The Austin Seven Engine... Part 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cooling Systems
SEBD0518-09 c 2008 Caterpillar Printed in U.S.A. Contents Understanding Cooling Systems . .4 Cleaning of Heavy-Duty Coolant/Antifreeze Function . 4 Systems . 26 Function of Components. 4 Commercial Heavy-Duty Coolant/Antifreeze Cooling System Temperature . 6 and Supplemental Coolant Additive . 26 Factors That Affect the Cooling System . .8 Water and Supplemental Coolant Additive . .27 Sources of Heat. 8 Cooling Systems with Larger Capacities . 28 Oil Coolers . 8 Adding the Cat SCA to Water at the Aftercoolers. 9 Initial Fill. 28 Transmission, Marine Transmission, or Torque Adding the Cat SCA to Water for Converter Oil Coolers. 9 Maintenance . 28 Retarder Coolers . 10 S•O•S Services Coolant Analysis . .29 Water Cooled Exhaust Manifolds and Water New, Refilled, or Converted Systems. 29 Cooled Turbocharger Shields . 10 Recommended Interval for S•O•S Coolant Hydraulic Oil Coolers. 10 Sampling . 29 Safety Recommendations . .11 S•O•S Coolant Analysis (Level 1) . 29 S•O•S Coolant Analysis (Level 2) . 29 Cooling System Maintenance . .12 Coolant . 12 Caterpillar® Conditioner Elements . .30 Heat Transfer. 12 Functional Effects . .32 Protection Against Freezing of the Coolant . 12 Corrosion Resistance. 12 Pitting and Cavitation-erosion . 33 Scale and Deposits . 12 Rust . 35 Compatibility . 12 Acidity-Alkalinity Imbalance . 36 Non-Foaming . 12 Galvanic and Electrolytic Corrosion. 36 Sediment . 12 Scale and Deposit Formation . 37 Cylinder Wall Pitting . 13 Aeration. 37 Coolant Properties . .14 Coolant-Related Failures . .38 Water . 14 Cracked or Warped Cylinder Heads . 38 Additives . 15 Cylinder Block . 39 Glycol . 15 Piston Seizure . 39 Testing Glycol Concentrations . 16 Cold Operating Temperatures . 40 Coolant Recommendations . .17 Service and Periodic Maintenance . -

012011 04.Pdf
Foreign Service Owners are hanging onto their vehicles longer than ever. For many, it’s a decision dictated by simple economics. Keeping these geriatric vehicles leak-free requires patience and some detective work. inding and fixing some oil leaks replace the valve cover gasket. (Don’t be sur- can be frustrating. Crowded en- prised if the “leaker” rolling into your bay al- gine compartments make it ready has a fairly new valve cover gasket on it.) tougher than ever to pinpoint However, Schilder urged readers to check the leaks quickly. Then, after you fi- following areas of the 2.2L powerplant when Dan nally find the source of the leak, tracing upper-engine leaks. Marinucci fixing it may mean pulling half the car apart just First, don’t overlook a distributor O-ring if the Fto replace a 10-buck seal or gasket. It’s no sur- engine is equipped with a distributor. Although [email protected] prise, then, that some technicians would rather checking the distributor O-ring may sound obvi- crawl over hot coals than pursue elusive oil leaks. ous to some technicians, it’s a simple item that These emotions came to mind recently when still gets overlooked. several MOTOR readers asked about persistent Second, an engine without a distributor may valve cover leaks on Toyota’s super-popular 2.2L leak oil from a black plug in the driver’s side of the (5SFE) engine. This powerplant is best known as cylinder head. This plug, which resembles a rub- the sturdy four-banger in the equally sturdy Cam- ber-coated core plug, literally fills the hole where ry. -
K6858427 Engine Block Heater PT.Qxd
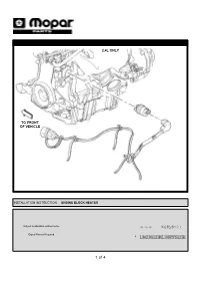
2.4L ONLY TO FRONT OF VEHICLE INSTALLATION INSTRUCTION ENGINE BLOCK HEATER Subject to alteration without notice 09-28-00 K6858427 Expert Fitment Required © 1 of 4 A B Coolant Salvage Container Non-Petroleum Based Lubricant APPLICATION: PT CRUISER CAUTION! Before connecting the block heater/cord set to a power source, be sure that the element is immersed in coolant. NEVER energize heater in the open air. The element sheath could burst. ■ Disconnect air cleaner hose and pull out air cleaner assembly to access the battery. Disconnect and isolate the negative battery cable. ■ Drain coolant from the radiator and cylinder block and save for re-use. Refer to cooling system draining procedure in the service manual. CAUTION! Make sure that vehicle has completely cooled off before starting the install. ■ Raise and secure the vehicle on a lift. 1 2 of 4 ■ Remove two bolts attaching power steering cooler to the vehicle front crossrail. ■ Disengage clip from the cooler lines. Pull cooler down far enough to allow access to the core plug on engine block. ■ Using a long flat blade screwdriver and hammer, carefully strike the bottom edge of the core plug to break it loose. CAUTION! Take care that the core plug does not drop inside the engine block. Engine Block Core Plug Long Flat Blade Screwdriver Power Steering Cooler TO FRONT OF VEHICLE 2 ■ Using pliers, grasp the plug firmly and remove it. ■ Apply a coating of lubricant to the surface of hole and the ■ Clean the machined part of hole; remove burrs, com- “O” ring on the block heater. -

J-100 PDS.Pub
® BAR’S LEAKS TECHNICAL BULLETINPage 1 Tech Bulletin #: TB-J100 Part Number: J-100 Date Issued: Date Revised: January 22, 2020 n/a Bar’s Leaks® Cooling System Size: 100 5-gram Tablets ISO 9001 CERTIFIED COMPANY Treatment Tablets per Jug Cooling System Treatment Bar's Leaks Professional DiFM Cooling System Treatment 5-gram tablets are the perfect product to use any time servicing the cooling system, including parts replacement and flush & fills. Inhibits the formation of rust and scale, keeps the system clean, neutralizes pH imbalance, controls electrolysis, lubricates and seals internal, external and coolant-to-oil leaks. Compatible with ALL types and brands of antifreeze including conventional green or blue (Silicate-Based) and extended life red/ orange or yellow (OAT/HOAT) coolant. Also works in systems containing only water. When used in water alone, it is also recommended to use a cooling system anti-rust and water pump lube. Protects the entire cooling system. Will not damage cooling system and is non-toxic. Tablets fully dissolve in minutes. Harmless to ALL plastic, metals, aluminum, hoses and connections. Same tablets as used by many OEM auto and truck manufacturers. General Motors (3634621) Ford Motor (F6SE-19A511-AA) Chrysler (0431-8005) DIRECTIONS: Install directly into radiator per dosage chart. If vehicle does not have a regular radiator cap, remove top hose where it connects to the top of radiator and install tablets in hose. Tablets may be crumbled or pre- dissolved in warm water for easier application. DOSAGE: Automotive, Fleet, Over-the-Road Vehicles and Stationary Equipment. INITIAL TREATMENT – Install 4 tablets per gallon of cooling system capacity. -

HPX Installation and Calibration Manual
Contents Warnings and Cautions .......................................................................... 2 QUICK START GUIDE ............................................................................. 3 TRIGGER WHEEL & SENSOR INSTALLATION ....................................... 4 BOLT ON KITS .................................................................................................................................. 4 TRIGGER WHEEL MOUNTING ...................................................................................... 4 SENSOR MOUNTING................................................................................................... 5 CONTROL UNIT MOUNTING ....................................................................................... 6 HPX WIRING ..................................................................................................................................... 6 Special Note On Dyno Installations ...................................................................................................... 7 CRANK TRIGGER Sensor .................................................................................................................... 7 SPARK PLUGS ................................................................................................................................... 7 Spark Plug Wires .............................................................................................................................. 8 Firing Order .................................................................................................................................... -

Available (PDF)
M-6010-BOSS35192, M-6010-BOSS35195, M-6010-BOSS351BB Cylinder Blocks INSTRUCTION SHEET NO PART OF THIS DOCUMENT MAY BE REPRODUCED WITHOUT PRIOR AGREEMENT AND WRITTEN PERMISSION OF FORD PERFORMANCE PARTS. Please visit www.fordracingparts.com for the most current instruction information ! ! ! PLEASE READ ALL OF THE FOLLOWING INSTRUCTIONS CAREFULLY PRIOR TO INSTALLATION. AT ANY TIME YOU DO NOT UNDERSTAND THE INSTRUCTIONS, PLEASE CALL THE FORD PERFORMANCE TECHLINE AT 1-800-367-3788 ! ! ! OVERVIEW : This sheet contains important information regarding dimensions and specifications of the M-6010-BOSS351 blocks. These instructions should be reviewed by all engine builders, due to minor changes that could impact the engine assembly process. CONTENTS : Be sure to check for the following parts included with M-6010-BOSS35192, M-6010-BOSS35195, and M-6010-BOSS351BB (all blocks shipped with the identical components). • M-6026-A plug and dowel kit. NOTE: Early kits will have steel plugs. Torque specifications for both steel and aluminum are listed below. • Plug kits supplied with blocks packaged after April 2013 include one -4 oil galley plug with .030” hole. Galley plug is silver in color. Galley plug is to be installed in oil galley behind distributor. Oil hole in plug provides distributor gear with additional lubrication for increased durability. • Check for clearance from rear core plug to the starter index plate on the left bank. The starter index plate may require additional clearance. FEATURES AND SPECIFICATIONS : Part Numbers M-6010-BOSS35192, M-6010-BOSS35195, M-6010-BOSS351-BB Material Diesel grade cast iron Bore Size M-6010-BOSS35192 and M-6010-BOSS35195 bore size out of box 3.990" - 3.995" finish at 4.000" - 4.125", for M-6010-BOSSBB bore size out of box 4.115" - 4.120" finish at 4.125" Minimum rec. -

SECTION A. ENGINE. Containing:- Group L Crankcase (Port Assembly
SECTION A. ENGINE. Containing:- Group L Crankcase(Port Assembly). ,, 2. Crankcase. | ', 3. Crankcase. I I, ,, \. Crankcaseand Sump. ,, 5. Valvesand Fittingsand Camshaft. ,, 6. Oil Filter,Oil Pick-upand Pedestal,Oil Pump. ,, 7. Oi I Filleranci Mou nrinr Bracket. ,, 8. Cylinder Head-A. Bank (123"Wf Bose-StondardCarsj. ,, 9. CylinderHead-B. Bank(123" WlBase-Standord Cors). ,, 10. Cylinder Head-A. Bank (Otherthon i23' W/Bose.S;;ndordCors). ,, ll. CylinderHead-B. tsank(Other than M' W/8ose-StcndardCars). n. Pistons,Connecting Rods, Crankshaft t-| ,, and Damper. ,, 13. InductionManifold. ,, '|4. Coil, Distributor,lgnirion Leads. l_ PARTS LIST =r La.-, ROI.LS.ROYCESILVER CLOUD tr. W EENTLEY52, BENTLEY CONTINENTAL 52, w 20 19 \o Part No. Description off Remarks {ef Part No. Description ofi Remarks I u E.8324 ASSEX BLY-C rankcase I 2 uE.6t61 TCRAN KCASE I 3 u E.548l STUD-Main Bcaring CaPs t0 4 uA.4850/R N UT-S tud l0 5 u E.824 wASHER-Stud t0 6 uE.8l22 tCAP-Bearing-Main-Front and Interm ediate 7 uE.8t23 f CAP-Beari ng-Main-Centre I I uE.8r24 f CAP-Bearing-Main-Rear I I 9 u E.5985 BEARING-Camsha{c-Front At,u.n",;'.r. l0 u E.6378 BEA RING-Camshaft-Front I ) tl u E.5985 BEA RlNG-Camshaft-l n!ermed aate I and Rear 3 It u E.6379 BEARING-Camshaft-lntermediate !lt.u.n",iuo. and Rear ) l3 u E.6653 BUSH-Jig Locating 2 Drive I l4 uE.5t82 BUSH-Bearing-Distribulor lt,"'n"ri"... r5 u E.6300 BUSH-Bearing-Distributor Drive I ) t6 uE.5989 JET-Oil-Timing Gears I t7 uE.5654 PLUG-Blanking-Oil Drilling I t8 uA.902iz STUD-Engine Mounting Bracket 2 I l9 UA.609iN PLUG-Core I 'a' 20 KB.r |93/R WASHER-loint-Core Plug I f s"'r.sia". -

XK Engine Parts
• • World leaders in XK120 140 150 parts XK enginefor road, race or competition parts GUY BROAD XK120, 140, 150 parts specialists Crankshaft, conrods Double3.8 steel counterweighted billet crankshaft and machined to andF1 tolerances. Many years experiencepistons in crankshaft design have resulted in this ultimate specification, suitable for the most strenuous conditions. The fine detail of craftsmanship on this crankshaft is quite evident, the very best of British! Crankshaft Part No. SBC3438. Areconditioningvailable to race specification. service Nitrided, polished and balanced or standard. Jaguar 6-cylinder block with core plug strapping kit fitted. A must for all performance work. Core plug strapping kit including drill and tap. WeAE do and our bestVandervell to locate and bearings stock these quality bearings, liasing with the manufacturers to keep supplies flowing. Limited stocks please call. Part No. CPSK (engine set). Crankshaft rear main Theoil sealsure way conversion to stop leaks and release horse- power from original rope type seal. Rear Crankshaft front crank scroll area must be machined to 75mm Tooil suitseal all earlyconversion XK120 and XK140 engines diameter before installation. Kits available originally fitted with rope type seals. for steel or later alloy sumps. Please enquire. GMB11 - for steel sumps. No machining necessary. Simple and GMB11AS - for alloy sumps. very effective. Part No. C2306C Standard crankshaft vibration damper Reconditioned with a new type polymer Full race specification rubber to BroadSport specification. Thevibration finest available. damper GUY BROAD XK120, 140, 150 parts specialists 9:5Forged compression alloy (nominal) pistons with 3.4 valve High compression forged NewConrods wide blade type, polished and balanced cut-outs to suit most cam lift specifications. -

Core and Plug Preparation
Reservoir Rock Properties Analysis, Mohsen Masihi Sharif University of Technology Reservoir Rock Properties Analysis 2010 Laboratory Work Book No. 26504 Mohsen Masihi Department of Chemical and Petroleum Engineering Sharif University of Technology, Tehran, Iran [email protected] Department of Chemical & Petroleum Engineering, Sharif University of Technology, Tehran, IRAN 1 Reservoir Rock Properties Analysis, Mohsen Masihi Table of contents Course overview ................................................................................................................................ 3 Introduction ....................................................................................................................................... 5 1-Core and plug preparation .............................................................................................................. 6 1-1 Introduction .............................................................................................................................. 6 1-2 Core Slabbing........................................................................................................................... 6 1-3 Plugging using plug drill Press machine ................................................................................... 9 1-4 Trimming Core Plugs ............................................................................................................. 12 1-5 Core gamma logger ............................................................................................................... -

Mercruiser 60, 80 and 90 Engines
Chapter Nine MerCruiser 60, 80 and 90 Engines This chapter covers the early MerCruiser The oil pump is flange-mounted on the block 4-cylinder inline engines manufactured by Renault. and driven by the distributor shaft. Although differing in displacement, these engines Specifications (Table 1) and tightening torques share many features. (Table 2) are at the end of the chapter. All use an aluminum block of sleeved design, with removable cylinder liners. The 60 combines ENGINE SERIAL NUMBER an alternator stator with a front flywheel; the 80 and 90 flywheel contains an alternator rotor. The engine serial number is stamped on a plate The 60 and 80 cylinder head contains intake and mounted on the left side of the engine block above exhaust valves mounted inline; the 90 is a the oil filter on MerCruiser 60 engines (Figure 1) crossflow design, with intake valves on one side and on the left rear side of the engine block under and exhaust valves on the other. Rocker arms are the intake manifold on 80 and 90 engines (Figure retained on a rocker arm shaft, with camshaft 2). motion transferred to the rocker arms by pushrods. This information identifies the engine and The cylinders are numbered 4-3-2-l from front indicates if there are unique parts or if internal to rear. Engine firing order is l-3-4-2. The 80 and changes have been made during the model run. It is 90 are mounted with the front of the engine facing important when ordering replacement parts for the the transom. -

Kit Contents a B
Part Number: A091SXC000 Description: Engine Block Heater Kit Ascent Installation Instructions Kit Contents A B Block heater element Heater Harness w/gasket C Gold High Temp Wire Ties (x3) Tools/Materials Required • 3/8” & 1/2” drive ratchets • Socket extension 1/2” drive (6” long) • 3/8” drive extension (3” long) • 1/2” breaker bar • 17mm hex bit removal tool • 14mm socket- shallow (1/2” drive) • 14mm wrench • 12mm wrench • Adjustable pliers (large) • Screwdriver (flat plate) • Coolant and engine oil drain pans • Coolant and engine oil (mixed to OE specifications) • High temperature gasket compound Page 1 of 11 Date: 3/9/18 Subaru Of America Installation Instructions 1. Disconnect ground cable from battery. 2. Drain engine coolant. 3. Remove the air intake duct. 4. Remove the reservoir tank. Page 2 of 11 Date: 3/9/18 Subaru Of America 5. Disconnect the radiator inlet hose. 6. Remove the radiator fan assembly by disengaging the claws as shown. 7. Disconnect the oil pipe. Page 3 of 11 Date: 3/9/18 Subaru Of America 8. Remove the turbo charger support bracket. 9. Remove the bolt securing the intake duct and slide the spring to release the lock. 10. Disconnect the center exhaust pipe (front). Page 4 of 11 Date: 3/9/18 Subaru Of America 11. Disconnect the center exhaust pipe (rear) and the rear exhaust pipe. Support the rear exhaust pipe. 12. Remove the bolt which holds the center exhaust pipe (rear) to the hanger bracket and remove the center exhaust pipe (rear). DO NOT remove bolts (a). 13. Remove air intake duct. -

Msg-425 2.5 Liter
MSG-425 2.5 LITER INDUSTRIAL ENGINE SERVICE MANUAL Powertrain Assemblies & Components Provided By Ford Component Sales EDI 1020050 Revision 3 October 2017 Section 01 GENERAL INFO Section 02 ENGINE Section 03 IGNITION Section Section 04 FUEL Index Reproduction in any manner, in whole or in Section 05 COOLING part, is prohibited without the express permission in writing from: Engine Distributors Inc (EDI) Section 06 CHARGING EDI policy is one of continuous improvement and while every effort is made to ensure that this publication is up to date and correct in all respects, the right to change prices, specifications and equipment at any time without Section 07 notice is reserved. Accordingly this publication is STARTER not to be regarded as a final description of any individual engine. Section 08 ENG. CONTROLS Section 09 METRICS Section 10 DISTRIBUTORS HEALTH & SAFETY WARNING: THE FOLLOWING HEALTH AND SAFETY RECOMMENDATIONS SHOULD BE CAREFULLY OBSERVED WARNING: CARRYING OUT CERTAIN OPERATIONS AND HANDLING SOME SUBSTANCES CAN BE DANGEROUS OR HARMFUL TO THE OPERATOR IF THE CORRECT SAFETY PRECAUTIONS ARE NOT OBSERVED. SUCH PRECAUTIONS ARE RECOMMENDED AT THE APPROPRIATE POINTS IN THIS BOOK. WARNING: WHILE IT IS IMPORTANT THAT THESE RECOMMENDED SAFETY PRECAUTIONS ARE OBSERVED, CARE NEAR MACHINERY IS ALWAYS NECESSARY, AND NO LIST CAN BE EXHAUSTIVE. ALWAYS BE CAUTIOUS TO AVIOD POTENTIAL SAFETY RISKS. The following recommendations are for general guidance: 1. Always wear correctly fitting protective clothing which should be laundered regularly. Loose or baggy clothing can be extremely dangerous when working on running engines or machinery. Clothing which becomes impregnated with oil or other substances can constitute a health hazard due to prolonged contact with the skin even through underclothing.