Interstate Commerce Commission Report No, 3353
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Subject: Supplement to Upper Engine and Fuel Injector Cleaner Label Models: All GM Vehicles Equipped with a Gasoline Engine
7/11/2018 #PIP4753: Supplement To Upper Engine And Fuel Injector Cleaner Label - (Dec 11, 2009) • 2003 GMC Truck Yukon 4WD • MotoLogic 2003 Yukon 4WD Report a problem with this article Subject: Supplement to Upper Engine and Fuel Injector Cleaner Label All GM Vehicles Models: Equipped with a Gasoline Engine The following diagnosis might be helpful if the vehicle exhibits the symptom(s) described in this PI. Condition/Concern: Some service procedures, service bulletins, or PIs may advise to decarbon the engine with GM Upper Engine and Fuel Injector Cleaner to remove valve deposits but the label that is on the back of the bottle does not include any instructions that explain how to use the cleaner. Recommendation/Instructions: If a service procedure, service bulletin, or PI does not include decarboning instructions and the GM Vehicle Care 3 Step Induction Cleaning Kit (E-957-001) is not available, the guidelines below supplement the label and explain how the cleaner can be used to clean the intake valves: Important: Extreme care must be taken not to hydrolock the engine when inducing the cleaner. If too much cleaner is induced at too low of a RPM, or if you force the engine to stall by inducing too much cleaner at once, the engine may hydrolock and bend a connecting rod(s). 1. In a well-ventillated area with the engine at operating temperature, slowly/carefully induce a bottle of GM Upper Engine and Fuel Injection Cleaner into the engine with RPM off of idle enough to prevent it from stalling (typically around 2,000 RPM or so). -

The River Steam Boat: a Ticking Time Bomb out of the Experience of The
The River Steam Boat: A Ticking Time Bomb Out of the experience of the early years of the river steam boat, there emerged two architectures of steam-engine design and building. The first and for some years the predominant one was that provided by Boulton and Watt, with their low-pressure condensing steam engine. This was the architecture followed by Robert Fulton with his early success on the Hudson estuary. However, it was less than a decade after Fulton’s successful trip up the Hudson that steam engines based on designs using high pressure steam began to evolve. The result was largely to reshape the pattern of steamboat design and virtually eliminate the earlier low-pressure practices of Fulton, Boulton and Watt. The development of the high-pressure steam engine with its attendant steam boiler was governed almost entirely by practical considerations. The advantages of the simple, compact, low-cost high pressure engine over the low-pressure engine with its complicated condensing apparatus, greater size and weight, and heavy requirements of condensing water were clearly apparent and appropriate to American conditions. These conditions were (1) scarcity of capital and skilled labor, (2) scarcity of repair facilities and (3) limited scale of operation. All of these conditions, at one time or another, contributed to the fateful disasters that followed. Although explosions were by no means confined to boilers generating steam at high pressure, it was with this class of boiler that this type of operating hazard appeared in its most destructive and spectacular form. Every high-pressure boiler was in operation a storehouse of concentrated energy in the form of water and steam at high temperature confined under pressures ranging from 30 to 150 psi [i.e., pounds per square inch] and upward. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -
The Mikado Messenger | Issue No. 66| April 2020 Ian Matthews Sanding the Filler, on the Tender Tank, Before It Is Painted
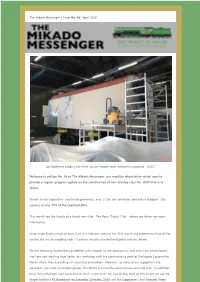
The Mikado Messenger | Issue No. 66| April 2020 Ian Matthews sanding the filler, on the tender tank, before it is painted - A1SLT Welcome to edition No. 66 of The Mikado Messenger, our monthly eNewsletter which aims to provide a regular progress update on the construction of new Gresley class No. 2007 Prince of Wales. Thanks to our supporters’ continued generosity, over £3.5m has now been donated or pledged – this equates to over 70% of the required £5m. This month see the launch of a brand new club - The Pony (Truck) Club - please see below for more information. Stephenson Engineering Ltd have sent us a fabulous video of the CNC machining programme that will be carried out on the coupling rods - it can be found in the Motion Update section, below. We are following Government guidelines with regards to the coronavirus, and whilst our office-based staff are now working from home, our workshop staff are continuing to work at Darlington Locomotive Works where they are taking all necessary precautions. However, as many of our supporters and volunteers are from vulnerable groups, the Works is currently closed to non-essential staff. In addition, Nene Valley Railway have cancelled all their events until the end of May 2020 so this means we can no longer hold the P2 Roadshow on Saturday 23rd May 2020 and the Supporters’ and Tornado Team day on Sunday 24th May 2020. We are sorry to have to make these changes. We hope you understand that the circumstances are beyond our control and the restrictions are very necessary at this challenging time. -

Accident Investigation Reports Under the Locomotive Inspection Act of February 17, 1911, As Amended
INTERSTATE COMMERCE COMMISSION REPORT NO. 3309 IN THE MATTER OF MAKING- ACCIDENT INVESTIGATION REPORTS UNDER THE LOCOMOTIVE INSPECTION ACT OF FEBRUARY 17, 1911, AS AMENDED ATLANTIC COAST LINE RAILROAD March 27, 1950 Accident (boiler explosion) near Tarboro, N. C., on February 24, 1950, caused by overheating of the crown sheet due to low water. REPORT OF THE COMMISSION PATTERSON, Commissioner: On February 24, 1950, about 6:09 p.m., near Tarboro, N. C., the boiler of Atlantic Coast Line Railroad locomotive 411 ex ploded while the locomotive was hauling a freight train at an estimated speed of 20 miles per hour. The engineer, fireman and brakeman were killed. Under authority of section 17 (2) of the Interstate Commerce Act the above-entitled proceeding was referred by the Commission to Commissioner Patterson for consideration and disposition. - 1 - DESCRIPTION OF ACCIDENT Atlantic Coast Line Railroad locomotive 411 departed from South Rocky Mount, N. C, February 24, 1950, at 9r30 a.m., on local freight run known as the Williamston Turn. The run to Vjilliamston, N= C. , a distance of 47 miles, was made without any known unusual incident and the locomotive departed at 3:50 p.m., hauling southbound extra freight train No 411 en route to South Rocky Mount. The train departed from Tarboro, N. C., at 5.57 p.m. and, at about 6:09 p0me, when about 2 miles south of Tarboro, approximately 33 miles from Williams- ton, the boiler of the locomotive exploded iijhile the train was running at an estimated speed of 20 miles per hour. The en gineer, fireman, and brakeman were killed. -
Lima 2-8-0 “Consolidation”, Developed for TS2013, by Smokebox
Union Pacific 4000 Class 4884-1 "Big Boy" circa 1948-49 Developed by Smokebox TM for Dovetail Games' Train Simulator © Smokebox 2021, all rights reserved Issue 1 Union Pacific 4000 Class 4884-1 "Big Boy" Steam Locomotive Page 2 Contents Introduction ....................................................................................................................................................... 7 32- and 64-bit TS ................................................................................................................................................ 7 Expert or Simple Controls mode, HUD and Automatic Fireman ....................................................................... 7 "All-in-one" .................................................................................................................................................... 7 Standard TS Automatic Fireman .................................................................................................................... 8 F4 HUD ........................................................................................................................................................... 8 High Detail (HD) and Standard Detail (SD) ........................................................................................................ 8 Recommended Settings ..................................................................................................................................... 9 Cab Layout ...................................................................................................................................................... -

Bryan® Boilers
Form No. 7510 (Rev. 6/05) Bryan “Flexible Water Tube” AB Series Steam & Water Boilers 900,000 to 3,000,000 BTUH Forced draft gas, oil or dual fuel fi red Water Boiler AB120-W-FDGO Steam Boiler AB250-S150-FDG BRYAN® BOILERS Originators of the “Flexible Water Tube” design Low initial cost, high operating effi ciency deliver substantial return on investment • True “fl exible water tube” design guaranteed shock free F • Longer lasting with better A M performance J C • Full fi ve sq ft of heating K surface per BHP G Quality Construction Features: A. Water side or steam side interior ac cessible for B clean out and inspection, front and rear open ings, D upper and lower drums. H B. Large volume water leg downcomers promote rapid internal circulation, temperature equalization and L effi cient heat transfer. I C. Boiler tube and furnace area access panels: heavy E gauge steel casing with 2" high-temperature ceramic fi ber insulation, bolted and tightly sealed to boiler frame. D. Flame observation port in access door at rear of boiler. E. Single side access; combustion chamber, tubes and burner head are completely accessible from one side simplifying K. Bryan bent water tubes maintenance and minimizing fl oor space. are fl exible, individually F. Minimum sized fl ue vent. replaceable without welding or rolling. Never more than G. Control panel: all controls installed with connections to two tube confi gurations. terminal strip. L. Pressurized design H. Forced draft, fl ame retention head type burner. Effi cient fi rebox with internal water- combustion of oil or gas, plus quiet operation. -

Union Pacific No. 119
Union Pacific No. 119 Operating Manual Developed by Smokebox for Dovetail Games' Train Simulator 2018TM © Smokebox 2018, all rights reserved Issue 1 Train Simulator - Union Pacific No. 119 - Operating Manual Page 2 Contents Introduction....................................................................................................................................................... 4 Locomotive Technical Specifications................................................................................................................. 4 Positions of the Controls and Gauges in the Cab .............................................................................................. 5 Key Assignments................................................................................................................................................ 9 Animations....................................................................................................................................................... 12 Lights................................................................................................................................................................ 13 Sanding ............................................................................................................................................................ 13 Particle Effects................................................................................................................................................. 14 Other Special Effects ...................................................................................................................................... -
![Gently Down the Stream: How Exploding Steamboat Boilers in the 19Th Century Ignited Federal Public Welfare Regulation [REDACTED VERSION]](https://docslib.b-cdn.net/cover/3354/gently-down-the-stream-how-exploding-steamboat-boilers-in-the-19th-century-ignited-federal-public-welfare-regulation-redacted-version-893354.webp)
Gently Down the Stream: How Exploding Steamboat Boilers in the 19Th Century Ignited Federal Public Welfare Regulation [REDACTED VERSION]
Gently Down the Stream: How Exploding Steamboat Boilers in the 19th Century Ignited Federal Public Welfare Regulation [REDACTED VERSION] The Harvard community has made this article openly available. Please share how this access benefits you. Your story matters Citation Gently Down the Stream: How Exploding Steamboat Boilers in the 19th Century Ignited Federal Public Welfare Regulation [REDACTED VERSION] (2002 Third Year Paper) Citable link http://nrs.harvard.edu/urn-3:HUL.InstRepos:10018995 Terms of Use This article was downloaded from Harvard University’s DASH repository, and is made available under the terms and conditions applicable to Other Posted Material, as set forth at http:// nrs.harvard.edu/urn-3:HUL.InstRepos:dash.current.terms-of- use#LAA Gently Down the Stream: How Exploding Steamboat Boilers in the 19th Century Ignited Federal Public Welfare Regulation REDACTED VERSION Gregory P. Sandukas Harvard Law School Class of 2002 Third Year Paper April 30, 2002 1 Abstract. Boiler explosions plagued the steamboat industry during the early years of its existence (1816-1852), costing thousands of lives and prompting the federal government to enact private welfare regulation for the first time. Congress faced many challenges in this task, including opposition from steamboat owners, disagreement as to the causes of explo- sions and how best to prevent them, and, most seriously, concerns about its authority to interfere with private property rights and the extent of its constitutional power to regulate commerce. Despite these obstacles, Congress succeeded in enacting two groundbreaking pieces of legislation—one in 1838 and the other in 1852—that tackled the steamboat issue head-on. -

O-Steam-Price-List-Mar2017.Pdf
Part # Description Package Price ======== ================================================== ========= ========== O SCALE STEAM CATALOG PARTS LIST 2 Springs, driver leaf........................ Pkg. 2 $6.25 3 Floor, cab and wood grained deck............. Ea. $14.50 4 Beam, end, front pilot w/coupler pocket...... Ea. $8.00 5 Beam, end, rear pilot w/carry iron.......... Ea. $8.00 6 Bearings, valve rocker....................... Pkg.2 $6.50 8 Coupler pockets, 3-level, for link & pin..... Pkg. 2 $5.75 9 Backhead w/fire door base.................... Ea. $9.00 10 Fire door, working........................... Ea. $7.75 11 Journal, 3/32" bore.......................... Pkg. 4. $5.75 12 Coupler pockets, small, S.F. Street Railway.. Pkg.2 $5.25 13 Brakes, engine............................... Pkg.2 $7.00 14 Smokebox, 22"OD, w/working door.............. Ea. $13.00 15 Drawbar, rear link & pin..................... Ea. $5.00 16 Handles, firedoor............................ Pkg.2. $5.00 17 Shelf, oil can, backhead..................... Ea. $5.75 18 Gauge, backhead, steam pressure.............. Ea. $5.50 19 Lubricator, triple-feed, w/bracket, Seibert.. Ea. $7.50 20 Tri-cock drain w/3 valves, backhead.......... Ea. $5.75 21 Tri-cock valves, backhead, (pl. 48461)....... Pkg. 3 $5.50 23 Throttle, nonworking......................... Ea. $6.75 23.1 Throttle, non working, plastic............... Ea. $5.50 24 Pop-off, pressure, spring & arm.............. Ea. $6.00 25 Levers, reverse/brake, working............... Kit. $7.50 26 Tri-cock drain, less valves.................. Ea. $5.75 27 Seat boxes w/backs........................... Pkg.2 $7.50 28 Injector w/piping, Penberthy,................ Pkg.2 $6.75 29 Oiler, small hand, N/S....................... Pkg.2 $6.00 32 Retainers, journal........................... Pkg. -
Interactive Centre for Science and Technology in Łódź
Interactive Centre for Science and Technology in Łódź Detailed guidelines for the detailed designs of exhibits, exhibition arrangement and equipment DRAFT Address of the construction work: ul. Targowa 1/3 i ul. Tuwima 46, 54/58, Łódź, woj. łódzkie działki ewidencyjne nr: 180/46 i 180/47 - w obrębie S-6 Common Procurement Vocabulary (CPV): 32322000-6 Multimedia equipment 32321300-2 Audio-visual materials 79930000-2 Specialty design services 79822500-7 Graphic design services 72212783-1 Content management software development services 72212520-1 Multimedia software development services 71314100-3 Electrical services 51110000-6 Installation services of electrical equipment 39154000-6 Exhibition equipment 39150000-8 Miscellaneous furniture and equipment 32417000-9 Multimedia networks 31611000-2 Wiring sets 31500000-1 Lighting equipment and electric lamps 48780000-9 System, storage and content management software package 79950000-8 Exhibition, fair and congress organisation services 92110000-5 Motion picture and video tape production and related services 92312000-1 Artistic services Name and address of the Investor: EC1 Miasto Kultury ul. Targowa 1/3, 90-022 Łódź Address for correspondence: ul. Tymienieckiego 5 90-365 Łódź, woj. łódzkie Prepared by: DELTA. Stanisław Pochwała, ul. Kuźnicy Kołłątajowskiej 16/10, 31-234 Kraków 1 Kraków, luty 2013 Prepared by: DELTA. Stanisław Pochwała, 31-234 Kraków, ul. Kuźnicy Kołłątajowskiej 16/10, office: 31-060 Kraków, ul. Św. Wawrzyńca 15 The team - key personnel: arch. Łukasz Bigas, Maciej Pociecha, Tomasz Borsukiewicz, Karolina Kiryjczuk, Paweł Kotlarz, Mirosław Kołodziej, Maria Łukasiewicz-Rudkowska, Paweł Osmenda, arch. Małgorzata Pasek, Piotr Skindzier, Rafał Sworst, Bartłomiej Świerz, Stanisław Pochwała - Project Manager Legal basis of issue: - Order and guidelines of the Investor: EC1 Miasto Kultury, ul. -

Spare Parts Catalog in PDF Format
- The Baker Talt,e $ear I K Locomotive Talye $ears foIanufactured by THE PILLIOD COMPANY 3o Church St., New York Railway Exchange, Chicago ORKS: SWANTON, OHIO - - THE BAKER LOCOMOTIVE VALVE GEAR HE LocoMorrvE Valvr GneR, governing as it does the distribution of steam to the cylinders, performs one of the most important functions of the loco- motive machinery. It should be well designed, manufactured with mechanical precision, and, last but not least it nrust be maintain.ed in every day service. Mainte- nance, as we understand it, means first, proper and ample lubrication, inspection and adjustment and lastly, replace- ment of worn parts. Considering that a force of some five thousand pounds is put in operation to move a locomotive valve and that this force momentum changes its direction twice with each reyo- lution of the drivers, it must be evident even to those not experienced in locomotive operation that a wearing process is taking place in the yalve gear parts. When this wear develops into lost motion between parts, the efficiency of the valve gear is impaired and the locomotive loses its tractive power, consumes more coal and water, and eventually fails because of broken parts, resulting in train delays and other expensiye operating difficulties. THr Bercn Ver.vr Gran has been designed through many years of experience, first, to give efficient seryice and second, to provide easy and inexpensive maintenance; it is manufac- tured as nearly perfect as any machinery can be. Our manu- facturing plant located on the New York Central Lines at Swanton, Ohio, just west of Toledo, is engaged exclusively in building locomotive valve gears and parts and is the only plant in this country, perhaps in the world, devoted to this one line.