A Refrigeration Screw Compressor Package – What Features Do I Need for My Gas Processing Facility
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Heat Transfer Model of a Rotary Compressor S
Purdue University Purdue e-Pubs International Compressor Engineering Conference School of Mechanical Engineering 1992 Heat Transfer Model of a Rotary Compressor S. K. Padhy General Electric Company Follow this and additional works at: https://docs.lib.purdue.edu/icec Padhy, S. K., "Heat Transfer Model of a Rotary Compressor" (1992). International Compressor Engineering Conference. Paper 935. https://docs.lib.purdue.edu/icec/935 This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact [email protected] for additional information. Complete proceedings may be acquired in print and on CD-ROM directly from the Ray W. Herrick Laboratories at https://engineering.purdue.edu/ Herrick/Events/orderlit.html HEAT TRANSFER MODEL OF A ROTARY COMPRESSOR Sisir K. Padhy General Electric C_ompany Appliance Park 5-2North, Louisville, KY 40225 ABSTRACT Energy improvements for a rotary compressor can be achieved in several ways such as: reduction of various electrical and mechanical losses, reduction of gas leakage, better lubrication, better surface cooling, reduction of suction gas heating and by improving other parameters. To have a ' better understanding analytical/numerical analysis is needed. Although various mechanical models are presented to understand the mechanical losses, dynamics, thermodynamics etc.; little work has been done to understand the compressor from a heat uansfer stand point In this paper a lumped heat transfer model for the rotary compressor is described. Various heat sources and heat sinks are analyzed and the temperature profile of the compressor is generated. A good agreement is found between theoretical and experimental results. NOMENCLATURE D, inner diameter D. -

Why Does the Wisconsin Boiler and Pressure Vessel Code, 636 41
Why does the Wisconsin Boiler and Pressure Vessel Code, SPS 341, regulate air compressors? By Industry Services Division Boiler and Pressure Vessels Program Almost everyone forms a definite picture in their mind when they hear the term “air compressor.” They probably think of a steel tank of some shape and dimension, with an electric motor, and an air pump mounted on top of the tank. To better understand the requirements of the Wisconsin Boiler Code, SPS 341, pertaining to air compressors, we need to have some common terminology. If a person wanted to purchase an “air compressor” at a hardware or home supply store, they would certainly be offered the equipment described above, consisting of three separate mechanical devices; the motor, the pump, and the storage tank. First, there is an electric motor, used to provide power to the device that pumps air to high pressure. This pumping device is the only part of the unit that is properly called an "air compressor." The compressor delivers high-pressure air to the third and final part of the mechanical assembly, the air storage tank; commonly called a pressure vessel. Because the pressure vessel receives pressurized air, this is the only part of the device described above that is regulated SPS 341. SPS 341 regulates pressure vessels when the pressure vessel's volume capacity is 90 gallons (12 cubic feet) or larger, and the air pressure is 15 pounds per square inch or higher. A typical pressure vessel of this size would be 24 inches in diameter and 48 inches long. In industrial settings, it is common practice to mount very large air compressors in a separate location from the pressure vessels. -

Performance Comparison Between an Absorption-Compression Hybrid Refrigeration System and a Double-Effect Absorption Refrigeration Sys-Tem
Available online at www.sciencedirect.com ScienceDirect Available online at www.sciencedirect.com Procedia Engineering 00 (2017) 000–000 ScienceDirect www.elsevier.com/locate/procedia Procedia Engineering 205 (2017) 241–247 10th International Symposium on Heating, Ventilation and Air Conditioning, ISHVAC2017, 19- 22 October 2017, Jinan, China Performance Comparison between an Absorption-compression Hybrid Refrigeration System and a Double-effect Absorption Refrigeration Sys-tem Jian Wang, Xianting Li, Baolong Wang, Wei Wu, Pengyuan Song, Wenxing Shi* Beijing Key Laboratory of Indoor Air Quality Evaluation and Control, Department of Building Science, Tsinghua University, Haidian District, Beijing 100084, China Abstract Conventional absorption refrigeration systems (ARSs), which are mainly driven by heat, have a competitive primary energy efficiency (PEE) compared with chillers driven by electricity. In the typical ARS, a large quantity of high-temperature heat is supplied into the generator, while a substantial amount of low-temperature heat is rejected to the environment from the condenser, it’s a huge waste. In order to decrease the input heat for generator and enhance the performance of conventional ARS, a kind of absorption-compression hybrid refrigeration system recovering condensation heat for generation (RCHG-ARS) was ever proposed. In the present study, the models of both RCHG-ARS and double-effect absorption refrigeration system (DEARS) are established, and the effects of different parameters on them are simulated and compared with each other. As a conclusion, the PEE of RCHG-ARS can be 29.0% higher than that of DEARS, and RCHG-ARS has a wider working conditions than DEARS due to the existence of the compressor. -

Bendix® Ba-922® Sae Universal Flange Air Compressor
compressors BENDIX® BA-922® SAE UNIVERSAL FLANGE AIR COMPRESSOR High output compressed air generation for ultra demanding commercial & industrial applications. Experience Counts Ideal for niche industrial, agricultural, and For generations, Bendix Commercial Vehicle Systems (Bendix CVS) has petroleum applications, the universal flange been leading the way in air charging system experience and expertise. model . More fleets specify our hard-working products and systems than any other. Features an adapter mount to meet SAE J744 Bendix CVS continues its legacy of quality, reliability and durability with hydraulic pump, engine & motor mounting, a next generation high-performing, energy-saving compressor option – and drive dimensions standards; the Bendix® BA-922® SAE Universal Flange compressor. Can be mounted at several different angles An Ideal Solution For A Wide Range Of depending on physical constraints and application necessities; and Unique Applications Utilizing a standard SAE B Flange, and a 15-tooth BB spline for strength, Is driven by an engine PTO, hydraulic motor, the Bendix® BA-922® SAE compressor is designed to address a wide or electric motor. Option for belt drive as well. variety of commercial and industrial applications. Its clock-able front adapter allows the compressor to be easily mounted in several different positions depending on your requirement. Building On The Power Of The Bendix® BA-922® Compressor: High Air Delivery A dependable workhorse, the Bendix® BA-922® compressor provides maximum air delivery even at low speeds. Its high-output, two-cylinder design supplies 32 cfm (cubic feet per minute) displacement at 1,250 rpm (revolutions per minute). Power like this delivers the ability to recharge the system quickly and efficiently – even at low speeds – making it ideal for more demanding brake system applications. -
Factsheet Open-Flash-Economizer
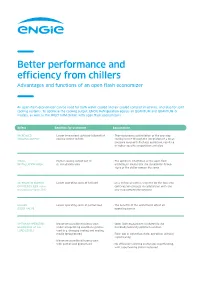
Better performance and efficiency from chillers Advantages and functions of an open flash economizer An open flash economizer can be used for both water-cooled and air-cooled compact machines, and also for split cooling systems. To optimise the cooling output, ENGIE Refrigeration equips all QUANTUM and QUANTUM-G models, as well as the SPECTRUM chiller, with open flash economizers. Effect Benefits for customer Explanation INCREASED • Lower investment costs per kilowatt of • Thermodynamic optimisation of the one-step COOLING OUTPUT cooling output (€/kW) cooling circuit through the integration of a mean pressure level with flash gas extraction, resulting in higher specific evaporation enthalpy SMALL • Higher cooling output per m² • The optimum integration of the open flash INSTALLATION AREA of installation area economizer means that the installation dimen- sions of the chiller remain the same INCREASE IN ENERGY • Lower operating costs at full load • Less technical work is required for the two-step EFFICIENCY (EER value compression process in comparison with the increases by up to 20 %) one-step compression process HIGHER • Lower operating costs at partial load • The benefits of the economizer affect all ESEER VALUE operating points OPTIMUM OPERATING • Maximum possible efficiency gain • Open flash economizer is inherently the BEHAVIOUR AT ALL under all operating conditions guaran- thermodynamically optimum solution LOAD LEVELS teed (e. g. changing cooling and heating media temperatures) • Flash gas in saturation state; extraction without superheating • Maximum possible efficiency gain with partial load guaranteed • No efficiency-lowering suction gas superheating, with superheating control required Increased cooling output log p Cooling process in log p h diagram with open flash econo- mizer (Eco) (green) and without economizer (grey). -
Compressor Cooling
Compressor cooling Compressed air – the fourth utility A gas compressor is a mechanical compressed air are pneumatic tools, The major cooling applications for device that converts power into kinetic energy storage, production lines, compressors where heat exchangers energy by increasing the pressure of automated assembly stations, are used are: gas and reducing its volume. refrigeration, gas dusters and air-start • Air cooling systems. • Oil cooling Compressed air has become one of • Water cooling the most important power media used Another important power media is • Heat recovery in industry providing power for a compressed natural gas (CNG), which multitude of manufacturing operations. is made by compressing natural gas to In industry, compressed air is so widely less than 1% of the volume it occupies used that it is often regarded as the at standard atmospheric pressure. fourth utility, after electricity, natural gas CNG is generally used in traditional and water. General uses of combustion engines. Oil-free Compressor Oil Air Water Air cooling The compressed gas from the Oil cooling A multi-stage compressor can contain compressor is hot after compression, Both lubricated and oil-free one or several intercoolers. Since often 70-200°C. An aftercooler is used compressors need oil cooling. In compression generates heat, the to lower the temperature, which also oil-free compressors it is the lubrication compressed gas needs to be cooled results in condensation. The aftercooler oil for the gearbox that has to be between stages, making the is placed directly after the compressor cooled. In oil-injected compressors it is compression less adiabatic and more in order to precipitate the main part of the oil which is mixed with the isothermal. -

Applied Thermodynamics Module 6: Reciprocating Compressor
Applied Thermodynamics Module 6: Reciprocating Compressor Intoduction Compressors are work absorbing devices which are used for increasing pressure of fluid at the expense of work done on fluid. The compressors used for compressing air are called air compressors. Some of popular applications of compressor are, for driving pneumatic tools and air operated equipments, spray painting, compressed air engine, supercharging in internal combustion engines, material handling (for transfer of material), surface cleaning, refrigeration and air conditioning, chemical industry etc. Classification of Compressors (a) Based on principle of operation: Based on the principle of operation compressors can be classified as, (i) Positive displacement compressors (ii) Non-positive displacement compressors In positive displacement compressors the compression is realized by displacement of solid boundary and preventing fluid by solid boundary from flowing back in the direction of pressure gradient. Positive displacement compressors can be further classified based on the type of mechanism used for compression. (i) Reciprocating type positive displacement compressors (ii) Rotary type positive displacement compressors Reciprocating compressors generally, employ piston-cylinder arrangement where displacement of piston in cylinder causes rise in pressure. Reciprocating compressors are capable of giving large pressure ratios but the mass handling capacity is limited or small. Reciprocating compressors may also be single acting compressor (one delivery stroke per revolution) -

Load Sharing Strategies in Multiple Compressor Refrigeration Systems
LOAD SHARING STRATEGIES IN MULTIPLE COMPRESSOR REFRIGERATION SYSTEMS K.A. Manske S. A. Klein, Ph.D. D.T. Reindl, Ph.D., P.E. Member, ASHRAE Fellow, ASHRAE Member, ASHRAE ABSTRACT Many refrigeration systems have multiple compressors that operate in parallel to meet the aggregate cooling load requirements of the system. Often, individual compressors are equipped with a means of modulating their capacity to match the instantaeous refrigeration demand. Since the efficiency of a compressor changes as it is unloaded (often efficiency decreases), the part-load characteristics of individual compressors will influence the efficiency of the entire system. For this reason, it is desirable to identify operating strategies, properly accounting for compressor unloading characteristics, that maximize the efficiency of the entire system. In this paper, we show that when two identical screw compressors are operating in parallel, there exists an optimum point at which it is best to switch from each compressor equally sharing the load to one compressor operating at full load and the other unloaded to match the remaining system load When two screw compressors of different sizes are operating, an optimal compressor control map can be developed which maximizes the efficiency of the entire system over the entire range of loads. These optimum operating maps are shown to depend on the characteristics of the individual compressor’s unloading performance and the relative sizes of compressors. An optimum control strategy for systems having multiple compressors, screw and/or reciprocating, can be implemented using the concept of crossover points introduced in this paper. KEY WORDS industrial refrigeration, optimal control, screw compressor, reciprocating compressor, crossover point INTRODUCTION This paper is a result of a research project that focused on modeling an ammonia -based vapor compression industrial refrigeration system serving a large two-temperature level food storage and distribution facility located near Milwaukee, WI. -

Economizers in Chiller Systems
Ekaterina Vinogradova T662KA ECONOMIZERS IN CHILLER SYSTEMS Bachelor’s Thesis Building Services Engineering November 2012 DESCRIPTION Date of the bachelor's thesis 17.12.12 Author(s) Degree programme and option Ekaterina Vinogradova Double Degree Programme in Building Services Engineering Name of the bachelor's thesis Economizers in Chiller Systems Abstract There are many buildings that have cooling demands for different purposes. They can be hospitals, administrative and office buildings, shopping centers, data centers and also industrial buildings. Cooling of processes and products, cool rooms, ice halls, and air-conditioning systems require chiller system application. Chiller system is usually the substantial part of energy consumption of the build- ing. That’s why different ways of increasing of the chiller systems efficiency began to be used more often. Due to the widespread use a lot of schemes to optimize and improve the effectiveness of chiller sys- tems have been developed. One possibility is the installation of an additional low-cost equipment like the economizer systems. They may be applied in the refrigeration cycle of the chiller or in the rest chiller system. In the theoretical part of the thesis measures and methods of the chiller systems efficiency increasing and different types of economizers were described. Influencing on the economizers efficiency factors were noted. Study case contains the simulation of the office building in different modes with IDA Indoor Climate and Energy software. Some results of the simulations are presented in the tables. The benefit from the economizer operation is calculated as compared with traditional chiller system. Also influence of the economizer set-point temperature on its benefits was evaluated. -

RESIDENTIAL SCALE SOLAR DRIVEN COOLING SYSTEMS VERSUS CONVENTIONAL AIR-CONDITIONING in HOT ARID AREAS: a COMPARATIVE STUDY Ahmed Hamza H
Materials Physics and Mechanics 32 (2017) 21-30 Received: September 7, 2016 RESIDENTIAL SCALE SOLAR DRIVEN COOLING SYSTEMS VERSUS CONVENTIONAL AIR-CONDITIONING IN HOT ARID AREAS: A COMPARATIVE STUDY Ahmed Hamza H. Ali1*, Ali Nasser Alzaed2 1Mechanical Engineering Department, Faculty of Engineering, Assiut University, Assiut 71516, Egypt 2Architectural Engineering Department, College of Engineering, Taif University, Al-Haweiah, Taif, Kingdom of Saudi Arabia *e-mail: [email protected] Abstract. In this study, performance, energy efficiency, cost competitiveness, and global warming assessments of residential scale solar thermal and off-grid Photovoltaic driven DC air- conditioning systems versus conventional AC driven air-conditioning system in hot, arid areas is carried out. The first system is an integrated solar thermal driven residential air-conditioning. This system consists of evacuated tube solar collector arrays of area 36 m2 with high reflective parabolic surface used at the back, a silica gel-water adsorption chiller of 8 kW nominal cooling capacity, and hot and cold-water storage tanks of 1.8 and 1.2 m3 in volume, respectively. While the second system is an off-grid PV electrically driven DC compressor air-conditioning system. This system is a split air-conditioning unit with a cooling capacity of (26000 BTU) 7.62 kW that requires an input power of 1.8 kW with R410a (1550) refrigerant. Those solar-driven systems are compared with a grid connected AC driven vapor compression Air-Conditioning having 8 kW nominal cooling capacity. Experimental results show that the indoor thermal comfort conditions are achieved in the hottest days of the year for space with a floor area of 80 m2 with 14 residences for both systems. -
Development of High Efficiency Air Conditioner Condenser Fans
Development of High Efficiency Air Conditioner Condenser Fans Authors Danny S. Parker John R. Sherwin Bart Hibbs Original Publication Parker, D., Sherwin, J., Hibbs, B., " Development of High Efficiency Air Conditioner Condenser Fans", Draft paper to be published in ASHRAE Transactions in June 2005. Publication Number FSEC-CR-1674-05 Copyright Copyright © Florida Solar Energy Center/University of Central Florida 1679 Clearlake Road, Cocoa, Florida 32922, USA (321) 638-1000 All rights reserved. Disclaimer The Florida Solar Energy Center/University of Central Florida nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the Florida Solar Energy Center/University of Central Florida or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the Florida Solar Energy Center/University of Central Florida or any agency thereof. Development of High Efficiency Air Conditioner Condenser Fans Danny S. Parker and John R. Sherwin Bart Hibbs Florida Solar Energy Center AeroVironment, Inc. Abstract With sponsorship from the U.S. Department of Energy, a research project has designed, fabricated and tested improvements to an air conditioner outdoor unit fan system. The primary objective was to improve condenser fan performance while reducing motor power. -

Improve the Cop of Vapor Compression Cycle with Change in Evaporator and Condenser Pressure
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 ISSN 2229-5518 199 Improve the cop of Vapor compression cycle with change in Evaporator and Condenser pressure By - Shoyab hussan Email id –[email protected] Abstract: aim is to improve the coefficient of performance of system which is based on vapor compression cycle. To improve the coefficient of performance, its requires that the compressor work should decrease and refrigeration effect should increase. It means that decrease in condenser pressure and temperature so the refrigeration effect will increase and compressor input work due to this cop will increase. And also increase in pressure and temperature of evaporator the work input will decrease and refrigeration effect will increase due to this cop will increase for a vapor-compression refrigeration system in 1834. Perkins built a prototype system and it actually worked. According to the drawing in Perkins patent liquid ether (C4H10O) was contained in an "evaporator vessel" where it was vaporized under a partial vacuum maintained by the suction of a crude hand-operated compressor. The evaporator vessel was submerged in a liquid from which the heat required to vaporize the ether was extracted, thereby cooling the liquid. Introduction: Vapor compression compression refrigeration cycle. An refrigeration system is based on vapor American living in Great Britain, Jacob compression cycle. Vapor compression Perkins, improved upon the design proposed refrigeration system is widely used method by Oliver Evans and obtained the first patent for air-conditioning of buildings and In 1842, an American physician, John automobiles. It is also used in domestic and Gorrie, designed the first system for IJSERrefrigerating water to produce ice.