How Did Technologies Converge
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -

Manufacturing Processes
Module 7 Screw threads and Gear Manufacturing Methods Version 2 ME, IIT Kharagpur Lesson 31 Production of screw threads by Machining, Rolling and Grinding Version 2 ME, IIT Kharagpur Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the general applications of various objects having screw threads (ii) Classify the different types of screw threads (iii) State the possible methods of producing screw threads and their characteristics. (iv) Visualise and describe various methods of producing screw threads by; (a) Machining (b) Rolling (c) Grinding (i) General Applications Of Screw Threads The general applications of various objects having screw threads are : • fastening : screws, nut-bolts and studs having screw threads are used for temporarily fixing one part on to another part • joining : e.g., co-axial joining of rods, tubes etc. by external and internal screw threads at their ends or separate adapters • clamping : strongly holding an object by a threaded rod, e.g., in c-clamps, vices, tailstock on lathe bed etc. • controlled linear movement : e.g., travel of slides (tailstock barrel, compound slide, cross slide etc.) and work tables in milling machine, shaping machine, cnc machine tools and so on. • transmission of motion and power : e.g., lead screws of machine tools • converting rotary motion to translation : rotation of the screw causing linear travel of the nut, which have wide use in machine tool kinematic systems • position control in instruments : e.g., screws enabling precision movement of the work table in microscopes etc. • precision measurement of length : e.g., the threaded spindle of micrometers and so on. -
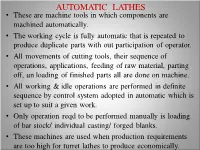
AUTOMATIC LATHES • These Are Machine Tools in Which Components Are Machined Automatically
AUTOMATIC LATHES • These are machine tools in which components are machined automatically. • The working cycle is fully automatic that is repeated to produce duplicate parts with out participation of operator. • All movements of cutting tools, their sequence of operations, applications, feeding of raw material, parting off, un loading of finished parts all are done on machine. • All working & idle operations are performed in definite sequence by control system adopted in automatic which is set up to suit a given work. • Only operation reqd to be performed manually is loading of bar stock/ individual casting/ forged blanks. • These machines are used when production requirements are too high for turret lathes to produce economically. Advantages • Greater production over a given period. • More economy in floor space. • More consistently accurate work than turrets. • More constant flow of production. • Scrap loss is reduced by reducing operator error. • During machine operation operator is free to operate another machine/ can inspect completed parts. SEMI AUTOMATICS • These are turning machines used for chucking work. • In this type of lathes although all movements of w/p (or) tools are automatically controlled, but w/p has to be loaded into & removed from chuck at beginning & end of each cycle of operation. • Machine cycle is automated, but direct participation of operator is reqd to start subsequent cycle, i.e., to machine each w/p. • Operator work is to load w/p or blank into machine, start the ma/c, checks the work, & removes the completed part by hand. AUTOMATICS & SEMI AUTOMATICS are designed to perform following operations: • Centering, cylindrical turning, tapered, formed surfaces, drilling, boring, reaming, facing, knurling, thread cutting, facing, milling, grinding, cut off. -

Asset Sales, Inc. Corporate Headquarters European Headquarters Asset Sales (Canada) Inc
EVERYTHING MUST SELL! SURPLUS EQUIPMENT Public Auction EQUIPMENT SURPLUS TO THE CONTINUING OPERATIONS OF PLANO MACHINE & INSTRUMENT INC. LATE MODEL & HIGH END MAZAK CNC TURNING, VERTICAL & HORIZONTAL MACHINING, BORING & MANUAL MACHINES Sale Starts at: 4807 E. Hwy 82 - Gainesville, TX 76240 * Loc. 2 Location: 2720 S. I-35 * 7 Miles Apart TUESDAY, DECEMBER 8TH @ 10:00 A.M. CST Inspection: Monday, December 7th, From 8:00 A.M. - 4:00 P.M. CST 5 5 2011 AVAIL. AXIS 2012 MAZAK NEXUS HCN5000-II CNC HORIZONTAL MACHINING LEADWELL MCV-1500i 5-AXIS CNC VERTICAL MACHINING CENTERS CENTER AS 4 8 LATE AS AVAIL. AVAIL. 2012 WARNER & SWASEY #4A SQUARE HEAD TURRET LATHE MAZAK QTN350-IIM CNC TURNING CENTERS WITH 48"/60" sset TRAVELS ur A s in o to Y D g o in ll n a r r u s T Asset Sales, Inc. Corporate Headquarters European Headquarters Asset Sales (Canada) Inc. 301 Post Office Drive, Suite C 6 Hill End Close, Norwood Green 4310 Prospect Road Indian Trail, NC 28079 Halifax, West Yorkshire, HX3 8RH Bayside, Nova Scotia, Canada B3Z 1L5 Toll Free 888.800.4442 704.821.4315 Fax 704.821.4325 Tel / Fax 07836.347880 Tel 902.852.5331 Fax 704.821.4325 www.asset-sales.com [email protected] [email protected] [email protected] 103183_Plano.indd 1 11/12/15 10:12 AM MACHINERY INSPECTION DATE & TIME – MONDAY, DECEMBER 7TH FROM 8:00 A.M. - 4:00 P.M. CST 2012 MAZAK QTN-350-II CNC TURNING CENTER 4 AVAIL. AS LATE AS 2006 (4) MAZAK NEXUS QTN-350-IIM CNC TURNING / MILLING CENTERS 4 AVAIL. -

New Processes and Machine Tools for Advanced Metal Alloys
metals Editorial New Processes and Machine Tools for Advanced Metal Alloys Luis Norberto López de Lacalle 1,* and Ainhoa Celaya 2,* 1 Centre of Advanced Manufacturing Technologies for Aeronautics CFAA, Department of Mechanical Engineering, University of the Basque Country (UPV/EHU), Parque Tecnológico de Zamudio 202, 48170 Bilbao, Spain 2 Department of Mechanical Engineering (High Performance Manufacturing Group), University of the Basque Country (UPV/EHU), EIB, Plaza Ingeniero Torres Quevedo, 1, 48013 Bilbao, Spain * Correspondence: [email protected] (L.N.L.d.L.); [email protected] (A.C.) Received: 5 February 2020; Accepted: 5 February 2020; Published: 6 February 2020 Advanced materials are crucial for the development of many industrial sectors such as aerospace, automotive, energy, among others. These materials show superior mechanical characteristics of strength, hardness, toughness, and durability in comparison to conventional materials. However, these materials are also characterized by their complicated primary processes (e.g., casting or forge) and the secondary processes (e.g., machining) because of their low machinability. In addition, the development of new advanced materials requires the use of advanced manufacturing technologies supported on new and high-quality machine tools. In this decade, machine tools are becoming multitasking systems, that is, a combination of milling centers, lathes, and even grinding machines. Thanks to computer numerical control (CNC), users are able to interpolate and synchronize several machine axes, as well as find new mechanical solutions for transmissions based on direct hollow motors, or linear guided ones, including lineal motors. Machine tools are particularly stiff spatial manipulators, in order to achieve tolerances reaching an order of magnitude in the hundredths. -
1934-1935 Obituary Record of Graduates of Yale University
'"'"JLJ'^:_-'i .j' *-*i7i in T.' "-. \ f .'/" ; Bulletin of Yale University New Haven 15 October 1935 Obituary Record of Graduates of Yale University Deceased during the Year BULLETIN OF YALE UNIVERSITY if Entered as second-class matter, August 30,1906, at the'post ^ office at New Haven, Conn,, under the Act of Congress ofJ July 16, 1894, Acceptance for mailing at the special rate of postage pro- vided for in Section 1103, Act of October 3, 1917, authonzed August 12, 1918. The BULLETIN, which is issued semimonthly, includes: 1. The University Catalogue. _ - - 2. The Reports of the President and Treasurer. s_ 3. The Catalogues of the several Schools. 4. The Alumni Directory and the Quinquennial Catalogue. 5. The Obituary Record. ; \ Bulletin of Yale University OBITUARY RECORD OF GRADUATES DECEASED DURING THE YEAR ENDING JULY i, 1935 INCLUDING THE RECORD OF A FEW WHO DIED PREVIOUSLY, HITHERTO UNREPORTED NUMBER 94 Thirty-second Series • Number Three New Haven • 15 October 1935 YALE UNIVERSITY OBITUARY RECORD* YALE COLLEGE Augustus Field Beard, B.A. 1857, Born May 11, 1833, in Norwalk, Conn. Died December 22,1934, in Norwalk, Conn. Father, Algernon Edwin Beard; a hat manufacturer and banker in South Norwalk; representative in State Legislature; son of Dr. Daniel Beard and Betsy (Field) Beard, of Oakham, Mass., and Stratford, Conn. Mother, Mary Esther (Mallory) Beard; daughter of Lewis and Ann (Seymour) Mallory, of Norwalk. Yale relatives include. James Beard (honorary M.A. 1754) (great-grandfather); and Dr. George M. Beard, *6i (cousin). Wilhston Academy. Entered with Class of 1856, joined Class of 1857 following year; on Spoon Committee; member Linoma, Sigma Delta, Kappa Sigma Theta, Alpha Delta Phi, and Scroll and Key. -

Capstan and Turret Lathe
SUBJECT:-PRODUCTION TECHNOLOGY (MECH. 2ND YEAR) NAME:-ABHAY SUNDRIYAL DATE:-07/04/2020 Capstan and Turret Lathe A capstan and turret lathe is a production lathe. It is used to manufacture any number of identical pieces in the minimum time. In semi-automatic lathes machining operations are done automatically. Functions other than machining like loading and unloading of a job, the positioning of tools coolant operations are done manually. The turret head is mounted on the ram fitted with turret slides longitudinally on the saddle. Turret head has a hexagonal block having six faces with a bore for mounting six or more than six tools at a time. The threaded hole on these faces is used to hold the tools. In the case of a Capstan Lathe, the hexagonal turret is mounted on a short slide or ram which again fitted with a saddle. The saddle can be move accordingly throughout the bed ways and can be fixed to the bed if necessary. It is specially used for bar type jobs. But in the case of Turret Lathe, the hexagonal turret directly mounted on the saddle. The saddle can be move through the bed ways. Turret lathe is generally used for chucking type work. Diagram of a Capstan Lathe: Diagram of a Turret Lathe: The workpiece is held in collet or chucks which are actuated hydraulically or pneumatically. All the needed tools are held in the respective holes on the turret head. According to the sequence of operation, the tool is moved with the help of a turret head. Drilling, boring, turning, reaming, threading tools are mounted on the turret head. -

Production Practice
LABORATORY MANUAL J E C GROUP OF COLLEGES PREFACE This laboratory is aimed at providing an introduction to the Know-how of common processes used in industries for manufacturing parts by removal of material in a controlled manner. Auxiliary methods for machining to desired accuracy and quality will also be covered. The emphasis throughout the laboratory course will be on understanding the basic features of the processes rather than details of constructions of machine, or common practices in manufacturing or acquiring skill in the operation of machines. Evidently, acquaintance with the machine is desirable and the laboratory sessions will provide adequate opportunity for this. - HEAD OF DEPARTMENT DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL J E C GROUP OF COLLEGES INDEX S. No. List of Experiments Page No. 1. To study of single point cutting tool geometry and to grind the tool asp er given 1-4 tool geometry. 2. T o study the milling machine, milling cutters, indexing head sand i n d e x i n g 5-14 methods and to prepare a gear on milling machine. 3. T o machine a hexagonal / octagonal nut using indexing head on milling 15-18 machine. 4. To cut BSW/Metric internal threads on lathe machine. 19-22 5. T o cut multi-start Square/Metric threads on lathe machine. 23-26 6. Boring using a boring bar in a centre lathe. 27-28 7. Study of capstan lathe and its tooling and prepare a tool layout & jobas per 29-34 given drawing. 8. Demonstration on milling machine for generation of plane surfaces anduse of 35-38 end milling cutters. -

QUESTION BANK MANUFACTURING TECHNOLOGY 4 SEM MECHANICAL Short Questions
QUESTION BANK MANUFACTURING TECHNOLOGY 4TH SEM MECHANICAL Short Questions - (2 marks , 3 marks ) 1. Write down the composition of H.S.S 2. Name any four widely used tool materials. 3. Arrange various tool materials in descending order according to their hot Hardness. 4. Write down the applications/use of various tool materials. Long Questions - (7 marks , 10 marks ) 1. Write down the physical properties and use of any four tool material. Short Questions - (2 marks , 5 marks ) 1. What do you mean by speed, feed and depth of cut ? 2. What are coolants and lubricants? Give examples. 3. What are the basic required properties of lubricants and coolants ? 4. With neat sketch explain the cutting action of chisel,haksaw blade ,dies and reamer. Long Questions - (7 marks , 10 marks ) 1. With neat sketch explain various turning tool geometry and purposes of various tool angles. Short Questions - 1. What are the various operations that can be performed in a lathe ? 2. What do you mean by (a) Facing (b) Knurling ? 3. What are the major components of a lathe machine ? 4. What are the material used for manufacturing lathe bed and why ? 5. What is multiple tool holder ? 6. How do you specify a lathe ? 7. Why it is called as an “ Engine Lathe” ? 8. What are the limitations of an engine lathe ? 9. What is parting off operations ? 10. What is taper turning ? 11. What is an universal chuck (3jaw,4 jaw) ? 12. Write down about tumbler gear mechanism. Long Questions - (7 marks , 10 marks ) 1. With neat sketch show various components of a lathe and briefly explain their functions. -

Liebherr's LDF 350 Offers Complete Machining in New Dimension
P R O D U C T N E W S Liebherr’s LDF 350 OFFERS COMPLETE MACHINING IN NEW DIMENSION The objective, according to Dr.- Ing. Hansjörg Geiser, head of develop- ment and design for gear machines at Liebherr, was to develop and design a combined turning and hobbing machine in which turning, drilling and hobbing work could be carried out in the same clamping arrangement as the hobbing of the gearings and the subse- Liebherr's LDF 350 combines turning, drilling and hobbing in a single clamping quent chamfering and deburring pro- arrangement. cesses. The result of this new develop- high rotation speeds of the turning pro- possible in dry machining. ment, Liebherr’s response to current cess and the high rigidity of the gear The combined machining enables trends and demands of the market, is hobbing. new dimensions for the workpiec- the LDF 350. “This offers the latest Aligned in the center of the rota- es—geared parts up to module 5 mm technical options for the machining of tion machine and permanently con- with diameters of 25 to 350 mm. This cylindrical gear gearings, not only of nected with the machine bed, the table makes the utilization of the LDF 350 wheels but also of shafts,” Geiser says. ensures high production turning and of particular interest, even in the range These kinds of innovative machine gear hobbing. The gripper for loading of larger geared parts. concepts are in demand because of: the machine and the pressure deburring For tool changes, the hob head increasing workpiece complexity and unit are also aligned on the turret lathe swivels the tool axis into a vertical the wish for increasingly smaller batch (revolver) to the left of the workpiece position so that the machine opera- sizes; reduced cycle times; and the table, in addition to the necessary tools tor can insert the hob mandrel in an need for intermediate layers in produc- for the turning and drilling processes. -
GENEALOGY of the MACHINE INDUSTRIES of WINDSOR, VERMONT Compiled by Guy Hubbard, Windsor Vt, 1922
GENEALOGY OF THE MACHINE INDUSTRIES OF WINDSOR, VERMONT Compiled by Guy Hubbard, Windsor Vt, 1922 SOURCES DESCENT LINE OF THE WINDSOR RELATIONSHIPS INDUSTRIES FALES & JENKS MACHINE COMPANY. Pawtucket, R. I. David Fales and Alvin Jenks formed a partnership at Central Falls, As name WINDSOR indicates, many of the early settlers were YANKEE INGENUITY-NATIVE BORN-WATERPOWER R. I., in 1830, and in 1833, purchased the R. I. patent rights on the CONNECTICUT YANKEES from the HARTFORD DISTRICT. PATENTS Hubbard Rotary Pump. This company still manufactures it, almost unchanged. By Inclination and of Necessity many of the early inhabitants of Windsor became Millwrights, Gunsmiths and Inventors. From Vermont Timber and their Native Iron, with the help of ample ORIGINAL CITY WATER WORKS OF ST. LOUIS. MO. Water Power, and under the protection of the United States Patents, Asahel Hubbard built and installed first pump in 1830. TINMOUTH IRON WORKS (Near Rutland, Vt.), 1785-1870 these men, more than a century ago, began to manufacture in quantities their novel and practical Devices. WINDSOR & PLYMOUTH. ASCUTNEY IRON CO, 1836-1872 In an attempt to solve their Transportation Problem, and to more fully develop their Water Powers, they organized: Father of Senator Redfield Proctor, who was Secretary of War, Tyson's Furnace, Plymouth, Vt. Governor of Vt., and founder of Vt. Marble Co. Isaac Tyson, Jr. Builder and Proprietor THE CONNECTICUT RIVER COMPANY, 1824-1828 (Well known Baltimore Chemist and Manager of Copperas Worksat Stratford, Vt.) THE CONN. RIVER VALLEY STEAMBOAT CO., 1828-1832 WHITNEY ARMS COMPANY, Whitneyville, Conn. Francis Draper Superintendent of Furnace Colman Hubbard Secretary. -

Telescopes and the Popularization of Astronomy in the Twentieth Century Gary Leonard Cameron Iowa State University
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2010 Public skies: telescopes and the popularization of astronomy in the twentieth century Gary Leonard Cameron Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the History Commons Recommended Citation Cameron, Gary Leonard, "Public skies: telescopes and the popularization of astronomy in the twentieth century" (2010). Graduate Theses and Dissertations. 11795. https://lib.dr.iastate.edu/etd/11795 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Public skies: telescopes and the popularization of astronomy in the twentieth century by Gary Leonard Cameron A dissertation submitted to the graduate faculty in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Major: History of Science and Technology Program of study committee: Amy S. Bix, Major Professor James T. Andrews David B. Wilson John Monroe Steven Kawaler Iowa State University Ames, Iowa 2010 Copyright © Gary Leonard Cameron, 2010. All rights reserved. ii Table of Contents Forward and Acknowledgements iv Dissertation Abstract v Chapter I: Introduction 1 1. General introduction 1 2. Research methodology 8 3. Historiography 9 4. Popularization – definitions 16 5. What is an amateur astronomer? 19 6. Technical definitions – telescope types 26 7. Comparison with other science & technology related hobbies 33 Chapter II: Perfecting ‘A Sharper Image’: the Manufacture and Marketing of Telescopes to the Early 20th Century 39 1.