Pre-Feasibility Re Feasibility Report (PFR) Ibility Report
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

MAP:East Godavari(Andhra Pradesh)
81°0'0"E 81°10'0"E 81°20'0"E 81°30'0"E 81°40'0"E 81°50'0"E 82°0'0"E 82°10'0"E 82°20'0"E 82°30'0"E EAST GODAVARI DISTRICT GEOGRAPHICAL AREA (ANDHRA PRADESH) 47 MALKANGIRI SH Towards Sileru 18°0'0"N 18°0'0"N IR (EXCLUDING: AREA ALREADY AUTHORISED) ERVO I RES AY AR NK DO MALKANGIRI V IS H KEY MAP A K H A P A T N A M M Towards Polluru CA-02 A CA-01 M M ± A CA-07 H CA-35 CA-34 K V CA-60 I CA-03 CA-57 CA-58 S CA-33 CA-59 H CA-04 CA-57 CA-37 CA-36 AKH 17°50'0"N CA-32 CA-56 17°50'0"N CA-31 CA-55 CA-05 CA-38 CA-55 CA-39 AP CA-06 CA-30 CA-53 CA-54 CA-40 CA-39 A CA-07 CA-29 CA-41 CA-51 T CA-08 CA-41 T NAM CA-07 CA-28 CA-51 oward CA-42 CA-52 CA-27 CA-51 CA-09 CA-26 CA-44 CA-44 CA-25 s Tu T CA-10 CA-11 CA-43 CA-45 CA-46 o L lasipaka w W CA-24 A ar E CA-12 CA-23 S NG T CA-13 E d G CA-47 CA-22 B s O CA-48 D CA-21 F K A CA-14 CA-50 O V CA-20 o A R CA-49 Y. -

LHA Recuritment Visakhapatnam Centre Screening Test Adhrapradesh Candidates at Mudasarlova Park Main Gate,Visakhapatnam.Contact No
LHA Recuritment Visakhapatnam centre Screening test Adhrapradesh Candidates at Mudasarlova Park main gate,Visakhapatnam.Contact No. 0891-2733140 Date No. Of Candidates S. Nos. 12/22/2014 1300 0001-1300 12/23/2014 1300 1301-2600 12/24/2014 1299 2601-3899 12/26/2014 1300 3900-5199 12/27/2014 1200 5200-6399 12/28/2014 1200 6400-7599 12/29/2014 1200 7600-8799 12/30/2014 1177 8800-9977 Total 9977 FROM CANDIDATES / EMPLOYMENT OFFICES GUNTUR REGISTRATION NO. CASTE GENDER CANDIDATE NAME FATHER/ S. No. Roll Nos ADDRESS D.O.B HUSBAND NAME PRIORITY & P.H V.VENKATA MUNEESWARA SUREPALLI P.O MALE RAO 1 1 S/O ERESWARA RAO BHATTIPROLU BC-B MANDALAM, GUNTUR 14.01.1985 SHAIK BAHSA D.NO.1-8-48 MALE 2 2 S/O HUSSIAN SANTHA BAZAR BC-B CHILAKURI PETA ,GUNTUR 8/18/1985 K.NAGARAJU D.NO.7-2-12/1 MALE 3 3 S/O VENKATESWARULU GANGANAMMAPETA BC-A TENALI. 4/21/1985 SHAIK AKBAR BASHA D.NO.15-5-1/5 MALE 4 4 S/O MAHABOOB SUBHANI PANASATHOTA BC-E NARASARAO PETA 8/30/1984 S.VENUGOPAL H.NO.2-34 MALE 5 5 S/O S.UMAMAHESWARA RAO PETERU P.O BC-B REPALLI MANDALAM 7/20/1984 B.N.SAIDULU PULIPADU MALE 6 6 S/O PUNNAIAH GURAJALA MANDLAM ,GUNTUR BC-A 6/11/1985 G.RAMESH BABU BHOGASWARA PET MALE 7 7 S/O SIVANJANEYULU BATTIPROLU MANDLAM, GUNTUR BC-A 8/15/1984 K.NAGARAJENDRA KUMAR PAMIDIMARRU POST MALE 8 8 S/O. -

Polyethylene Industry Outlook in India to 2016 - Market Size, Company Share, Price Trends, Capacity Forecasts of All Active and Planned Plants
Polyethylene Industry Outlook in India to 2016 - Market Size, Company Share, Price Trends, Capacity Forecasts of All Active and Planned Plants Reference Code: GDCH1786IDB Publication Date: December 2012 Polyethylene Industry Outlook in India to 2016 GDCH1786IDB/DEC 2012 © GlobalData. This report is a licensed product and is not to be copied, reproduced, shared or resold in any form Page 1 Table of Contents 1 Table of Contents 1 Table of Contents 2 1.1 List of Tables 5 1.2 List of Figures 6 2 India Polyethylene Industry, Supply Scenario, 2000-2016 7 2.1 India Polyethylene Industry, Total Plant Capacity, 2000-2016 7 2.2 India Polyethylene Industry, Installed Plant Capacity by Production Process, 2011 15 2.3 India Polyethylene Industry, Installed Plant Capacity by Technology, 2011 18 2.4 India Polyethylene Industry, Company Share, 2011 21 2.5 India, Polyethylene Industry, Planned Projects Details, 2012-2016 22 3 India Polyethylene Industry, Market Dynamics, 2000-2016 23 3.1 India Polyethylene Industry, Market Size, 2000-2016 23 3.2 India Polyethylene Industry, Demand and Production Outlook, 2000-2016 25 3.3 India Polyethylene Industry, Demand by End Use Sector, 2011 27 3.4 India Polyethylene Industry, Price Forecasts, 2000-2016 28 4 India Polyethylene Industry, Trade Balance, 2000-2016 30 4.1 India Polyethylene Industry, Imports and Exports, 2000-2016 30 4.2 India Polyethylene Industry, Net Exports, 2000-2016 32 4.3 India Polyethylene Industry, Imports as Percentage of Demand, 2000-2016 34 5 Reliance Industries Limited, Company Snapshot 36 5.1 Reliance Industries Limited, Company Overview 36 5.2 Reliance Industries Limited, Key Information 36 5.3 Reliance Industries Limited, Business Description 36 5.3.1 Business Overview 36 5.3.2 Oil and Gas 37 5.3.3 Others 38 5.3.4 Petrochemicals 39 5.3.5 Refining and Marketing 39 Polyethylene Industry Outlook in India to 2016 GDCH1786IDB/DEC 2012 © GlobalData. -

State and Non-State Marine Fisheries Management: Legal Pluralism in East Godavari District, Andhra Pradesh, India
STATE AND NON-STATE MARINE FISHERIES MANAGEMENT: LEGAL PLURALISM IN EAST GODAVARI DISTRICT, ANDHRA PRADESH, INDIA …. Sarah Southwold-Llewellyn Rural Development Sociology Department of Social Sciences Wageningen University Wageningen, The Netherlands [email protected] [email protected] Sarah Southwold-Llewellyn, 2010 Key words: marine fisheries, traditional fishing, mechanised fishing, management, legal pluralism, East Godavari District This 2010 report is a revision of an earlier working paper, Cooperation in the context of crisis: Public-private management of marine fisheries in East Godavari District, Andhra Pradesh, India. IDPAD Working Paper No. 4. IDPAD: New Delhi and IDPAD: The Hague, 2006 (www. IDPAD.org). The Project, Co-operation in a Context of Crisis: Public-Private Management of Marine Fisheries in South Asia, was part of the fifth phase of the Indo-Dutch Programme for Alternative Development (2003-2006). IDPAD India Secretariat: Indian Institute of Social Science Research (ICSSR), New Delhi IDPAD The Netherlands secretariat: Netherlands Foundation for the Advancement of Tropical Research (WOTRO), The Hague, The Netherlands 2 Acknowledgements My research in East Godavari District would not have been possible without the cooperation and help of many more than I can acknowledge here. The help of many Government officers is greatly appreciated. On the whole, I was impressed by their professionalism, commitment and concern. They gave me their valuable time; and most of them were extremely candid. Much that they told me was ‘off the record’. I have tried to protect their anonymity by normally not citing them by name in the report. There are far too many to individuals to mention them all. -
![Haldia Petrochemicals Limited: Long Term Rating Revised to [ICRA]A+(Stable); Short Term Rating Reaffirmed; NCD Rating Withdrawn](https://docslib.b-cdn.net/cover/1104/haldia-petrochemicals-limited-long-term-rating-revised-to-icra-a-stable-short-term-rating-reaffirmed-ncd-rating-withdrawn-1571104.webp)
Haldia Petrochemicals Limited: Long Term Rating Revised to [ICRA]A+(Stable); Short Term Rating Reaffirmed; NCD Rating Withdrawn
September 03, 2020 Haldia Petrochemicals Limited: Long Term rating revised to [ICRA]A+(Stable); short term rating reaffirmed; NCD rating withdrawn Summary of rating action Previous Rated Amount Current Rated Instrument* Rating Action (Rs. crore) Amount(Rs. crore) [ICRA]A+(Stable); downgraded from Long Term Limits- Term Loans 3,068.00 3,068.00 [ICRA]AA-(Negative) [ICRA]A+(Stable); downgraded from Long-term Limits-Fund-based 381.00 381.00 [ICRA]AA-(Negative) Short-term Limits- Non-fund 1606.00 1606.00 [ICRA]A1+; reaffirmed Based Limits [ICRA]A+ (Stable); downgraded from Long-term/Short-term 5003.00 5003.00 [ICRA]AA-(Negative)/[ICRA]A1+; Unallocated reaffirmed; [ICRA]A+(Stable); downgraded from Proposed NCD Programme 1,000.00 0.00 [ICRA]AA-(Negative); withdrawn [ICRA]A+(Stable); downgraded from Issuer Rating1 - - [ICRA]AA-(Negative) Short Term – Commercial Paper [ICRA]A1+; reaffirmed 100.00 100.00 programme [ICRA]A+(Stable); downgraded from Long Term-Non fund based 4000.00 4000.00 [ICRA]AA-(Negative) Total 15,158.00 14,158.00 *Instrument details are provided in Annexure-1 Rationale The rating revision factors in the anticipated adverse impact on the key credit metrics of Haldia Petrochemicals Limited’s (HPL) due to the proposed acquisition of ~7% additional equity stake in the technology division of McDermott International Inc (MDR) from Rhone Capital for a consideration of $70-75 million apart from existing ~57% equity stake acquired in June 2020 for ~$690 million. The acquisition of the additional 7% stake is expected to be funded by debt of ~$ 53 million and the balance from the existing cash balances of HPL. -

SME Kakinada Branch, Door No:2-43-41/A,50
SME Kakinada Branch, Door No:2-43-41/A,50 Buildings Centre,Bhaskar Nagar, East Godavari District, Andhra Pradesh-533003 Ph: 0884-2376246 Email id: [email protected] Date:29.08.2019 INTENDING SALE NOTICE OF IMMOVABLE SECURED ASSETS (Issued under Rule 8(6) Rule / 9(1) of the Security Interest (Enforcement) Rules 2002) To 1. M/s Sri Satya Deva Cashew Industries, Prop:Ms.Konda Naga Jyothirmai, D/o Konda Venkata Satyanarayana, Door No.5-112, Ayyapuraju Village, A.Kothapalli Panchayat, Thondangi Mandal, East Godavari District, Andhra Pradesh – 533408 ….BORROWER/MORTGAGOR Sir/Madam, 1. This has reference to recovery actions initiated against you under the provisions of the SARFAESI Act 2002. 2. Please refer to the possession notice dated 05.02.2016 issued to you regarding taking possession of the secured assets at more fully described in the schedule below and the publication of the said possession notice in “Eenadu” and “The Hindu” on 28.04.2017 by the authorized officer for the purpose of realization of the secured assets in exercise of the powers conferred on the bank as secured creditor under the provisions of the Securitization and Reconstruction of Financial Assets and Enforcement of Security Interest Act, 2002 and the rules there under. 3. You the above mentioned Borrower / mortgagors / guarantors have failed to pay the dues in full save and except payments if any after issuance of demand notice dated 27.11.2015. Hence it is proposed to sell the secured assets mentioned in the Schedule below on “as is where is” and “as is what is” condition under section 13(4) of the Act read with Rules 8 of the Security Interest (Enforcement) Rules, 2002. -
Environmental Statement FY 2017-18
Haldia Petrochemicals Ltd. Environmental Statement FY 2017-18 Chapter No. Detail Description Page No. 1.0 SALIENT FEATURES 1 2.0 ENVIRONMENTAL STATEMENTS - FORM V 2 (PART A TO PART I) 3.0 PRODUCTION DETAILS 34 4.0 SOLID WASTE DETAILS (NON-HAZARDOUS) 35 5.0 HAZARDOUS WASTE DETAILS (FORM – IV) 36 Haldia Petrochemicals Ltd. SALIENT FEATURES OF HPL COMPLEX Name of the Unit : Haldia Petrochemicals Limited Size of Industry : Large Water Supply : Water is supplied by M/s. Haldia Development Authority from Geonkhali Water Works. (Normal requirement is 7.73 MGD whereas permissible maximum quantity is 8.4 MGD). Power Supply : Captive Power Plant & WBSEDCL Main Raw Material : NAPHTHA Gross Capital Investment on : Rs. 12560 Crores as on 31.03.18 land, building, plant & machinery excluding capital investment on pollution control system Total area : 453 Hectare Green Belt Area : 103 Hectare Manpower : 727 (own employees) as on 31-03-18 1 Haldia Petrochemicals Ltd. [FORM – V] (SEE RULE 14) Environmental Statement for the Financial Year ending the 31st March 2018 PART – A (i) Name and address of the owner/occupier of the industry, operation or process : Mr. Subhasendu Chatterjee Haldia Petrochemicals Limited Plant : P. B. No. 12, Durgachak, Haldia, Dist. – Purba Midnapore, Pin – 721 602 Tel: (03224) 274007/384/400 Fax: (03224) 272755/274880 Registered Office: Tower 1, Bengal Eco Intelligence Park (Techna), Block EM, Plot No. 3, Sector V, Salt Lake, PO: Bidhan Nagar, District: North 24 Paraganas, Kolkata 700 091, Tel: 7112 2334, 7112 2445 (ii) Industry Category : Special Red (iii) Production Capacity : 7,00,000 TPA of Ethylene (iv) Year of Establishment : 2000 (v) Date of last Environmental Statement Submitted : September 23, 2017 2 Haldia Petrochemicals Ltd. -

Report on Developing Baseline Specific Energy Consumption in Petrochemicals Industry in India
Report on Developing Baseline Specific Energy Consumption in Petrochemicals Industry in India April 2013 www.deloitte.com/in Disclaimer The views expressed in this document do not necessarily reflect the view of Shakti Sustainable Energy Foundation. The organization also does not guarantee accuracy of any data included in this publication nor does it accept any responsibility for the consequences of its use. Contents CONTENTS .............................................................................................................................................................3 EXECUTIVE SUMMARY ...................................................................................................................................... 10 OVERVIEW OF GLOBAL PETROCHEMICALS INDUSTRY.............................................................................. 12 TRENDS OF GLOBAL PETROCHEMICAL INDUSTRY............................................................................................... 13 ENERGY CONSUMPTION TRENDS IN PETROCHEMICAL INDUSTRY ........................................................................ 14 TECHNOLOGY TRENDS IN PETROCHEMICAL INDUSTRY ....................................................................................... 15 GLOBAL DEMAND SUPPLY AND CAPACITY ......................................................................................................... 16 OVERVIEW OF INDIAN PETROCHEMICALS INDUSTRY ................................................................................ 20 TRENDS IN INDIAN PETROCHEMICAL -

List of Registered Hatcheries for Import of Spf L
COASTAL AQUACULTURE AUTHORITY Ministry of Agriculture and Farmers’ Welfare Govt. of India LIST OF REGISTERED HATCHERIES FOR IMPORT OF SPF L. VANNAMEI BROODSTOCK FOR SEED PRODUCTION Broodstock Sl. no. Name and Address of the Hatchery Location of the Hatchery (in nos.) 1. Shri P. Kassey, Proprietor, 107, Perunthuravu Village, M/s. Sudhith Shrimp Hatchery, Seekanakuppam Post, Flat No: 5, B-Block, Koovathur – 603305. Arihant Enclave, 1200 CheyyurTaluk, 1st Floor, Vedachalanagar, Kancheepuram District, Chengalpet - 603001 Tamil Nadu Tamil Nadu. 2. M/s. Devi Seafoods Limited, Rajupalem Village, 9-14-8/1, CBM Compound, KothapatnamMandal, 1200 Visakhapatnam District – 530 003, Prakasam District, Andhra Pradesh Andhra Pradesh 3. M/s. Vaisakhi Bio-marine Private Kaipenikuppam Village, Limited, Unit – I, Marakkanam Post, 49-38-15/3, NGGO’s Colony, Thindivanam Taluk, 1200 Akkyyapalem, Villupuram District– Vishakapatnam District– 530 016, 604303, Tamil Nadu Andhra Pradesh. 4. M/s. Grobest Feeds Corporation 616/12A, (India) Limited, Pudunadukuppam, No. 26, (Old No. 38/1), Thenpatinam Village, 2400 Nowroji Road, Chetpet, CheyyurTaluk, Chennai – 600 031, Kancheepuram District, Tamil Nadu. Tamil Nadu 5. M/s. Alpha Hatchery, D.No:27-4-319, 8th Cross Road, S No. 178-B-546/2, Ramji Nagar, Koruturu Village, Beside Mahani Apartment, 1600 Indukurpet Mandal, Nellore Near Children’s Park, District Nellore – 524 002. Andhra Pradesh. 1 6. M/s. C.P.Aquaculture (INDIA) Private Limited, Thupili Palem Village. 104, G.N.T. Road, Vakadu Mandal, 2800 Nallur & Vijayanallur Village, Nellore District, Sholavaram Post, Andhra Pradesh Red Hills, Chennai – 600 067. 7. M/s. Nellore Hatcheries, Mypadu Village, 25/2/1931, NGO Colony, Indukurpet Mandal, B.V. -
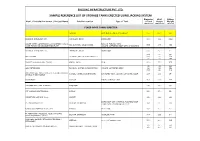
Sample Reference List of Storage Tanks Erected
BYGGING INFRASTRUCTURE PVT. LTD. SAMPLE REFERENCE LIST OF STORAGE TANKS ERECTED USING JACKING SYSTEM Diameter Shell Lifting Plant / Installation Owner / Project Name Jobsite Location Type of Tank of Tank Height Weight (Meters) (Meters) (Tons) FIXED ROOF TANKS ERECTED UKRAINE GASHOLDER FOR BLAST FURNACE 55.7 64.0 1900 RELIANCE PETROLEUM LTD. JAMNAGAR, INDIA DOME ROOF 64.0 18.1 1368 SALINE WATER CONVERSION CORPORATION / RAS AL- BACK-UP FUEL OIL TANK RAS AL-KHAIR, SAUDI ARABIA 66.5 17.6 962 KHAIR POWER AND DESALINATION PLANT COLUMN SUPPORTED ROOF WITH 37 COLUMNS RELIANCE PETROLEUM LTD. JAMNAGAR, INDIA DOME ROOF 57.0 20.0 900 52.6 22 590 GPS CHEMOIL FUJAIRAH, UNITED ARAB EMIRATES 34.5 22 259 27 22 166 BHARAT ALUMINIUM CO. (BALCO) KORBA, INDIA SILO 30.0 27.0 575 45 25 491 GULF PETROCHEM FUJAIRAH, UNITED ARAB EMIRATES COLUMN SUPPORTED ROOF 26 25 256 35.5 25 302 ABU DHABI GAS INDUSTRIES LTD (GASCO) RUWAIS / RUWAIS, UNITED ARAB EMIRATES DM WATER TANK, COLUMN SUPPORTED ROOF 28.5 28.1 450 4TH NGL TRAIN PROJECT EXXONMOBIL NIGERIA MOGAS STORAGE TANK 36.0 13.2 394 VAN OOMERAN TANK TERMINAL SINGAPORE 29.0 28.0 360 VTT VASILIKO OIL TERMINAL CYPRUS 35.0 27.0 350 KUWAIT OIL COMPANY K.S.C. KUWAIT 35.0 12.2 341 DOME ROOF WITH INTERNAL FLOATING ROOF PT. PERTAMINA RU IV CILACAP, INDONESIA 34.2 22.0 329 (LIGHT NAPHTA STORAGE) 8700 M3 KUWAIT OIL COMPANY K.S.C. GC-4 KUWAIT DUAL TANK 33.0 15.0 300 PT. PERTAMINA - RESIDUAL FLUID CATALYTIC CILACAP, INDONESIA GASOLINE TANK 34.8 23.2 300 CRACKING PROJECT (RFCC) VANPHONG BONDED PETROLEUM TERMINAL / VIETNAM 20.000 M3 MOGAS TANK 37.0 20.0 295 PETROLIMEX 31.7 20.0 295 BHARAT PETROLEUM CORORATION LTD. -

Industrial Hazard, Vulnerability and Risk Assessment for Landuse Planning: a Case Study of Haldia Town, West Bengal, India
Industrial Hazard, Vulnerability and Risk Assessment for Landuse Planning: A Case Study of Haldia Town, West Bengal, India Anandita Sengupta January, 2007 Industrial Hazard, Vulnerability and Risk Assessment for Landuse Planning A Case Study of Haldia, West Bengal, India by Anandita Sengupta Thesis submitted to the International Institute for Geo-information Science and Earth Observation and Indian Institute of Remote Sensing (NRSA) in partial fulfilment of the requirements for the degree of Master of Science in Geo-information Science and Earth Observation, Specialisation: (Geo-Hazards) THESIS ASSESSMENT BOARD Prof. Victor Jetten, ITC (Chairman) Prof. Dr. Ashok Kumar Dr. Cees J. van Westen, (ITC) School of Planning & Architecture Prof. B. S. Sokhi (IIRS) (External Expert) Mr. B. D. Bharath (IIRS) SUPERVISORS ITC ERRIS Project Dr. Cees J. van Westen Mr. Debanjan Bandyopadhyay Associate Professor IIRS Mr. B. D. Bharath Scientist INTERNATIONAL INSTITUTE FOR GEO-INFORMATION SCIENCE AND EARTH OBSERVATION ENSCHEDE, THE NETHERLANDS AND INDIAN INSTITUTE OF REMOTE SENSING (NRSA) DEHRADUN, INDIA. I certify that although I may have conferred with others in preparing for this thesis, and drawn upon a range of sources cited in this work, the content of this Thesis Report is my original work. Signed ………………. Disclaimer This document describes work undertaken as part of a programme of study at the International Institute for Geo-information Science and Earth Observation and Indian Institute of Remote Sensing (NRSA). All views and opinions expressed therein remain the sole responsibility of the author, and do not necessarily represent those of the institute. Anandita Sengupta Restriction on the Report Usage Certain sections of the text and imagery contained herein in this thesis include information that could be sensitive and therefore are of concern to the national security of India. -

COASTAL AQUACULTURE AUTHORITY Ministry of Agriculture Government of India
COASTAL AQUACULTURE AUTHORITY Ministry of Agriculture Government of India List of Hatchery operators permitted for import of broodstock and seed production of SPF L. vannamei for the year 2012-2013 Sl. No Name & Communication Location of the Hatchery No of Address Broodstocks approved 1. M/s.Jay Jay Aqua Tech, Panichamedu Kuppam, 1120 pairs No.30,West Main Road, Anumanthai Post, Vivekananda Nagar, Marakkanam- 604303, CON- I Pondicherry – 605005. Villupuram District. and M/s.Jay Jay Marine, Mahalakshmipuram, st No.13, 1 Cross, Opp.Velankanni Matha Aziz Nagar, Church, C.P., Palem, Reddiarpalayam, Kothakodur, T.P. Gudur Pondicherry – 605010. Mandal, Nellore District 2. M/s. Oceanic Edibles Alapakkam Village, 1,680 pairs International Limited, Mandavai Post, Marakanam No. 6, 1 st floor, Wellington 604 303- (via), CON- II Estate, Villupuram District, 53, Ethiraj Salai, Tamil Nadu Egmore, Chennai- 600 008, Tamil Nadu. and M/s. Oceanic Bio - 81, Keezhiyoor, Harvests Limited, Kaveripoompattinam, No. 6, First Floor, Poompuhar, Wellington Estate, 53, Sirkali Taluk, Ethiraj Salai, Egmore, Nagapattinam District, Chennai-600 008, Tamil Nadu Tamil Nadu. 3. M/s. SVR Hatcheries, Vemavaram Village- 533 CON- III Vemavaram Village- 401, 1,540 pairs 533 401, Addaripeta Post, Addaripeta Post, Thondangi Mandal, Thondangi Mandal, East Godavari District, East Godavari District , Andhra Pradesh Andhra Pradesh. M/s. Krishna Hatcheries, Pandurangapuram Village, C/o. Laila Aqua Tech Ltd., Bapatla Mandal, Pandurangapuram village, Guntur District. Bapatla-522101, Guntur District. and M/s. Babu Aquarists Konapapapeta, Hatchery, U.Kothapalli Mandal, 29-1-14/1, Opp. Nagendra Ponnada Village, Temple, Cinema Road, East Godavari District, Kakinada-533 001, Andhra Pradesh Andhra Pradesh.