Portable Multi Metalworking Tool
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
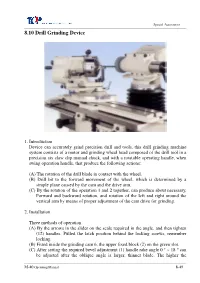
8.10 Drill Grinding Device
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

Combination Machines Five-Function Machines Are Heavy Duty and Save Space, but Are They Worth the Price?
W161CH.qxd 2/5/03 1:18 PM Page 52 TOOL TEST Combination Machines Five-function machines are heavy duty and save space, but are they worth the price? BY ASA CHRISTIANA 1. TABLESAW A large-capacity sliding table running next to the blade sets this saw apart from American- style cabinet saws. Less space, better machines Space savings aren’t the only ben- efit of European combination ma- chines. Each of the five individual tools will represent an upgrade for most small shops. 2. JOINTER A 12- or 16-in. jointer will mill a flat face on most 3. PLANER of the lumber a furniture Combination machines also include maker encounters. a heavy-duty 12- or 16-in. planer. 52 FINE WOODWORKING W161CH.qxd 2/5/03 1:18 PM Page 53 ost American woodworkers know very little about European-style combination machines—except for their Mhigh price tags relative to other small-shop equipment. It has been 22 years since the last review of these machines in Fine Woodworking, so this article also provides a general introduction to them. I have defined combination machines as five-function, three-motor, heavy-duty units. The smaller multipurpose ma- chines such as the Shopsmith are a breed unto themselves. All of the machines covered include a sliding tablesaw, a shaper, a planer- jointer and an add-on horizontal mortiser with a sliding table. A real-world shop test. To try out each function as well as Six brands—Felder, Hammer, Knapp, MiniMax, Robland and Ro- the changeovers from one to the other, Chris- jek—are currently imported into North America, with a multitude tiana made a frame-and-panel door on each machine. -

Boilermaker Health & Safety Manual
Boilermakers Health & Safety Manual ihsa.ca Boilermakers Health & Safety Manual Infrastructure Health & Safety Association 5110 Creekbank Road, Suite 400 Mississauga, Ontario L4W 0A1 Canada 1-800-263-5024 ihsa.ca 1 Boilermakers Health & Safety Manual IHSA has additional information on this and other topics. Visit ihsa.ca or call Customer Service at 1-800-263-5024. The contents of this publication are for general information only. This publication should not be regarded or relied upon as a definitive guide to government regulations or to safety practices and procedures. The contents of this publication were, to the best of our knowledge, current at the time of printing. However, no representations of any kind are made with regard to the accuracy, completeness, or sufficiency of the contents. The appropriate regulations and statutes should be consulted. Readers should not act on the information contained herein without seeking specific independent legal advice on their specific circumstance. The Infrastructure Health & Safety Association is pleased to answer individual requests for counselling and advice. This manual was developed, reviewed, and endorsed by the Boilermakers Labour-Management Health and Safety Committee in association with IHSA. Manual IHSA editor: Lori-Lynn Bonnell, design and illustrations: Philippa Giancontieri; project manager: Mike Russo. The Infrastructure Health & Safety Association would like to thank the members of the working group for contributing their knowledge, experience, and time to produce a health and safety manual that will benefit both labour and management in the boilermaker sector. The working group included representatives from the Boilermaker Contractors’ Association (BCA) as well as: · Marty Albright – Alstom Power Canada Inc. -
Interchange Modification Report
I-26 / Naval Base Terminal Access Road Interchange INTERCHANGE MODIFICATION REPORT CHARLESTON COUNTY, SOUTH CAROLINA Prepared for: South Carolina Department of Transportation Prepared by: Parsons Brinckerhoff, Inc. May 2012 I-26ȀPortAccessRoadInterchangeModificationReport TABLEOFCONTENTS EXECUTIVE SUMMARY ............................................................................................................................................ 1 1. INTRODUCTION .............................................................................................................................................. 3 Project Location.................................................................................................................................................. 3 Project History.................................................................................................................................................... 3 Project Description ............................................................................................................................................. 7 Project Purpose and Need .................................................................................................................................. 9 Project Conceptual Design ................................................................................................................................ 11 Interchange Modification Report (IMR) Scope.................................................................................................. -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Bifilm Inclusions in High Alloyed Cast Iron
materials Article Bifilm Inclusions in High Alloyed Cast Iron Marcin Stawarz * and Malwina Dojka Department of Foundry Engineering, Silesian University of Technology, 7 Towarowa Street, 44-100 Gliwice, Poland; [email protected] * Correspondence: [email protected]; Tel.: +48-32-338-5532 Abstract: Continuous improvement in the quality of castings is especially important since a cast without defects is a more competitive product due to its longer lifecycle and cheaper operation. Producing quality castings requires comprehensive knowledge of their production, crystallization process, and chemical composition. The crystallization of alloyed ductile iron (without the addition of magnesium) with oxide bifilm inclusions is discussed. These inclusions reduce the quality of the castings, but they are a catalyst for the growth of spheroidal graphite that crystallizes in their vicinity. The research was carried out for cast iron with a highly hyper-eutectic composition. Scanning electron microscopy and EDS analysis were used in the research. A detailed analysis of the chemical composition was also carried out based on the spectrometric method, weight method, etc. Based on the obtained results, a model of spheroidal graphite crystallization near bifilm inclusions was proposed. The surface of the analyzed graphite particles was smooth, which suggests a primary crystallization process. The phenomenon of simple graphite and bifilm segregation towards the heat center of the castings was also documented. Keywords: bifilms; spheroidal graphite; alloyed cast iron; crystallization Citation: Stawarz, M.; Dojka, M. Bifilm Inclusions in High Alloyed Cast Iron. Materials 2021, 14, 3067. 1. Introduction https://doi.org/10.3390/ Foundry engineering processes are prone to many issues during casting manufactur- ma14113067 ing that may influence the final casting quality. -

Evaluation of the Rheological Behavior of a Semi-Solid Al–Sic Composite Using a Parallel-Plate Drop-Forge Viscometer
International Journal of Materials Science and Applications 2014; 3(6): 344-352 Published online November 20, 2014 (http://www.sciencepublishinggroup.com/j/ijmsa) doi: 10.11648/j.ijmsa.20140306.21 ISSN: 2327-2635 (Print); ISSN: 2327-2643 (Online) Evaluation of the rheological behavior of a semi-solid Al–SiC composite using a parallel-plate drop-forge viscometer Yasuyoshi Fukui *, Daisaku Nara, Kazuyo Fushimi, Noriyoshi Kumazawa Graduate School of Science and Engineering, Kagoshima University, Kagoshima, Japan Email address: [email protected] (Y. Fukui), [email protected] (D. Nara), [email protected] (K. Fushimi), [email protected] (N. Kumazawa) To cite this article: Yasuyoshi Fukui, Daisaku Nara, Kazuyo Fushimi, Noriyoshi Kumazawa. Evaluation of the Rheological Behavior of a Semi-Solid Al–SiC Composite using a Parallel-Plate Drop-Forge Viscometer. International Journal of Materials Science and Applications. Vol. 3, No. 6, 2014, pp. 344-352. doi: 10.11648/j.ijmsa.20140306.21 Abstract: This paper presents of studies performed to assess the effect of rheological behavior on the near-net shape forming of an Al–20 vol% SiC composite of Duralcan F3A.20S and of the mother aluminum alloy A356 for comparison. Isothermal experiments were conducted using results of a parallel-plate drop-forge viscometer in a temperature range from 849 K (576 ºC) to 862 K (590 ºC). Each experiment indicated that the viscosity decreased in the early increasing shear rate stage and subsequently increased with decreasing shear rate. The overall relationship between the viscosity, µ [Pa .s], and the shear rate, γɺ [s -1], can be described by a power-law model of µ = 3.2 × 10 7 γɺ -1.5 for Duralcan and µ = 1.6 × 10 7γɺ -1.5 for A356. -

A Development and Management Model for Model Making Facilities in Industrial Design Education a Thesis Submitted to the Graduat
A DEVELOPMENT AND MANAGEMENT MODEL FOR MODEL MAKING FACILITIES IN INDUSTRIAL DESIGN EDUCATION A THESIS SUBMITTED TO THE GRADUATE SCHOOL OF SOCIAL SCIENCES OF IZMIR UNIVERSITY OF ECONOMICS BY ARGUN TANRIVERDİ IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF DESIGN IN THE GRADUATE SCHOOL OF SOCIAL SCIENCES MAY 2009 Approval of the Graduate School of Social Sciences ...................................................... Asst. Prof. Dr. Alp Limoncuoğlu Director I certify that this thesis satisfies all the requirements as a thesis for the degree of Master of Design. ...................................................... Prof. Dr. Tevfik Balcıoğlu Head of Department This is to certify that we have read this thesis and that in our opinion it is fully adaquate, in scope and quality, as a thesis for the degree of Master of Design. ...................................................... Asst. Prof. Dr. A. Can Özcan Supervisor Examining Committee Members Doç. Dr. Murat Bengisu ...................................................... Prof. Dr. Murat Günaydın ...................................................... Asst. Prof. Dr. A. Can Özcan ...................................................... ABSTRACT A DEVELOPMENT AND MANAGEMENT MODEL FOR MODEL MAKING FACILITIES IN INDUSTRIAL DESIGN EDUCATION Tanrıverdi, Argun MDes, Department of Design Studies Supervisor: Asst.Prof.Dr. A.Can ÖZCAN May 2009, 170 pages The aim of this study is to create a model to help establishing a model making facility in an industrial design school from scratch or developing an existing model making facility. While creating the model, the study also aims to change the idea in people’s minds in Turkey about model making facilities (and any machine facilities) that has been established as a habitude or even worse, a culture. To achieve this aim, the study emphasizes the importance of health and safety with the highest priority, effective planning and management, and as much contribution of faculty members as possible, which means the distribution of the responsibility. -

Section W - Machinery
Section W - Machinery SECTION W - TABLE OF CONTENTS A Section W Contents: B Würth Portable Machinery...................... 2 - 3 WORK SMARTER, C Kreg Machinery............................................. 4 Page W-4 SawStop Saws....................................... 5 - 13 NOT HARDER D SCM Sliding Table Saws.....................14 - 15 SCM Edgebanders..............................16 - 20 With High Technology EE SCM CNC Routers.............................. 21 - 22 FF SCM Combination Machine...................... 23 Machinery That Delivers SCM Line Boring Machine......................... 24 G SCM Bandsaw.............................................25 Top Quality Results Pages W-5 - W-13 SCM Shaper................................................ 26 H SCM Wide Belt Sander.......................27 - 28 SCM Jointer................................................. 29 I SCM Planer..................................................30 Pages W-14 - W-31 SCM Jointer/Planer..................................... 31 J Gannomat Dowel Insertion Machine.........32 KK Gannomat Case Clamps............................ 33 Gannomat Drilling/ L Inserting Machine................................34 - 37 Pages W-32 - W-40 Gannomat Machine Accessories........38 - 40 MM NN Looking to sell or buy used equipment? OO Scan the QR code or visit www.wurthbaersupply.com and click on PP Post Classified Ad Free. QQ The service is free to use and all transactions are processed between R buyer and seller. S T U V WW XX Y Note: Some of the items in this section are not available -

Hole Saw and Mandrel Assembly
Europaisches Patentamt 19 J) European Patent Office Office europeen des brevets (Tj) Publication number : 0 455 420 A2 12 EUROPEAN PATENT APPLICATION (2?) Application number : 91303751.1 (a) Int. CI.5 : B23B 51/04 (2) Date of filing : 25.04.91 (So) Priority : 04.05.90 US 532527 (72) Inventor : Cain, William 100 Brookside Road Orange, Massachusetts 01364 (US) (43) Date of publication of application : Inventor : Emond, Ernest 06.11.91 Bulletin 91/45 28 River Road Millers Falls, Massachusetts 01349 (US) Karl @ Designated Contracting States : Inventor : Glawischnig, DE FR GB IT SE 98 Shelburne Center Road Shelburne Falls, Massachusetts 01370 (US) Inventor : Grant, Robert @ Applicant : RULE INDUSTRIES, INC. 31 Columbian Avenue 70 Blanchard Road Athol, Massachusetts 01331 (US) Burlington, MA 01803 (US) @) Representative : Woodward, John Calvin et al VENNER SHIPLEY & CO. 368 City Road London EC1V 2 OA (GB) (54) Hole saw and mandrel assembly. (57) A one piece hole saw assembly with mandrel permanently affixed to the hole saw cup. The mandrel contains a hollow shaft, a locking flange and reinforcing flange which are integ- rally formed as by machining. The locking flange of the mandrel mates with a locking hole or slot in the top surface of the hole saw cup. The reinforcing flange on the mandrel is welded during manufacture to the top surface of the hole saw cup. A pilot drill bit is inserted into the shaft core and welded to the shaft. The resulting product is a one piece hole saw assembly inten- ded for use by simple insertion of the mandrel or shaft end of the pilot drill into the chuck of a conventional electric drill.