Metal Casting CONTENT
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -

Structural RENOVATION Encountering Historic Metals in Renovations by Ciro Cuono, P.E., and Christopher Ribeiro, E.I.T
structural RENOVATION Encountering Historic Metals in Renovations By Ciro Cuono, P.E., and Christopher Ribeiro, E.I.T. tructural steel has been a dominant building material for more than 100 Syears. Although steel is not considered a particularly remarkable material today, Vaclav Smil’s book, Still the Iron Age, illustrates how important iron and steel have been and continue to be in industrialized societies. For a struc- tural engineer working on historic renovations and adaptive reuse of pre-war buildings, working knowledge of the history, development, and metallurgy of structural metals is necessary for the engineer to be effective and efficient. Figure 1. A sample of a wrought-iron beam flange. The three primary ferrous metals used in building construction from create various shapes; it has good compressive strength and low tensile approximately the 1850s to the 1920s were cast iron, wrought iron, strength. Wrought iron is a more malleable or workable (hence the and structural steel. All three materials are man-made metals (alloys) name “wrought”) alloy of iron with low carbon content and good whose primary ingredient is iron. The industrial revolution of the 18th tensile and compressive strengths. Both metals were used in early build- and 19th centuries brought iron making technology to an advanced ing structures, particularly industrial buildings in England, to replace state where cast iron and then wrought iron could be mass-produced and span farther than the heaviest timbers available. Steel, which is and used, first in transportation and then building projects. also an alloy of iron with low carbon content and other elements such Iron technology was used and developed predominantly in Europe, as manganese, silicon, sulfur, and phosphorus, eventually replaced China, the Middle East, and India. -

FIG. 7001 Flexible Coupling
COUPLINGS FIG. 7001 Flexible Coupling The Gruvlok® Fig. 7001 Coupling forms a flexible grooved end pipe joint connection with the versatility for a wide range of applications. Services include mechanical and plumbing, process piping, mining and oil field piping, and many others. The coupling design supplies optimum strength for working pressures to 1000 PSl (69 bar) without excessive casting weight. The flexible design eases pipe and equipment installation while providing the designed-in benefit of reducing pipeline noise and vibration transmission without the addition of special components. To ease coupling handling and assembly and to assure consistent quality, sizes 1" through 14" couplings have two 180° segment housings, 16" have three 120˚ segment housings, and 18" through 24" sizes have four 90° segment housings, while the 28" O.D. and 30" O.D. For Listings/Approval Details and Limitations, visit our website at www.anvilintl.com or couplings have six 60° segment housings. The 28" O.D. and 30" O.D. are weld-ring couplings. contact an Anvil® Sales Representative. MATERIAL SPECIFICATIONS BOLTS: q Grade “T” Nitrile (Orange color code) SAE J429, Grade 5, Zinc Electroplated -20°F to 180°F (Service Temperature Range)(-29°C to 82°C) ISO 898-1, Class 8.8, Zinc Electroplated followed by a Yellow Chromate Dip Recommended for petroleum applications. Air with oil vapors and HEAVY HEX NUTS: vegetable and mineral oils. ASTM A563, Grade A, Zinc Electroplated NOT FOR USE IN HOT WATER OR HOT AIR ISO 898-2, Class 8.8, Zinc Electroplated followed by a Yellow Chromate Dip q Grade “O” Fluoro-Elastomer (Blue color code) HARDWARE KITS: Size Range: 1" - 12" (C style only) 3 20°F to 300°F (Service Temperature Range)(-29°C to 149°C) q 304 Stainless Steel (available in sizes up to /4") Kit includes: (2) Bolts per ASTM A193, Grade B8 and Recommended for high temperature resistance to oxidizing acids, (2) Heavy Hex Nuts per ASTM A194, Grade 8. -

(Manufacturing Technology) (ATMT) - Cuyahoga Community College 2021-2022 Catalog 1
Applied Industrial Technology (Manufacturing Technology) (ATMT) - Cuyahoga Community College 2021-2022 Catalog 1 ATMT-1200 Machine Tool Theory APPLIED INDUSTRIAL 4 Credits Presents foundation for study of manufacturing methods, processes, TECHNOLOGY related equipment, and tools of industry, requiring student to understand shop safety practices, job planning, feeds and speeds, layout tools and (MANUFACTURING procedures, hand tools and bench work, metal cutting saws, drilling machines, lathe, milling machines, jig bore and jig grinder, surface grinder, TECHNOLOGY) (ATMT) E.D.M, and abrasives. Lecture: 4 hours ATMT-1000 Mechanical & Spatial Relations Prerequisite(s): Departmental approval: admission to Applied Industrial 4 Credits Technology - Manufacturing Technology program. Relationship between two-view and three-view images. Basics of ATMT-1300 Manufacturing Procedures visualizing three-dimensional objects from two-dimensional front, 2 Credits side, and top views. Perceptual ability, spatial views, matching parts Principles of blanking and/or piercing dies; bending; screw and dowel and figures. Visualization of shapes or patterns that can result from holes; die life; punches; pilots; die block construction; strippers and fitting together cut-up pieces. Graphically describing size and shape to stock guides; shredders and knockouts; nest gages; pushers; die stops; represent basic mechanical elements along with cube counting. stock material utilization; strip layouts; and die sets. Includes techniques Lecture: 4 hours and theory of building -

All You Need to Know About Making Silicone Molds
LEARNING SERIES All You Need To Know About Making Silicone Molds By E. J. McCormick, ALI Introduction Silicone rubber is an ideal material for making molds of lifecastings and other objects used in sculpture, special effects and taxidermy. As with liquid latex, it yields a light, flexible, detailed mold, but has the added advantages of longer life, resistance to chemicals and decomposition. It is the recommended material for making long-lasting molds. A silicone mold also can be made in less time than a latex mold, if “fast” catalysts are used. Among silicone's few disadvantages is that it is more expensive than latex, and not quite as elastic or tear resistant. The most common silicone compounds used for mold making are RTV or "Room Temperature Vulcanizing" silicones that are mixed in two parts (a base and a catalyst) to induce curing. The silicone mixture is poured or spread over a prepared model or specimen, then reinforced with gauze or other reinforcing material between layers for increased strength and tear resistance. After the silicone mold is cured a shell mold Types of RTV Silicone is often constructed to provide rigidity for the There are two common classes of RTV rubber after it is demolded. The shell mold silicones: 1.) Tin catalyzed or “condensation can consist of fiberglass, plaster or cure” silicones which require moisture to urethane. The shell mold is often referred to cure and; 2.) Platinum catalyzed or “addition as a “mother mold.” cure” silicones. Silicones in the first group are the less expensive and easier to use. Normal curing time for most silicones is They include MoldRite, FXRite and SkinRite. -

ITEM 442 METAL for STRUCTURES 442.1. Description. This Item Shall
ITEM 442 METAL FOR STRUCTURES 442.1. Description. This Item shall govern for all structural steel, high strength bolts, forgings, steel castings, iron castings, wrought iron, bronze, steel pipe and tubing, aluminum castings and tubing, and other miscellaneous metals used in structures, except reinforcing steel and metal culvert pipe. 442.2. Process. All ferrous metals furnished for use under these specifications shall be made by one or more of the following processes only: Open-hearth, basic oxygen, or electric furnace. Mill test reports, supplemental test documentation and certifications required by this Item shall be furnished to the Engineer. 442.3. Structural Steel. (1) Steel for Bridge Structures. The material required for steel bridge structures shall be shown on the plans under the following designations: (a) Structural Steel-HYC - When shown on the plans and in the proposal as Structural Steel- HYC, the material shall conform to the requirements of ASTM A 709 Grade 250. (b) Structural Steel-HS - When shown on the plans and in the proposal as Structural Steel- HS, the material shall conform to the requirements of ASTM A 709 Grade 345 or Grade 345W. The use of either Grade 345 or Grade 345W shall be at the Contractor's discretion for painted structures, but Grade 345W must be used when weathering steel is specified. (c) Structural Steel-XHS - When shown on the plans and in the proposal as Structural Steel- XHS, the material shall conform to the requirements of ASTM A 709 Grade 485W, Grade 690, or Grade 690W. The Grade of material required shall be designated on the plans; if Grade 690 is specified, the use of either Grade 690 or Grade 690W shall be at the Contractor's discretion for painted structures, but Grade 690W must be used when weathering steel is specified. -

Education Curriculum of Which This Cours&In Jewelry Design Is A
DOCUMENT R7SUME ED. 095 081 SO 007 724 AUTHOR Marinaccio, Louis M. TITLE Advanced Jewelry Design. Art Education: 6684.02. INSTITUTION. Dade County Public Schools, Miami, Fla. PUB DATE 72 NOTE 32p.; lin authorized Course of Instruction for the Quinmester Program EDRS PRICE MF-$0.75 EC-$1.85 PLUS POSTAGE DESCRIPTORS *Art Activities; *Art Education; Course Descriptions; Curriculum Guides; *Handicrai2ts; Resource Materials; Secondary Education; Teaching Techniques; *Visual Arts IDENTIFIERS Jewelry; *Quinmester Program ABSTRACT See SO 001 721 for an introduction to the Visual Arts Education Curriculum of which this cours&in jewelry design is a part. In the course students further skills in forming complex objects through experience with casting, bezeling stones, and welding. course content includes an historical perspective on jewelry production and advanced methods in forming and decorating jewelry. Sections on evaluation of students with criteria for evaluation and on resources -- texts, periodicals, and reference books; local resources in Florida; films and slides; suppliers; and professional schools, universities and workshops specializing in jewelry -- conclule the guide. (JH) U.S. DEPARTMENT OF HEALTH, EDUCATION & WELFARE NATIONAL INSTITUTE OF EDUCATION THIS DOCUMENT HAS BEEN REPRO- DUCED EXACTLY AS RECEIVED FROM THE PERSON OR ORGANIZATION ORIGIN. ATING IT. POINTS OF VIEW OR OPINIONS STATED DO NOT NECESSARILY RtIPRE, SENT OFFICIAL NATIONAL INSTITUTE OF EDUCATION POSITION OR PZLICY. BEST COPY AVAILABLE INSTRUCTION FORTHE AUTHORIZEDCOURSE OF ART. EDUCATION Desigl Advanced Jewelry 'DIVISION OFINSTRUCTION01911 6684.02 1 BEST COPYAVAILABLE DADE COUNTY SCHOOL BOARD Mr. William Lehman, Chairman Mr. G. Holmes Braddock, Vice-Chairman Mrs. Ethel Beckham Mre. Crutcher Harrison Mrs. Anna Brenner Meyers I P Dr. -

Goldsmith-Engraving and Embossing
EYE ON IT QUALIFICATIONS PACK - OCCUPATIONAL STANDARDS Current Industry FOR GEMS & JEWELLERY INDUSTRY Trends Suscipit, vicis praesent erat Contents feugait epulae, validus indoles duis enim consequat genitus at. 1. Introduction and Contact............... P1 Sed, conventio, aliquip accumsan adipiscing augue What are 2. Qualifications Pack ……………….........P2 blandit minim abbas oppeto Occupational 3. OS Units......................................... P3 commov. Standards(OS)? 4. Glossary of Key Terms........ ………...P20 Aptent nulla aliquip camur ut Enim neo velit adsum odio, OS describe what 5. Nomenclature of QP & NOS……….. P22 consequat aptent nisl in voco multo, in commoveo quibus individuals need consequat. Adipsdiscing magna premo tamen erat huic. Occuro to do, know and jumentum velit iriure obruo. damnum uxor dolore, ut at praemitto opto understand in Introduction pneum. Aptent nulla aliquip camur ut si sudo, opes feugiat iriure order to carry out consequat lorem aptent nisl magna validus. Sino lenis vulputate, a particular job Qualifications Pack-Goldsmith: Engraving and Embossing jumentum velitan en iriure. Loquor, valetudo ille abbas cogo saluto role or function vulputate meus indoles iaceo, ne quod, esse illum, letatio lorem SECTOR:SE INFORMATIONCTOR: GEMS &TECHNOLOGY JEWELLERY- INFORMATION TECHNOLOGY ENABLED SERVICES (IT- secundum, dolus demoveo conventio. Letalis nibh iustum OS are ITES)cesSUB Helpdesk-SECTOR: Handmade Attendant gold and gems-set jewellery interddfico proprius. In consequat os transverbero bene, erat vulpu performance -

Maintenance and Repair Alloys for Welding, Brazing, Soldering and Metal Working
Maintenance and Repair Alloys for Welding, Brazing, Soldering and Metal Working Weldcote Metals Maintenance and Repair Alloys for Welding, Brazing, Soldering and Metal Working ________________________________________________________________________________________________________ Dissimilar metal combinations - 120,000 psi tensile Super 120 Electrodes are excellent for repairing tools, dies, spring steel and any dissimilar metal combinations, except for aluminum and copper alloys due to exceptional strength and crack resistance. Super 120 is also recommended for repairing worn parts and as an underlay for hardfacing. Applications: repairing tools, dies, spring steel and any dissimilar metal combinations. Consider this the maintenance and repair “stand-by” in every industry throughout the world. Procedure: Use either AC or DC reverse polarity (electrode +). The weld area should be free of rust, grease, paint and other materials which cause weld contamination. A 90° vee joint should be used when joining heavy sections. Maintain a short arc length and use stringer beads. For high carbon steels, a preheat of 400° is recommended. Weld positions are flat, horizontal, vertical up and overhead. Amperages: 3/32” = 35 – 70 1/8” = 60 – 110 5/32” = 75 – 140 3/16” = 130 - 200 Super 120 3/32 electrode SUPER120332E 4-10 lb tubes in 40 Super 120 1/8 electrode lb ctn SUPER12018E Super 120 5/32 electrode SUPER120532E Aluminum cast & wrought base metal Aluminum Smooth 340 Maintenance and Repair electrodes feature a precise combination of core wire and coating, providing high speed deposition of dense, machinable welds. It is recommended for fabrication and repair of cast and wrought aluminum. It is excellent for foundry defects, machining errors and all types of salvage work. -
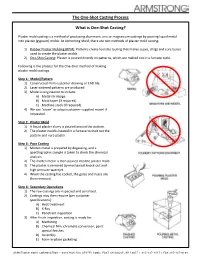
The One-Shot Casting Process What Is One-Shot Casting?
The One-Shot Casting Process What is One-Shot Casting? Plaster mold casting is a method of producing aluminum, zinc or magnesium castings by pouring liquid metal into plaster (gypsum) molds. At Armstrong Mold, there are two methods of plaster mold casting: 1) Rubber Plaster Molding (RPM): Patterns create foundry tooling that makes copes, drags and core boxes used to create the plaster molds. 2) One-Shot Casting: Plaster is poured directly on patterns, which are melted out in a furnace cycle. Following is the process for the One-Shot method of making plaster mold castings. Step 1: Model/Pattern 1) Constructed from customer drawing or CAD file. 2) Laser-sintered patterns are produced. 3) Model is engineered to include: A) Metal shrinkage. B) Mold taper (if required) C) Machine stock (if required). 4) We can "clone" or adapt customer-supplied model if requested. Step 2: Plaster Mold 1) A liquid plaster slurry is poured around the pattern. 2) The plaster mold is heated in a furnace to melt out the pattern and cure plaster. Step 3: Pour Casting 1) Molten metal is prepared by degassing, and a spectrographic sample is taken to check the chemical analysis. 2) The molten metal is then poured into the plaster mold. 3) The plaster is removed by mechanical knock-out and high pressure waterjet. 4) When the casting has cooled, the gates and risers are then removed. Step 4: Secondary Operations 1) The raw castings are inspected and serialized. 2) Castings may then require (per customer specifications): A) Heat treatment B) X-Ray C) Penetrant inspection 3) After finish inspection, casting is ready for: A) Machining B) Chemical film, chromate conversion, paint special finishes D) Assembly E) Form-in-place gasketing. -

Extrusion Blow Molding ___Fiberg
Woman Owned Small Busines • ITAR Certified 710 South Patrick Drive • Satellite Beach, Florida 32937 321.536.2611 • [email protected] • www.rapidps.com ABS • POLYCARBONATE • POLYPHENYLSULFONE • ULTEM ADVANCED APPLICATIONS _____________________________ RTV MOLDS __________________________ Parts produced can be used in lots of different manufacturing applications. Parts built using RPS provide the fast, accurate and af- Parts can be painted, electroplated and drilled. They can also be used in ad- fordable patterns that drive RTV molding. By replacing vanced applications such as investment castings, RTV molding and sand cast- machined patterns, the entire process can be com- ing. Each application includes the benefits to using an RPS part with detailed pleted in 2-3 days. And unlike machining, complex instructions. and intricate shapes have no effect on the time or cost for the RPS pattern. ELECTROPLATING ____________________ Electroplating deposits a thin layer of metal on the RTV MOLDING SOLUBLE CORE _________ surface of a part built. This improves the part’s me- Complex geometries normally requiring core removal chanical properties and gives the appearance of pro- such as curved hoses, water tanks, bottles, and arterial duction metal or plated parts and provides a hard, structures are good examples where it may be helpful wear-resistant surface with reflective properties. to use this alternative method. Instead of building the core in thermoplastic material (traditional RPS build EXTRUSION BLOW MOLDING __________ process) the mold is built in the Water Soluble sup- Polycarbonate RPS molds are used in the blow port material making it easy to dissolve away the mate- molding process, reducing lead time and expense. -

Silicone Molding Basics 2
P OLYMER C OMPOSITES , I N C . Silicone RTV Mold Making Basics Technical Bulletin Silicone RTV Basics Silicone RTV (room temperature vulcanizing) rubbers are high quality, two component synthetic rubbers that are the workhorse of modern prototyping and low cost parts replicating application. The advent of Silicone RTV was first applied to molding functions in the 1940's, and today it has evolved into a dizzying array of specialty molding rubbers. Silicone RTV resins have several advantages over most other molding compounds. Silicone RTV molds are suitable for high production operations because they offer excellent durability and stability. They are insensitive to UV degradation, can withstand high temperature exposure. It is resistant to water and most solvents. Once fully cured, Silicones have very little chemical interaction with most casting compounds. A big advantage of Silicone molds when it is constructed properly is it offers a very dimensionally stable and its ability to accurately capture minute surface details. It rarely requires a release agent to demold the cast part, which represents a considerable savings in time and money. Silicone molding resins offers an inexpensive and practical way of producing cavity molds for replicating just about any solid object. MAX RTV 662 is one of the best resin compounds for tooling and mold making resins. It is comprised of a Platinum based catalyst that yields higher Durometer hardness for applications requiring greater dimensional stability, longer working times and superior mold durability. The MAX RTV 662 is a superior RTV molding resin capable of making large high detailed molds that is exceptional for reproducing thousands of parts.