M2/M2 and M2/M4 Pails September 2020 Rev
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Organics Pail Announcement Flyer
FREE KITCHEN PAILS ARE HERE! Collection Pail for FOOD SCRAPS and The City of Emeryville is providing FREE Kitchen FOOD-SOILED PAPER Questions? emeryville.wm.com - 510.613.8700 Pails for you to collect food waste in your own N unit. You may pick it up at PLASTIC (bags, wrap, cutlery, trays, containers, cup lids) POLYSTYRENE FOAM The pail’s label shows what you can compost, including all food scraps and all (cups, plates, containers) food-soiled paper (like coffee cups, napkins, pizza boxes, and paper or fiber ALUMINUM FOIL to-go boxes). METAL (foil pans, cans, jar lids, foil-lined paper) When the pail is full, empty it into the green cart in your building’s trash area, GLASS and wash it out with your dishes. PET WASTE LIQUIDS Remember: Composting helps reduce greenhouse gases by keeping organics out of the landfill and making compost for agricultural use instead. (More information is at http://epa.gov/climatechange/ghgemissions/gases/ch4.html) All multi-family properties are now required to provide collection service for compostables. (http://www.recyclingrulesac.org/multi-family/multi-family-faqs/) Please help make Emeryville’s food waste program a success! City of Emeryville Compostables Collection How-To’s Tips to keep your kitchen pail clean—it’s easy! Use paper to wrap food waste to absorb liquids, cut down odor, and reduce flies. Include all food-related paper, such as pizza boxes, paper towels, napkins, and to-go containers made of paper or fiber. Did you know? Paper absorbs liquids, which harbor bacteria, Empty your food waste often into the which cause odors. -

Laboratory Supplies and Equipment
Laboratory Supplies and Equipment Beakers: 9 - 12 • Beakers with Handles • Printed Square Ratio Beakers • Griffin Style Molded Beakers • Tapered PP, PMP & PTFE Beakers • Heatable PTFE Beakers Bottles: 17 - 32 • Plastic Laboratory Bottles • Rectangular & Square Bottles Heatable PTFE Beakers Page 12 • Tamper Evident Plastic Bottles • Concertina Collapsible Bottle • Plastic Dispensing Bottles NEW Straight-Side Containers • Plastic Wash Bottles PETE with White PP Closures • PTFE Bottle Pourers Page 39 Containers: 38 - 42 • Screw Cap Plastic Jars & Containers • Snap Cap Plastic Jars & Containers • Hinged Lid Plastic Containers • Dispensing Plastic Containers • Graduated Plastic Containers • Disposable Plastic Containers Cylinders: 45 - 48 • Clear Plastic Cylinder, PMP • Translucent Plastic Cylinder, PP • Short Form Plastic Cylinder, PP • Four Liter Plastic Cylinder, PP NEW Polycarbonate Graduated Bottles with PP Closures Page 21 • Certified Plastic Cylinder, PMP • Hydrometer Jar, PP • Conical Shape Plastic Cylinder, PP Disposal Boxes: 54 - 55 • Bio-bin Waste Disposal Containers • Glass Disposal Boxes • Burn-upTM Bins • Plastic Recycling Boxes • Non-Hazardous Disposal Boxes Printed Cylinders Page 47 Drying Racks: 55 - 56 • Kartell Plastic Drying Rack, High Impact PS • Dynalon Mega-Peg Plastic Drying Rack • Azlon Epoxy Coated Drying Rack • Plastic Draining Baskets • Custom Size Drying Racks Available Burn-upTM Bins Page 54 Dynalon® Labware Table of Contents and Introduction ® Dynalon Labware, a leading wholesaler of plastic lab supplies throughout -

Supply Chain Packaging Guide
Secondary Packaging Supply Chain Standards July 7, 2021 Business Confidential | ©2021 Walmart Stores, Inc. 177 // 338 Secondary Packaging Supply Chain Standards - Update Summary These standards have included multiple clarifications of what is required and what is NOT ALLOWED. These changes have been updated throughout the published standards to provide clarity to suppliers. The pages have been reorganized to provide a better flow. PAGE 2021 UPDATES Changes to Supply Chain Standards 185 SQEP Phase 2 and Phase 3 Defect Description/Definitions Added 202 General Case Markings Updated for Dates, Unprocessed Meats, and Cylindrical Items 210-213 Updated Pallet Standards 218 Update "Palletized Shipments" to "Unitized Shipments" 227 Add Inbound Appointment Scheduling Standard 228 Update TV Test Standards 235-237 Add Direct Store Delivery (DSD) aka Direct To Store (DTS) Standards 239 Update SIOC Standards 240 Add eCommerce Product Specific Requirement Standards 241-244 Add Drop Ship Vendor (DSV) Standards 268 Add Jewelry Distribution Center Standards 269-271 Add Optical Distribution Center Standards 275 Add Goods Not For Resale (GNFR) Standards 277-278 Update Meat/Poultry/Seafood Case and Pallet Label Standards 284 Add HACCP Pallet Placard for GCC Shipments 311-312 Add Frozen Seafood Carton Marking Requirements Appendix D Update Receiving Pulp Temperature Range Business Confidential | © 2021 Walmart Stores, Inc. The examples shown are for reference only. Supply Chain Standards 178 // 338 Table of Contents Supply Chain Stretch Wrap . 219 Produce Shipments . 280 Contact Information . 179 Trailer Loading . 220 Automated Grocery Handling . 281 Walmart Retail Link Resources . 180 Trailer Measurements. 221 Grocery Import Distribution Center (GIDC) . 282 Walmart Distribution Center Overview . -

Include the Food Roll Cart Often
Kitchen pail tips • Empty food scraps into the yard debris Include the Food roll cart often. • Line kitchen pail with a Biodegradable with Yard Debris Products Institute (BPI) certified compostable liner bag. • Wrap food items, like meat and fish, in newspaper and store in the freezer until collection day. Your food scraps • Wash kitchen pail in the dishwasher or by hand. make a difference! Nearly 30 percent of residential Roll cart tips garbage produced in our region is organic material that can be composted. • Keep lid closed. Composting food scraps creates a • Store the cart in nutrient-rich soil enhancement and the shade during prevents carbon emissions that occur warm weather. when food breaks down in the landfill. • Line bottom Look inside for 3 simple steps to help you of cart with succeed in collecting food scraps. newspaper or a paper bag to help absorb moisture. Learn more Starting February 2020 Hillsboro-Oregon.gov/Garbage • Layer food scraps in between the yard debris. Your guide to successful City of Hillsboro • Sprinkle baking soda in the roll cart 150 E Main St, Hillsboro, OR 97123 curbside food composting to reduce odors and deter insects. 503-681-6100 Hillsboro-Oregon.gov • Use soap and water to clean the roll cart after it is emptied. Three easy steps Leave it OUT Place • Cat litter/Pet waste kitchen pail in a convenient place. • Coffee cups • “Compostable” or “biodegradable” bags that are not BPI-certified Include • “Compostable” or all food scraps in “biodegradable” takeout the kitchen pail. containers and utensils • Corks Empty • Diapers your kitchen pail into • Facial tissue your yard debris cart. -

Packaging Supplies
PACKAGING SUPPLIES STEEL STRAPPING SAFETY CUTTERS t 4USPOHFTUNBUFSJBMGPSBXJEFSBOHFPGTUSBQQJOHSFRVJSFNFOUT t *EFBMGPSIFBWZTIJQNFOUTUIBUSFRVJSFTUSPOHFS FOR STEEL STRAPPING QSPUFDUJPOPWFSQPMZQSPQZMFOFBOEQPMZFTUFS t #MBDLQBJOUFEBOEXBYFEmOJTIFE STANDARDDUTY t $VUTTUFFMTUSBQQJOHXJEFYUIJDL t 4BGFUZEFTJHOIPMETTUSBQQJOHJOQMBDF UPQSFWFOUJOKVSJFTGSPNnZJOHFOET t 3VCCFSQBETHFOUMZSFMFBTF TUSBQQJOHXIFOCFJOHDVU Model Strap Core Strength Model No. PC446 No. Width" Dimensions" lbs. Coil' PF404 1/2 x 0.020 16 x 3 1200 2940 PF405 5/8 x 0.020 16 x 3 1500 2360 PF406 3/4 x 0.020 16 x 3 1800 1960 HEAVYDUTY PF407 1 1/4 x 0.031 16 x 1 1/4 5500 760 t $VUTTUFFMTUSBQQJOHXJEFYUIJDL t 1PXFSGVMESPQGPSHFETUFFMEFTJHO t )FBWZEVUZQFSGPSNBODFGPS STEEL SEALS JOEVTUSJBMBQQMJDBUJPOT t "MMGVMMZHBMWBOJ[FETUFFM Open Type t MPOH t 0QFO 4OBQPO UZQF Model No. PC479 6TFEPOnBUBOETNPPUITVSGBDFT t 'VMMZDMPTFE QVTI UZQF 6TFEPODVSWFSBOEJSSFHVMBSTVSGBDFT STEEL STRAPPING TENSIONERS Closed Type PUSH BAR STYLE t "DDFQUTTUFFMTUSBQQJOHUIJDL t -JHIUUFOTJPO MJNJUFEUBLFVQ t *EFBMGPSBQQMJDBUJPOTPOTNBMM SPVOEPSJSSFHVMBSTVSGBDFT t 'PSVTFXJUIQVTIUZQFDMPTFETFBMT PA567 Model Strap Qty Model Strap Qty No. Width" /Box No. Width" /Box FEEDWHEEL STYLE OPEN SNAPON FULLY CLOSED PUSH t "DDFQUTTUFFMTUSBQQJOHUIJDL PF408 1/2 2000 PF415 1/2 2000 t 'BTUBOEFBTZPQFSBUJPO PF409 5/8 2000 PF416 5/8 2000 t .FEJVNIFBWZUFOTJPO VOMJNJUFEUBLFVQ PF410 3/4 2000 PF417 3/4 2000 t *EFBMGPSBQQMJDBUJPOTPOnBUTVSGBDFT PF411 1/2 5000 PF418 1/8 5000 t 'PSVTFXJUIPQFOTFBMT PF412 5/8 5000 PF419 5/8 5000 PC938 PE350 PF413 3/4 5000 PF420 -

JM All-Purpose Wall System Components Sheet
JM All-Purpose Continuous Insulation Wall System Components Fasteners UltraFast® Fastener Purlin Fastener All-Purpose Fastener #12 Phillips Head 1⁄4" Hex Head #14 Phillips Head 1 5/8" – 8", Blue 3 3⁄4" – 8", Black 1 1/4" – 24", Gray UltraFast® Fasteners for Wood and 18- to 25-Gauge Metal Product Material ID Size Package Per Package Wt/Pkg UOM #12 Phillips Head 70000147 1 5/8" Pail 1,000 12 MP 70000148 2 1/4" Pail 1,000 15 MP 70002653 3" Pail 1,000 20 MP 70002660 4" Pail 1,000 25 MP 70000153 5" Pail 1,000 30 MP 70000154 6" Pail 1,000 36 MP Purlin Fasteners for 12- to 18-Gauge Metal* Product Material ID Size Package Per Package Wt/Pkg UOM Purlin Fastener 70000674 3 3/4" Carton 500 13 MP 70000676 4 3/4" Carton 500 16 MP 70000679 5 3/4" Carton 500 20 MP 70000678 7" Carton 500 24 MP 70000676 8" Carton 500 25 MP *RetroDriller Fasteners are recommended for < 12-gauge metal All-Purpose Fasteners for Concrete, Wood and 18- to 25-Gauge Metal Product Material ID Size Package Per Package Wt/Pkg UOM #14 Phillips Head 70000749 1 1/4" Pail 1,000 12 MP 70000747 1 3/4" Pail 1,000 16 MP 70000106 2" Pail 1,000 18 MP 70000107 3" Pail 1,000 26 MP 70000108 4" Pail 1,000 34 MP 70000109 5" Pail 500 22 MP 70000110 6" Pail 500 26 MP Lengths not listed may be available with lead times. Call your local sales representative. -
Beyond the Pail
BEYOND THE PAIL The Emergence of Industrialized Dairy Systems in Asia Brighter Green is a New York–based public policy action tank that aims to raise aware- ness and encourage dialogue on and attention to issues that span the environment, animals, and sustainable development both globally and locally. Brighter Green’s work has a particular focus on equity and rights. On its own and in partnership with other organizations and indi- viduals, Brighter Green generates and incubates research and project initiatives that are both visionary and practical. It produces publications, websites, documentary films, and implements programs to illuminate public debate among policy-makers, activists, communities, influential leaders, and the media, with the goal of social transformation at local and international levels. Brighter Green works in the United States and internationally, with a focus on the countries of the global South. This policy paper is published as part of Brighter Green’s Food Policy and Equity Program. Policy papers and documentary videos on climate change and industrial animal agriculture in Brazil, China, Ethiopia, and India, along with additional resources on the globalization of factory farming, are available on Brighter Green’s website: www.brightergreen.org/globalization. Brighter Green welcomes feedback on this publication and other aspects of its work. This publication may be disseminated, copied, or translated freely with the express permission of Brighter Green. Email: [email protected] Report Credits Written and researched by: Jessika Ava Research assistance: Lauren Berger, Suzanne Lipton, and Caroline Wimberly Design and layout: Caroline Wimberly and Lauren Berger Brighter Green Executive Director: Mia MacDonald The author wishes to extend thanks to Mia MacDonald, Caroline Wimberly, Lauren Berger, and Suzanne Lipton for assisting in this paper’s development, and for their motivation and support. -

Trimurti Dairy Mart
+91-8045355883 Trimurti Dairy Mart https://www.indiamart.com/trimurtidairymart/ We are the biggest name in the Wholesaling and Trading a quality approved assortment of Milking Pail and Can. These products are admired in the market for their strong construction and easy usability. About Us We, Trimurti Dairy Mart from 2015 are famous amongst the esteemed Wholesaler and Trader of an exceptional quality assortment of Milking Pail and Can. Offered products range consists of Milking Pail, Milk Can, and Milking Machine. The offered range is designed using the latest technology under the control of the quality supervisor. Apart from this, these milking pail and can ranges are suitable for various kinds of milk production fields. As with quality standards, we are committed to the core values of integrity, ethical practices, and responsibility towards patrons. We have kept nominal prices for this milking pail and can that is another aspect to beat the competition and also to draw the attention of our target clients. Adding to this, for the comfort of our clients, we accept payment from different modes like cash, online, DD, and cheque. Managed under the headship of our mentor “Ms. Kiran Sawant”, our firm has covered the foremost share in the market. She guides and motivate us to meet the exact requisites of the clients within the stipulated time frame. For more information, please visit https://www.indiamart.com/trimurtidairymart/profile.html CHAFF CUTTER P r o d u c t R a n g e JF2D Chaff Cutter JF 30EVO Electric Chaff Cutter Jf 30p Chaff Cutter -

Packaging Universal Waste Reference Guide
PACKAGING UNIVERSAL WASTE REFERENCE GUIDE FOR MORE INFORMATION, PLEASE CALL (800) 795-0993 – WWW.ERECYCLINGOFCA.COM Page 1 TABLE OF CONTENTS INTRODUCTION………………………………….……………………....3 SECTION 1………………………………………….LAMP RECYCLING SECTION 2……………………………………..BATTERY RECYCLING SECTION 3……………………………………..BALLAST RECYCLING SECTION 4……………………..MERCURY DEVICES RECYCLING SECTION 5……………………….UNIVERSAL WASTE LABELING SECTION 6…………ELECTRONICS SORTING & PACKAGING FOR MORE INFORMATION, PLEASE CALL (800) 795-0993 – WWW.ERECYCLINGOFCA.COM Page 2 INTRODUCTION It is the intent of this document to provide the users with a Best Management Practices approach to managing, sorting, and packaging of the items that fit the Universal Waste category. It is NOT intended to supersede regulatory requirements. Please always consult with regulations to insure you are using the most current requirements. FOR MORE INFORMATION, PLEASE CALL (800) 795-0993 – WWW.ERECYCLINGOFCA.COM Page 3 SHIPPING AND PACKING GUIDELINES The following guidelines have been created by e-Recycling of California to assist you in preparing your waste for shipment to our facility. Following these guidelines will help ensure that your waste is packaged safely for transit and reciept and and allow for efficient handling at our facility. If you have any questions regarding these guidelines please contact e-Recycling of California. GENERAL GUIDELINES FOR ALL WASTES All containers must be US DOT approved and properly labeled according to US EPA and US DOT regulations. All metal containers must include a drum liner. The drum liner must contain all of the material inside the drum and be at least 4 mm think. All drummed bulk solutions must be shipped in a closed-head poly or poly-lined steel drum sealed with a bung. -

Week 8: Let It Flow
Attach the plastic Game on! Week 8: Let it Flow bottles to a peg- board with zip ties. Get a better view of the moving water Place the first There’s nothing better than cooling off in water on a hot summer day, like running through —and learn about color mixing—by bottle at the top adding a few drops of food coloring in a sprinkler or playing in a fountain. Learn how water moves by experimenting with pressure, of the board and each bottle. Or try one of these design then get creative and make water move—even uphill!—by building a water wall. drape the tubing challenges: so that the other • Use at least five bottles. end is inside the Experiment open top of the • Add a water wheel (or similar next bottle. Posi- water toy). tion each bottle • Make water flow uphill. at a lower level than the one be- fore. Experiment Tips with the position Materials Instructions Add tape anywhere you see water of the tubing; try dripping. Two pails First, understand how pressure helps water move making hills or loops, Instead of a pegboard, tape the bottles Three or more 20-ounce with a quick challenge. Fill one pail with water holding the tubing plastic bottles and set the two pails on a flat surface, like in place with pipe to a piece of wood or a wall, set them on stairs, or ask people to hold them 25 feet of clear aquarium a table. Cut a 61-centimeter piece of cleaners. airline flexible tubing aquarium tubing and try to get the at different levels. -

Desiccants Temperature/Humidity Data Loggers Humidity Indicators
STRETCH WRAP, FOAM & SHIPPING SUPPLIES Desiccants Coldmark Moisture control: The desiccant absorbs moisture vapour through the MONITORS DAMAGING capillary action of the absorbent particles. Neither the particles, nor the COLD TEMPERATURES bag that contains the particles, is changed physically by the absorption action. • Accurately shows if your product has been As well, the container does not become saturated, therefore it doesn't soften exposed to cold below a selected temperature or liquefy during use. And metal parts touching the bag will not corrode. • Colourless indicator bulb turns an irreversible Dust-free: Tyvek bags are ideal for applications where dust must violet colour as the temperature falls below the be kept to a minimum. Examples include computer components, indicator's activation temperature packaged chemicals, and photographic and optical devices. • Can be placed on the exterior or interior of shipping container 30-gallon drum • Adheres easily to any dry surface Specifications: Product Sizes: 3.25" x .75" x .38" Exposure Time: 30 minutes Shelf Life: 1 year Storage Temperature Range: Store product above 5-gallon pail activation temperatures up to 110°F/43°C Model Activation Price Qty Price No. Temperature /Each Qty /Each Tyvek PB791 32°F/0°C PB669 26°F/-3°C Other activation temperatures are available Temperature/Humidity Data Loggers • Monitors both ambient temperature and relative humidity • Stores up to 16 000 temperature and 16 000 humidity readings • User selectable measurement rate from 2 seconds to 24 hours Priced per Package • Alarm display if user-defined max-min values are exceeded • Displays all status information through two LEDs Model Type of Type of Qty Price • Simply plug the logger into the USB port of No. -
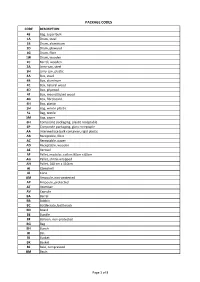
Package Codes
PACKAGE CODES CODE DESCRIPTION 43 Bag, super bulk 1A Drum, steel 1B Drum, aluminium 1D Drum, plywood 1G Drum, fibre 1W Drum, wooden 2C Barrel, wooden 3A Jerry-can, steel 3H Jerry-can, plastic 4A Box, steel 4B Box, aluminum 4C Box, natural wood 4D Box, plywood 4F Box, reconstituted wood 4G Box, fibreboard 4H Box, plastic 5H Bag, woven plastic 5L Bag, textile 5M Bag, paper 6H ComposIte packaging, plastic receptable 6P Composite packaging, glass receptaple AA Intermediate bulk container, rigid plastic AB Receptable, fibre AC Receptable, paper AD Receptable, wooden AE Aerosol AF Pallet, modular, collars 80cm x 60cm AG Pallet, shrink-wrapped AH Pallet, 100 cm x 110cm AI Clamshell AJ Cone AM Ampoule, non-protected AP Ampoule, protected AT Atomiser AV Capsule BA Barrel BB Bobbin BC Bottlecrate, bottlerack BD Board BE Bundle BF Balloon, non-protected BG Bag BH Bunch BI Bin BJ Bucket BK Basket BL Bale, compressed BM Basin Page 1 of 8 PACKAGE CODES CODE DESCRIPTION BN Bale, non-compressed BO Bottle, non-protected, cylindrical BP Balloon, protected BQ Bottle, protected cylindrical BR Bar BS Bottle, non-protected, bulbous BT Bolt BU Butt BV Bottle, protected bulbous BW Box, for liquids BX Box BY Board, in bundle/bunch/truss, BZ Bars, in bundle/bunch/truss CA Can, rectangular CB Beer crate CC Churn CD Can, with handle and spout CE Creel CF Coffer CG Cage CH Chest CI Canister CJ Coffin CK Cask CL Coil CM Collis CN Container not otherwise specified as transport equipment CO Carboy, non-protected CP Carboy, protected CQ Cartdidge CR Crate CS Case CT