Refinery Configurations for Maximising Middle Distillates a Comparison of Configurations for Upgrading Residual Oil Products for the Maximum Production of Diesel
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Converting Visbreakers to Delayed Cokers - an Opportunity for European Refiners
Converting Visbreakers to Delayed Cokers - An Opportunity for European Refiners European Coking.com Conference Sept. 30 - Oct. 2, 2008 Alex Broerse Lummus Technology a CB&I company © Lummus Technology Overview Introduction Delayed Coking Delayed Coking vs. Visbreaking Case Study Conclusions © Lummus Technology Converting Visbreakers to Delayed Cokers - 2 Fuel Oil Market General trend: reduction of sulfur content in fuel oil Typically 1.0-1.5 wt% S International Maritime Organization introduced SOx Emission Control Areas: . Sulfur content of fuel oil on board ships < 1.5 wt% . 1st SECA: Baltic Sea (effective 2006) . North Sea end of 2007 . More to follow Similar trend in other fuel oil application areas End of bunker fuel oil as sulfur sink? © Lummus Technology Converting Visbreakers to Delayed Cokers - 3 European Fuels Market Increased demand for ULS diesel Gradually decreasing fuel oil market Price gap between low sulfur crudes and opportunity crudes Re-evaluation of bottom-of-the-barrel strategy maximize diesel and minimize/eliminate fuel oil production What are the options? © Lummus Technology Converting Visbreakers to Delayed Cokers - 4 Bottom-of-the-Barrel Conversion Technologies Non Catalytic Catalytic Delayed coking Atm. / vac. resid hydrotreating Fluid / flexicoking Ebullated bed hydrocracking Gasification Resid FCC © Lummus Technology Converting Visbreakers to Delayed Cokers - 5 Lummus Capabilities for Bottom-of-the-Barrel Lummus Technology – Houston Delayed coking Resid FCC Chevron Lummus Global JV – Bloomfield Atmospheric/vacuum residue hydrotreating LC-FINING ebullated bed hydrocracking Lummus Technology – Bloomfield / The Hague Refinery planning studies (e.g., grassroots, revamps, processing of opportunity crudes) © Lummus TechnologyExtensive experience in heavy crude upgrade Converting Visbreakers to Delayed Cokers - 6 scenarios Overview Introduction Delayed Coking Delayed Coking vs. -

Residuum Processing
CHAPTER SIX Residuum Processing DELAYED COKING Delayed coking is a thermal process in which the vacuum residue from crude distillation is heated in a furnace then confined in a reaction zone or coke drum under proper operating conditions of temperature and pressure until the unvaporized portion of the furnace effluent is converted to vapor and coke. Delayed coking is an endothermic reaction, with the furnace supplying the necessary heat for the coking reactions. The reactions in the delayed coking are complex. In the initial phase, the feed is partially vaporized and cracked as it passes through the furnace. In the next step, cracking of the vapor occurs as it passes through the drum. In the final step, succes- sive cracking and polymerization of the liquid confined in the drum takes place at high temperatures, until the liquid is converted into vapor and coke. The coke produced in the delayed coker is almost pure carbon contain- ing some of the impurities of the feed, such as sulfur and metals. THE DELAYED COKING PROCESS The reduced crude or vacuum resid enters the coke fractionator bottom surge zone (see Figure 6-1). The feed is mixed with recycle condensed in the bottom section of the fractionator and pumped by heater charge pump P-04 through coke heater H-Ol, where the charge is rapidly heated to the desired temperature for coke formation in the coke drums. Steam is injected in each heater coil to maintain the required minimum velocity and residence time and suppress the formation of coke in the heater coils. BLOWDOWN CONDENSER BLOWDOWN SETTLING DRUM V-05 E-02 TO FLARE BLOWDOWN DECOKING WATER BLOWDOWN WATER SLOP OIL STORAGETANK CIRCULATION PUMP PUMP T-01 P-08 OIL COOLER P-09 SLOP OIL E-01 COKER RAW WATER BLOWDOW^ DRUM V-04 COKER GAS FRACTIONATOR N. -

Tutorial: Delayed Coking Fundamentals
Tutorial: Delayed Coking Fundamentals Paul J. Ellis Christopher A. Paul Great Lakes Carbon Corporation Port Arthur, TX Prepared for presentation at the AIChE 1998 Spring National Meeting New Orleans, LA March 8-12, 1998 Topical Conference on Refinery Processing Tutorial Session: Delayed Coking Paper 29a Copyright 1998 Great Lakes Carbon Corporation UNPUBLISHED March 9, 1998 1 ABSTRACT Great Lakes Carbon Corporation has worked closely with refineries producing delayed coke in all forms, fuel grade (shot or sponge), anode grade (sponge), and electrode grade (needle) since start-up of the company's first calcining operation in 1937. With on-going research in the area of delayed coking since 1942, Great Lakes Carbon (GLC) has operated delayed coking pilot units including an excellent large-scale pilot unit with a coke drum 0.3 meter (1 ft) diameter by 2.1 meters (7 ft) long and has developed physical models which explain coke formation in coke drums. Knowledge of commercial delayed coking units as well as that of the GLC Pilot Delayed Coker is used in this tutorial paper to describe the formation and uses of the three types of structures of delayed petroleum coke: needle, sponge, and shot. Troubleshooting tips are included on many aspects of the delayed coking drum cycle including: steam stripping, water quenching, coke cutting, drum warm-up, and drum switching technique. Suggestions and descriptions of delayed coking unit hardware are included. The objective of this tutorial paper is to acquaint the non-refinery technologist and further the knowledge of refinery personnel with the delayed coking operation, delayed coking unit hardware, types of coke that can be produced, coke formation models, and the uses of petroleum coke. -

Delayed Coking of South African Petroleum Heavy Residues for the Production of Anode Grade Coke and Automotive Fuels
DELAYED COKING OF SOUTH AFRICAN PETROLEUM HEAVY RESIDUES FOR THE PRODUCTION OF ANODE GRADE COKE AND AUTOMOTIVE FUELS John Graham Clark A dissertation submitted to the Faculty of Engineering and the Built Environment, University of the Witwatersrand, in fulfilment of the requirements for the degree of Master of Science in Engineering Johannesburg, 2008 2 DECLARATION I declare that this dissertation is my own unaided work. It is being submitted to the Degree of Master of Science in Engineering to the University of the Witwatersrand, Johannesburg. It has not been submitted before for any degree or examination to any other University ……………………………………………… (Signature of Candidate) ………………. day of …………………… year…………… (day) (month) (year) 3 ABSTRACT A laboratory scale delayed coking process was used to produce petrol precursors, diesel precursors, methane rich gas, green and calcined coke from five previously untested South African heavy petroleum residues. The ash content of the heavy petroleum residues was found to be detrimental to the microstructure of the green coke and Coefficient of Thermal Expansion (CTE) of the calcined coke. The sulphur content of the calcined cokes produced was found to be in-line with typical global anode grade cokes. De-ashing of the feedstock would be necessary to produce anode grade fillers for the aluminium industry. The local production of anode grade coke would serve to reduce imports and supply the aluminium smelters on the east coast of South Africa. The heavy petroleum residues (also known as heavy fuel oil) are currently used as bunker fuel in the shipping industry and are responsible for substantial air pollution. Delayed coking of these residues could extend the production of petrol and diesel per barrel of imported crude oil and reduce the effect on South Africa’s balance of payments deficit and impact the environment in a beneficial manner with respect to carbon dioxide and sulphur emissions. -

Petroleum Residue Upgrading Via Delayed Coking: a Review
Petroleum Residue Upgrading Via Delayed Coking: A Review Ashish N. Sawarkar, Aniruddha B. Pandit, Shriniwas D. Samant and Jyeshtharaj B. Joshi* Institute of Chemical Technology, University of Mumbai, N. P. Marg, Matunga, Mumbai, Maharashtra, 400019, India World petroleum residue processing capacity has reached about 725 million metric tons per annum (MMTPA). The high demand for transportation fuels and the ever-rising heavy nature of crude oil have resulted in a renewed interest in the bottom-of-the-barrel processing using various conver- sion processes. Delayed coking, known for processing virtually any refi nery stream (which not only poses a serious threat to environment, but also involves a disposal cost) has garnered tremendous importance in the current refi ning scenario. Needle coke obtained from delayed coking process is a highly sought-after product, which is used in electric arc furnaces (in the form of graphite electrodes) in steel making applications. In the present communication, the published literature has been extensively analyzed and a state-of-the-art review has been written that includes: (1) importance and place of delayed coking as a residue upgrading process in the current refi ning scenario; (2) coking mechanism and kinetics; (3) design aspects; (4) feedstocks suitable for the production of needle coke; (5) characteristics of needle coke; (6) factors affecting needle coke quality and quantity; and (7) future market for needle coke. An attempt has been made to get the above-mentioned aspects together in a coherent theme so that the information is available at a glance and could be of signifi cant use for researchers and practising refi ners. -

Leo D. Brown, Baton Rouge. LA (US); CE E. E
US00787.1510B2 (12) United States Patent (10) Patent No.: US 7,871,510 B2 Leta et al. (45) Date of Patent: Jan. 18, 2011 (54) PRODUCTION OF AN ENHANCED RESID 3,684,697 A 8, 1972 Gamison COKER FEED USING ULTRAFLTRATION 3,707.459 A 12, 1972 Mason et al. 3,769,200 A 10, 1973 Folkins (75) Inventors: Daniel P. Leta, Flemington, NJ (US); 3,852,047 A 12/1974 Schlinger et al. MichaelLeo D. Brown, Siskin, Baton Randolph, Rouge. NJ LA (US) (US); 4,115.465CE A 9,E. 1978 ElferE. et al. (73) Assignee: ExxonMobil Research & Engineering 4,134,824.4,120,900 A 10,1/1979 1978 knE tal.A. Co., Annadale, NJ (US) 4,140,623 A 2/1979 Sooter et al. 4,169,782 A 10/1979 Thompson (*) Notice: Subject to any disclaimer, the term of this patent is extended or adjusted under 35 (Continued) U.S.C. 154(b) by 276 days. FOREIGN PATENT DOCUMENTS (21) Appl. No.: 11/980,158 CA 2185264 9, 1996 (22) Filed: Oct. 30, 2007 (Continued) (65) Prior Publication Data OTHER PUBLICATIONS US 2009/OO57196A1 Mar. 5, 2009 PCT International Search Report. (Continued) Related U.S. Application Data Primary Examiner Walter D Griffin (60) Provisional application No. 60/966,518, filed on Aug. Assistant Examiner—Renee Robinson 28, 2007. (74) Attorney, Agent, or Firm Glenn T. Barrett; Malcolm D. K (51) Int. Cl. e CIG 55/04 (2006.01) (57) ABSTRACT BOID 6/6 (2006.01) (52) U.S. Cl. ........................... 208/88: 208/85; 208/13.1; This invention relates to a high-pressure ultrafiltration pro 21 Ofé51 cess to produce an improved coker feed for producing a (58) Field of Classification Search .................. -
Delayed Coking APPLICATION NOTE
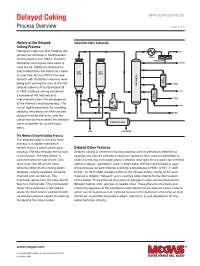
Delayed Coking APPLICATION NOTE Process Overview Page 1 of 6 History of the Delayed Simplified Coker Schematic Coking Process Petroleum coke was first made by the GAS pioneer oil refineries in Northwestern COOLER Pennsylvania in the 1860’s. Primitive ACCUMULATOR distillation techniques were used to NAPTHA coke the oil, mainly by boiling oil in stills heated from the bottom by wood COKE COKE or coal fires. By the 1920’s the tube DRUM DRUM furnace with distillation columns were being built, paving the way to the first STEAM STRIPPER STEAM FRACTIONATOR delayed coker built by Standard Oil in 1929. Delayed coking combined LCGO a number of the features and improvements from the development STEAM STRIPPER STEAM of the thermal cracking process. The HCGO use of high temperature for cracking, FURNACE delaying the coking until the cracked FEED product entered the drum, and the use of two drums enabled the delayed coker to operate on a continuous CONDENSATE DRUM basis. COKE SOUR WATER The Modern Delayed Coking Process The delayed coker is the only main process in a modern petroleum refinery that is a batch-continuous Delayed Coker Features process. The flow through the furnace Delayed coking is a thermal cracking process used in petroleum refineries to is continuous. The feed stream is upgrade and convert petroleum residuum (bottoms from vacuum distillation of switched between two drums. One crude oil) into liquid and gas product streams leaving behind a solid concentrated drum is on-line filling with coke, carbon material—petroleum coke. A fired heater with horizontal tubes is used while the other drum is being steam- in the process to reach thermal cracking temperatures of 905° to 941° F (485° stripped, cooled, decoked, pressure to 505° C). -
Delayed Coker Unit
DECEMBER 2019 Application Solutions Guide DELAYED COKER UNIT Experience In Motion 1 Application Solutions Guide — Delayed Coker Unit (DCU) TABLE OF CONTENTS Crosshead With Free-fall Arrestors . 38 THE GLOBAL COKING AND DECOKING Latching Mechanism . 39 LANDSCAPE Winch . 39 MARKET OVERVIEW . 3 Pulley Blocks, Sheaves and Cable . 39 A CLOSER LOOK AT DELAYED COKER AND Control Systems, Including Intelligent and HYDRAULIC DECOKING TECHNOLOGIES Automated Cutting . 40 Delayed Coker Units . 4 Drum Monitoring Systems . 41 DCU System Overview . 5 Remote Cutting and Automation . 42 Process Description . 6 Tool Enclosures . 42 Hydraulic Decoking Systems . 8 Hydraulic Decoking Explained . 9 COMMUNICATING OUR VALUE Value Proposition (Delayed Coker Systems, Pumps, Valves, Seals and Actuation Products) . 43 FLOWSERVE OPPORTUNITIES IN DELAYED COKER UNIT PRODUCTS Product Positioning . 44 Key Pump Products . 12 Understanding a Customer’s Specific Business Drivers . 44 Coker and Heater Charge Pumps . 12 Guidelines on Decoking System Selection Criteria 45 Coke Handling and Dewatering . 13 General Service Pumps . 13 APPENDIX DCU Process Pumps . 14 Sourcing . 46 Valves and Actuation Equipment . 22 Rotary/Cutting Tool View for DCU . 47 Actuators for Refinery or Process Systems . 23 Actuator Products Overview . 24 GLOSSARY OF KEY TERMS, ABBREVIATIONS AND ACRONYMS . 48 Mechanical Seals and Systems . 28 Piping Plans . 32 FLOWSERVE OPPORTUNITIES IN HYDRAULIC DECOKING SYSTEMS A Complete Range of Decoking System Equipment . 34 Decoking Hoses . 36 Rotary Joint . 36 Drill Stems . 37 Combination Cutting Tools . 37 2 Application Solutions Guide — Delayed Coker Unit (DCU) THE GLOBAL COKING AND DECOKING LANDSCAPE MARKET OVERVIEW With refinery feed slates becoming more viscous, Even with the natural gas production increase, the acidic or sulfur laden, global refiners are preparing world is still awash in heavy crude, and refiners are for heavier crudes and bitumen from the Middle East, increasingly utilizing delayed coking processes to Russia, Canada, Brazil and Venezuela. -
Refinery Process
DECEMBER 2019 Application Solutions Guide REFINERY PROCESS Experience In Motion 1 Application Solutions Guide — The Global Combined Cycle Landscape TABLE OF CONTENTS GLOBAL REFINERY LANDSCAPE . 6 Sulphur Recovery . 20 Market Overview . 6 Asphalt Plant . 20 Nelson Refinery Complexity . 8 Feed Stock and Gases, Key Processes and Finished Product PFD . 21 The Equivalent Distillation Capacity . 8 Critical Pump and Valve Refinery Crude Terminology . 8 Products by Process . 22 American Petroleum Institute Terminology . 9 Flowserve Pumps . 22 Examples of Industry Standards . 9 Slurry Oil Pump . 23 Refinery Process Overview . 11 Feed Charge Pump . 23 A CLOSER LOOK AT Reactor and Recycle Pumps . 24 REFINERY PROCESSES . 15 Decoking Pumps . 24 Cut Points . 15 Coker Heater Charge . 24 FCC . 15 Jet Pump . 25 Hydrocracker . 16 Bottom Unheading Flowserve Valve . 25 Ebullated Bed Hydrocracker . 16 Decoking Control Valve . 25 Naphtha Fractions . 16 Alkylation Pumps . 26 LPG and Gas Fractions . 17 Hydrotreater Pumps . 26 Hydrotreating . 17 Amine Pumps . 26 Refinery Conversion . 18 Specialized Vacuum Pumps . 27 Conversion Processes . 19 Hydrogen Plant . 20 Desalter . 20 Nitrogen Plant . 20 Amine Treating . 20 2 Application Solutions Guide — Refinery Process TABLE OF CONTENTS (CONTINUED) KEY REFINERY PROCESSES Catalytic Reformer . 73 WITH EQUIPMENT . 28 Why Is This Process So Atmospheric Distillation Detailed Process . 28 Important to Flowserve? . 74 Sample of Atmospheric Process Description . 75 Distillation Application Conditions . 32 Catalytic Reformer Unit . 76 Vacuum Distillation Detailed Process . 34 Isomerization . 80 Recommended Control Valve Isomerization in the Refinery Process . 80 Features for Vacuum Distillation . 37 Alkylation (Hydrofluoric) . 82 Delayed Coking Detailed Process . 38 Alkylation Application . 83 Delayed Coker Unit Overview . 38 Vapor Recovery Unit . -

Tutorial: Delayed Coking Fundamentals Paul J
Tutorial: Delayed Coking Fundamentals Paul J. Ellis Christopher A. Paul Great Lakes Carbon Corporation Port Arthur, TX Prepared for presentation at the AIChE 1998 Spring National Meeting New Orleans, LA March 8-12, 1998 Topical Conference on Refinery Processing Tutorial Session: Delayed Coking Paper 29a Copyright 1998 Great Lakes Carbon Corporation UNPUBLISHED March 9, 1998 This paper was downloaded from ABSTRACT Great Lakes Carbon Corporation has worked closely with refineries producing delayed coke in all forms, fuel grade (shot or sponge), anode grade (sponge), and electrode grade (needle) since start-up of the company's first calcining operation in 1937. With on-going research in the area of delayed coking since 1942, Great Lakes Carbon (GLC) has operated delayed coking pilot units including an excellent large-scale pilot unit with a coke drum 0.3 meter (1 ft) diameter by 2.1 meters (7 ft) long and has developed physical models which explain coke formation in coke drums. Knowledge of commercial delayed coking units as well as that of the GLC Pilot Delayed Coker is used in this tutorial paper to describe the formation and uses of the three types of structures of delayed petroleum coke: needle, sponge, and shot. Troubleshooting tips are included on many aspects of the delayed coking drum cycle including: steam stripping, water quenching, coke cutting, drum warm-up, and drum switching technique. Suggestions and descriptions of delayed coking unit hardware are included. The objective of this tutorial paper is to acquaint the non-refinery technologist and further the knowledge of refinery personnel with the delayed coking operation, delayed coking unit hardware, types of coke that can be produced, coke formation models, and the uses of petroleum coke. -
Delayed Coking
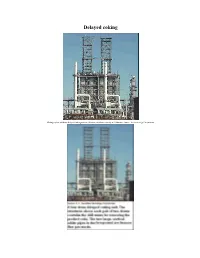
Delayed coking Photograph of a 4-drum delayed coking unit in a Benica petroleum refinery in California. Source: Valero Energy Corporation Delayed coking is one of the chemical engineering unit processes used in many petroleum refineries. The main objective of the delayed coking unit is to convert low value residual products to lighter products of higher value and to produce a coke product. In brief, the process heats the residual oil from the vacuum distillation unit in a petroleum refinery to its thermal crackingtemperature in the heat transfer tubes of a furnace. This partially vaporizes the residual oil and initiates cracking of the long chainhydrocarbon molecules of the residual oil into hydrocarbon gases, coker naphtha, coker gas oil and petroleum coke. The heater effluent discharges into very large vertical vessels (called "coke drums") where the cracking reactions continue to completion, forming solid petroleum coke which deposits out and accumulates in the coke drums from which the product coke is subsequently removed.[1][2][3] The adjacent photograph depicts a delayed coking unit with four coke drums (two pairs of two drums). However, larger units may have as many as eight drums (four pairs of two drums), each of which may have diameters of up to ten meters and overall heights of up to 43 meters.[4] The yield of coke from the delayed coking process ranges from about 18 to 30 percent by weight of the feedstock residual oil, depending the composition of the feedstock and the operating variables. Many refineries world-wide produce as much as 2000 to 3000 tons per day of petroleum coke and some produce even more.[5] Globally, the total amount petroleum coke produced in 2010 was about 123,000,000 metric tons (123 Mt) and is expected to increase at an annual rate of about 5.6 percent.[6] Petroleum coke may also be produced in an oil refinery unit process that utilizes fluidized bed technology.[7]However, there are very few such facilities in operation and the amount of petroleum coke produced via such technology is virtually insignificant. -

Open Guohua Wang Phd Thesis
The Pennsylvania State University The Graduate School Department of Energy and Geo-Environmental Engineering MOLECULAR COMPOSITION OF NEEDLE COKE FEEDSTOCKS AND MESOPHASE DEVELOPMENT DURING CARBONIZATION A Thesis in Materials Science and Engineering by Guohua Wang © 2005 Guohua Wang Submitted in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy December 2005 The thesis of Guohua Wang was reviewed and approved* by the following: Semih Eser Associate Professor of Energy and Geo-Environmental Engineering Thesis Adviser Chair of Committee Ljubisa R. Radovic Professor of Energy and Geo-Environmental Engineering Harold H. Schobert Professor of Fuel Science Alan W. Scaroni Professor of Energy and Geo-Environmental Engineering Jonathan P. Mathews Assistant Professor of Energy and Geo-Environmental Engineering A. Daniel Jones Professor of Chemistry, Michigan State University Gary L. Messing Professor of Ceramic Science and Engineering Head of Dept. of Materials Science and Engineering *Signatures are on file with the Graduate School. iii Abstract This study investigates the molecular composition of fluid catalytic cracking (FCC) decant oil and its derivatives that are used as feedstocks for delayed coking to produce needle coke. Needle coke is a premium solid carbon used in manufacturing graphite electrodes for electric-arc furnace. For the first time in the open literature, this study reports data on the molecular composition of the feed that is actually introduced into the coke drum for delayed coking after fractionating the decant oil feedstock together with the liquid products generated from coking. The coker feed (CF), thus, includes the high-boiling fraction of the decant oil and the high-boiling fraction of liquid products (recycle).