "Torero-Vermilion 33." Silk screened cotton sateen. Designed by Otto and Grete Wollner,1955» LiUy E. -

Functional Styling - Exploring a Textile Design Space
Functional Styling - Exploring a textile design space Anna Persson and Linda Worbin1 The Swedish School of Textiles, University of Borås Department of Computer Science and Engineering, Chalmers University of Technology INTRODUCTION As interactive materials enter the world of textile design, a new area is defined. From an interaction design perspective, interactive (or smart) textiles obviously differ from, for example, a computer game or a word processing program in various ways. One difference is that interactive textiles are experienced as physical materials and are not pixels changing colour on a computer display. But the main difference lies in the diverse aesthetical values; computer software and hardware are related to advanced technology, hard material and functionality whereas textiles are familiar, tactile, flexible and touchable. Still, textiles can build on of advanced technology. Functional aspects of interactive textiles have been thoroughly explored through for example health-monitoring devices (cf. for example [Lymberis and De Rossi, 2004]) and wearable electronics (cf. for example [Tao, 2005]). Other research includes interactive textile interfaces such as Super Celia Skin [Raffle, et al., 2004] and Sprout I/0. [Coelho and Maes, 2008]. The Smart Carpet is a large-area sensor network integrated into a carpet able to, for example, detect if someone has fallen on the floor [Glaser, et al., 2005]. Similar carpets, capable of detecting footsteps and the presence of a person, are available on the market [Future Shape, 2010]. To be able to understand the full potential of interactive textiles, we need to consider them as something new, designed in the intersection between textile design and interaction design. -

Fabric Dictionary
FABRIC DICTIONARY A Absorbency- The ability of a fabric to take in moisture. Acetate- A manufactured fiber formed by compound of cellulose, refined from cotton linters and/or wood pulp, and acedic acid that has been extruded through a spinneret and then hardened. Acrylic- A manufactured fiber, its major properties include a soft, wool-like hand, machine washable and dryable and excellent color retention. Alpaca- A natural hair fiber obtained from the Alpaca sheep, a domesticated member of the llama family. Angora- The hair of the Angora goat. Also known as Angora mohair. Angora may also apply to the fur of the Angora rabbit. Antique Satin-A reversible satin-weave fabric with satin floats on the technical face and surface slubs on the technical back created by using slub-filling yarns. It is usually used with the technical back as the right side for drapery fabrics and often made of a blend of fibers. Argyle- A pattern designed with different color diamond shapes knit into a fabric. B Bamboo Fabric- Bamboo fabric is a natural textile made from the pulp of the bamboo grass. Bamboo fabric has been growing in popularity because it has many unique properties and is more sustainable than most textile fibers. Bamboo fabric is light and strong, has excellent wicking properties, and is to some extent antibacterial. Barkcloth- A textured woven, usually printed cotton fabric that was popular in the 30s-40s and 50s as an interiors fabric. The prints were often large vines, leaves and florals. Basket Weave- A distinctive technique of weaving that creates a fabric resembling basket work with interwoven fibers. -

Towels and Bathrobes
Tauchen Sie ein in die grenzenlose Welt hochwertigster Frotteeprodukte von Abyss & Habidecor. Gerne stehen wir Ihnen für eine persönliche Beratung zur Verfügung und unterbreiten eine Offerte für Ihr Wunschprodukt. 2018 2020 Certified Extra Long Staple Giza Cotton is recognized as the Finest Cotton in the World and is used for Abyss & Habidecor towels and bathrobes. Cultivated on the banks of the Nile, the cotton The Oeko-Tex label obtained by the company is the fruit of is picked by hand. The fiber is treated to create yarn a demonstrated commitment to invest in biological water of exceptional quality resulting in superior softness, treatment and the use of biodegradable products. absorbency, durability and elegance. ON OTT EXT C RA N L A O I N T P G Y S G T E A A P L Z I E G Certified Made in . Made by . Made of Portugal RUGS Founded over 30 years ago, Abyss & Habidecor are the realized dreams woven by our founder, Celso de Lemos: creating the best towels and rugs in the world, made in Portugal, his homeland. In a location up high, between beaches and vineyards, the city of Viseu, in the center of Portugal, is home to the Abyss & Habidecor production units. Only using the most exquisite linen, Egyptian cotton, modal and silk to compose the pile of our excellent rugs and towels. The whole Abyss & Habidecor team has devoted its expertise to bath linens with a craft steeped in tradition. The craftwork to which the Abyss & Habidecor workers dedicate themselves day after day is guided by a commitment to excellence. -

We Welcome You to Visit Us At
February 2019 1959 Leghorn Street Mountain View, California 94043 Tel: (650) 965-7760 • (800) 845-SILK Fax: (650) 965-0712 email: [email protected] • www.exoticsilks.com We welcome you to visit us at: LA TEXTILE SHOW California Market Center MARCH 6-8, 2019 DG EXPO – NEW YORK JULY 2019 WHOLESALE POLICIES Dear Wholesale Customer, MINIMUM ORDER: The minimum quantity for purchase is 15-17 yards for each fabric style and color (25-28 yards for velvets) and 1/2 dozen each of all other items. We offer you the best prices possible; please The minimum sale amount is $100.00. understand that silk production and global CREDIT: First time orders are usually sent COD cash or paid with a credit card.. currencies are constantly fluctuating. For We accept Visa, MasterCard, American Express and Discover, but we only ship directly to the cardholder (name and address on the account). A credit application prices please check our website. You can will be sent upon request. A credit ceiling may be established based on your also telephone or email us with inquiries. financial strength and history of prompt payment. A 2% interest charge will be added each month for past due invoices. By accepting credit, you agree to these terms. Exotic Silks has a comprehensive website: SHIPPING: Most orders are shipped within 5 working days. If an item is not in www.exoticsilks.com. We encourage you stock, we will advise you when it may be expected. We will keep the item on to take a look; there are beautiful images backorder and ship when it arrives, unless you notify us to do otherwise. -

Volume 23 1996 Issue 68
Review of African Political Economy No.68:127-128 © ROAPE Publications Ltd., 1996 ISSN 0305-6244; RIX #6601 Editorial Ray Bush & Morris Szeftel This third issue of the Roape Review of Books, like the first two, continues to explore the response of scholarship and research to the key challenges confronting Africa. The themes raised here are again at the heart of Africa's political and economic development at the end of the century: food security; conflict resolution and the role and performance of NGOs. In addition, it is also important, in the wake of Africa95 to assess the way in which Africa has been portrayed in western discourse. This is what David Richards does in his appraisal of the major exhibitions, plays and workshops on Africa during 1995. He reminds us of the continuing, often crude and reductionist way in which Africa is perceived and also, when reviewing recent work of Soyinka in the aftermath of the murder of Ken Saro Wiwa and others by the Nigerian state, that speaking out against the tyanny of injustice is a very costly affair. Understanding the character of African politics and the dynamics of political power remain difficult but essential concerns. One dimenion of African politics, which is so often wrongly characterised and stereotyped, is food security. This remains a key issue in the way power is mobilised and sustained. At the end of 1996, there will be another international conference, this time organised by FAO, aiming to resurrect food and famine as an international political priority. The conference is intended to mobilise politicians, aid agencies and world dignitaries to do more than just issue rhetorical expressions of concern for Africa's starving millions. -

Fabric Direction Symbol Definitions Wallcovering
Code No.s Usage Icon Updated 16/03/2012 1 2 3 4 Code No.s Usage5 Icon Updated 16/03/2012 SYMBOL1 DEFINITIONS6 ABBREVIATIONS Acetate 2 AC Latex LA Recycled Fire Retardant Polyester RPL FR Acrylic (Polyacrylic) (PAN) PC Leather7 LE Recycled Polyester RPL Alpaca WP Linen LI Recycled Polyvinylchloride (Vinyl) RPVC Angora WA Lycra (Elastane) (EA) EL Rolled full width on tube R.F.W.O.T. Bamboo BA Metallic (Lurex) ME Rolled half width on tube R.H.W.O.T. Cashmere 3 WS Mixed8 Fibres (AF) (MTF) TR Rubber RU Chenille CH Modacrylic MA Shell SH Coir (Coconut) CC Modacrylic Fire Retardant MAF Silk (SI) SE Cotton CO Modal MD Silver AG Cupro (Stabilised Viscose) 4 CUP Mohair9 WM Solution Dyed Acrylic SD PC Feather F Nylon (Polyamide) PA Solution Dyed Nylon SD PA Glass GL Olefin OLF Solution Dyed Olefin SD OLF Half Drop HD Polyester (PES) PL Solution Dyed Polyester SD PL Hemp 5 CA Polyethylene PE Solution Dyed Polypropylene SD PP Inherently Fire 10Polypropylene PP Stainless Steel STL Retardant Polyester PLF Polyurethane PU Third Drop TD Inherently Fire Retardant Polyvinylchloride (Vinyl) PVC Viscose (Rayon) (CV) VI Polyester (Trevira CS) PLF TCS Quarter Drop QD Wood WD Jute 6 JU 11RamieCode No.s UsageRA Icon Wool Updated 16/03/2012WO WASHING Code No.s 7 Usage Icon12 1 Updated 16/03/2012 Do not bleach Use diluted bleach Use Non Chlorine bleach Do not Hand wash Hand wash 1 8as required 13as required2 wash only Gentle Machine wash cool Machine wash cool Machine wash warm Machine wash warm Machine wash hot Machine wash hot Code No.s Usage 2Icon 9 Gentle cycle Updated14 16/03/20123 Gentle cycle Gentle cycle DRYING 1 3 10 15 4 Tumble dry Tumble dry Tumble dry Tumble dry Do not tumble dry Do not wring Dry flat Drip dry low heat medium heat high heat gentle cycle in shade 2 4 11 17 5 IRONING PROFESSIONAL CLEANING W 3 5 12 18 6 S Do not iron Low iron Med iron Hot iron Do not Gentle cycle Use petroleum Do not dryclean Gentle cycle Recommends the ma x 110°C max 150°C max 200°C steam solvent only. -

Wholesale Blanks D Ivision
2014Wholesale Blanks Division PPAI 351699, ASI 62977, SAGE 69214 BETTER BASICS 2-9 SPORT 10-15 VINTAGE 16-25 LADIES 26-39 8821 l Premium Full Zip Fleece Hood • 10.0 oz., 80% Ringspun cotton, 20% Polyester fleece fabric • Concealed front zipper placket • Spandex blend rib waist and cuffs • Coverstitched throughout S-3XL Oxford-OXRed-RD Navy-NV Flamingo-FLBlack-BKCardinal-CABrown-BWMaroon-MA 8824 l Premium Fleece Hood • 10.0 oz., 80% Ringspun cotton, 20% Polyester fleece fabric • Jersey lined hood • Spandex blend rib waist and cuffs • Front pouch pocket • Coverstitched throughout *XS-3XL size “xs” noted on color swatch Black-BK Cardinal-CA(XS) Purple-PUCharcoal Heather-CTKelly-KE (XS) Royal-RY (XS)Gold-GO Oxford-OXRed-RD (XS) (XS)Navy-NV (XS) BETTER BASICS White-WHTurqberry-TB (XS) Lime-LM(XS) (XS)Flamingo-FL (XS)Aqua-AA Orange-OR (XS)Maroon-MAForest Green-FGBrown-BW (XS) 8992 l Premium Fleece Pant • 10.0 oz., 80% Ringspun cotton, 20% Polyester fleece fabric • Open bottom cuffs • Natural cotton outside drawcord • Sideseam hand pockets • Flatlock stitched throughout S-3XL 8824 l Fashion Heather Colors • 9.0 oz., 80% Ringspun cotton, 20% Polyester fleece fabric *XS-XXL Wildberry Heather, Oceanberry Heather Navy-NV Oxford-OX Black-BK Wildberry Heather-WIOceanberry (XS) Heather -OH (XS) 3 Hang Tag BETTER BASICS 8815 l Tailgate Hood (new) • 9 oz., 60% Ringspun cotton, 40% Polyester fleece fabric • Built in Neoprene beverage holder inside front pouch pocket • Metal bottle/can opener attached to inside pocket • Coverstitched throughout • OFFICIALLY -

Giorgio Armani
^£; GIORGIO ARMANI GIORGIO ARMAN GuggenheimMUSEur Published on the occasion of the exhibition Hardcover edition distributed by GIORGIO ARMANI Harry N. Abrams Organized by Germano Celant and Harold Koda 100 Fifth Avenue with Susan Cross and Karole Vail New York, New York 10011 Exhibition designed by Robert Wilson Hardcover edition distributed in German-speaking countries by Solomon R. Guggenheim Museum. New York Hatje Cantz Verlag October 20. 2000-January 17. 2001 Senefelderstrasse 12 D-73760 Ostfildern Guggenheim Museum Bilbao Germany March 12-August 26. 2001 Catalogue design: Takaaki Matsumoto. Matsumoto Incorporated, New York Giorgio Armani © 2000 The Solomon R Guggenheim Foundation. New York. Two different covers have been created for this catalogue. One of them features All rights reserved. photographs by Tom Munro. The other, a special edition, is covered with fabric chosen by All Giorgio Armani works © Giorgio Armani S.p.A. Giorgio Armani. Used by permission. All rights reserved. Frontispiece: Andy Warhol, Giorgio Armani, 1983 (detail) isbn 0-89207-235-0 (softcover) isbn 0-8109-6927-0 (hardcover. Abrams) Printed in Germany by Cantz isbn 3-7757-0979-9 (hardcover. Hatje) isbn 0-89207-236-9 (fabric edition) Guggenheim Museum Publications 1071 Fifth Avenue New York, New York 10128 CONTENTS viii Preface and Acknowledgments by Thomas Krens ARCHITECTURE/DESIGN of xiv Giorgio Armani: Toward the Mass Dandy by 200 The Elegance of the Everyday: The Interiors Germano Celant Giorgio Armani by Donald Albrecht 204 Armani by Design by Andrea Branzi PRIVATE AND PUBLIC Special Photography Projects by Thomas Schenk, Goldberg 2 Interview with Armani by Ingrid Sischy Guido Mocafico, Michel Comte. -
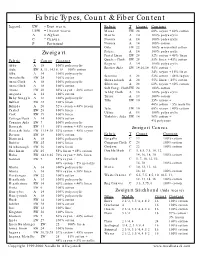
Fabric Types, Count & Fiber Content
Fabric Types, Count & Fiber Content Legend: EW = Even weave Fabric T Count Content UEW = Uneven weave Meran EW 28 60% rayon + 40% cotton A = Afghan Monza A 14 100% polyacrylic C = Canvas Novara A 14 100% polyacrylic P = Patterned Novara A 14 100% cotton Oslo EW 22 100% mercerized cotton Patrice A 14 100% polyacrylic Zweigart Pastel Linen EW 28 52% cotton + 48% linen Fabric T Count Content Quaker Cloth EW 28 55% linen + 45% cotton Ragusa A 14 100% polyacrylic Abby A 18 100% polyacrylic Rustico Aida EW 14,16,18 51% cotton + Aida EW 8, 11, 14,16, 18 100% cotton 34% rayon + 15% linen Alba A 14 100% polyacrylic Saronno A 28 52% cotton + 48% rayon Annabelle EW 28 100% cotton Shenandoah A 28 55% linen + 45% cotton Anne Cloth A 18 100% polyacrylic Silveretta A 28 60% rayon + 40% cotton Anne Cloth A 18 100% cotton Soft Cong. ClothEW 24 100% cotton Ariosa EW 20 60% rayon + 40% cotton Tabby Cloth A 18 100% polyacrylic Augusta A 14 100% cotton Teresa A 14 100% cotton Baby Snuggle A 18 100% polyacrylic Tilla EW 10 55% rayon + Belfast EW 32 100% linen 40% cotton + 5% metallic Belinda A 20 52% cotton + 48% rayon Tula EW 10 60% rayon + 40% cotton Cashel EW 28 100% linen Udine A 14 100% polyacrylic Cork EW 19 100% linen Yorkshire Aida EW 14 96% cotton + Cottage Huck A 14 100% cotton 4% polyester Country Aida EW 7 100% polyacrylic Damask EW 11 55% cotton + 45% rayon Zweigart Canvas Damask Aida EW 11,14,18 52% cotton + 48% rayon Davosa EW 18 100% cotton Fabric T Count Content Diamond A 18 100% polyacrylic Bargello C 13 100% cotton Dublin EW 25 100% linen