SOUTH BEND LATHE F
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Accessories for Sherline
© 2012, LatheCity Endmill Holder www.LatheCity.com Accessories for Sherline Sherline Accessories Safety & Manual & Catalog LatheCity 1 © 2012, LatheCity Endmill Holder www.LatheCity.com 2 © 2012, LatheCity Endmill Holder www.LatheCity.com Various benchtop screw-on mill tool holders. Fast tool change system for benchtop milling machines. For current prices see our website. Product description and specifications: means of the set screw at the flat of the Aluminum screw-on-type holders for various endmill. Make sure that the set screw is tight. mill cutting and boring tools. The holders screw- Otherwise, the eventually heavy vibrations of on the spindle of a milling machine/lathe. The the mill may loosen the set screw and the tool holders fit endmills, center drills, deburrs, endmill. Jacobs drill chucks, etc. Add a fast tool change system to your benchtop milling machine. Available sizes A holder fits on a 3/4-16 spindle of a benchtop mill. Screw-on holders for cutting Endmills. Tool holders for 3/8 and 1/4 in. tools of 1 mm to 1/2 in. O.D. shank size are O.D. double- or single-ended endmills will fit. In available (English or Metric sizes). The detailed stock. P/N list is given below. Center drills. Tool holders for #1, #2, and #3 Adapters are tested on Sherline’s tabletop center drills are available. #1 and #2 adapters systems only and are restricted to a maximum are longer than endmill holders and have revolution per minute (rpm) of 2800 for light narrower noses. In stock. metal work on a benchtop/tabeltop system. -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -

Manufacturing Processes
Module 7 Screw threads and Gear Manufacturing Methods Version 2 ME, IIT Kharagpur Lesson 31 Production of screw threads by Machining, Rolling and Grinding Version 2 ME, IIT Kharagpur Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the general applications of various objects having screw threads (ii) Classify the different types of screw threads (iii) State the possible methods of producing screw threads and their characteristics. (iv) Visualise and describe various methods of producing screw threads by; (a) Machining (b) Rolling (c) Grinding (i) General Applications Of Screw Threads The general applications of various objects having screw threads are : • fastening : screws, nut-bolts and studs having screw threads are used for temporarily fixing one part on to another part • joining : e.g., co-axial joining of rods, tubes etc. by external and internal screw threads at their ends or separate adapters • clamping : strongly holding an object by a threaded rod, e.g., in c-clamps, vices, tailstock on lathe bed etc. • controlled linear movement : e.g., travel of slides (tailstock barrel, compound slide, cross slide etc.) and work tables in milling machine, shaping machine, cnc machine tools and so on. • transmission of motion and power : e.g., lead screws of machine tools • converting rotary motion to translation : rotation of the screw causing linear travel of the nut, which have wide use in machine tool kinematic systems • position control in instruments : e.g., screws enabling precision movement of the work table in microscopes etc. • precision measurement of length : e.g., the threaded spindle of micrometers and so on. -
LESSON PLAN Trade: Machinist & Operator Advance Machine Tool
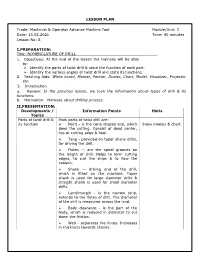
LESSON PLAN Trade: Machinist & Operator Advance Machine Tool Module/Unit: 2 Date: 15.02.2021 Time: 45 minutes Lesson No: 8 I.PREPARATION: Title: NOMENCLATURE OF DRILL 1. Objectives: At the end of the lesson the trainees will be able to: Identify the parts of twist drill & state the function of each part. Identify the various angles of twist drill and state its functions. 2. Teaching Aids: White board, Marker, Pointer, Duster, Chart, Model, Visualizer, Projector etc. 3. Introduction a. Review: In the previous lesson, we took the information about types of drill & its functions. b. Motivation: Motivate about drilling process. II.PRESENTATION: Developments / Information Points Hints Topics Parts of twist drill & Main parts of twist drill are: its function Point - is the cone shaped end, which Show models & chart does the cutting. Consist of dead center, lips or cutting edge & heel. Tang - provided on taper shank drills, for driving the drill. Flutes — are the spiral grooves on the length of drill. Helps to form cutting edges, to curl the chips & to flow the coolant. Shank — driving end of the drill, which is fitted on the machine. Taper shank is used for large diameter drills & straight shank is used for small diameter drills. Land/margin - is the narrow strip, extends to the flutes of drill. The diameter of the drill is measured across the land. Body clearance - is the part of the body, which is reduced in diameter to cut down the friction. Web - separates the flutes. Increases in thickness towards shanks. Angles of twist drill Like all cutting tool drills are provided with Show chart of and its functions certain angles for efficiency in drilling recommended drills for different materials Point/cutting angle - is the angle between the cutting edges. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -
AUTOMATIC LATHES • These Are Machine Tools in Which Components Are Machined Automatically
AUTOMATIC LATHES • These are machine tools in which components are machined automatically. • The working cycle is fully automatic that is repeated to produce duplicate parts with out participation of operator. • All movements of cutting tools, their sequence of operations, applications, feeding of raw material, parting off, un loading of finished parts all are done on machine. • All working & idle operations are performed in definite sequence by control system adopted in automatic which is set up to suit a given work. • Only operation reqd to be performed manually is loading of bar stock/ individual casting/ forged blanks. • These machines are used when production requirements are too high for turret lathes to produce economically. Advantages • Greater production over a given period. • More economy in floor space. • More consistently accurate work than turrets. • More constant flow of production. • Scrap loss is reduced by reducing operator error. • During machine operation operator is free to operate another machine/ can inspect completed parts. SEMI AUTOMATICS • These are turning machines used for chucking work. • In this type of lathes although all movements of w/p (or) tools are automatically controlled, but w/p has to be loaded into & removed from chuck at beginning & end of each cycle of operation. • Machine cycle is automated, but direct participation of operator is reqd to start subsequent cycle, i.e., to machine each w/p. • Operator work is to load w/p or blank into machine, start the ma/c, checks the work, & removes the completed part by hand. AUTOMATICS & SEMI AUTOMATICS are designed to perform following operations: • Centering, cylindrical turning, tapered, formed surfaces, drilling, boring, reaming, facing, knurling, thread cutting, facing, milling, grinding, cut off. -

Asset Sales, Inc. Corporate Headquarters European Headquarters Asset Sales (Canada) Inc
EVERYTHING MUST SELL! SURPLUS EQUIPMENT Public Auction EQUIPMENT SURPLUS TO THE CONTINUING OPERATIONS OF PLANO MACHINE & INSTRUMENT INC. LATE MODEL & HIGH END MAZAK CNC TURNING, VERTICAL & HORIZONTAL MACHINING, BORING & MANUAL MACHINES Sale Starts at: 4807 E. Hwy 82 - Gainesville, TX 76240 * Loc. 2 Location: 2720 S. I-35 * 7 Miles Apart TUESDAY, DECEMBER 8TH @ 10:00 A.M. CST Inspection: Monday, December 7th, From 8:00 A.M. - 4:00 P.M. CST 5 5 2011 AVAIL. AXIS 2012 MAZAK NEXUS HCN5000-II CNC HORIZONTAL MACHINING LEADWELL MCV-1500i 5-AXIS CNC VERTICAL MACHINING CENTERS CENTER AS 4 8 LATE AS AVAIL. AVAIL. 2012 WARNER & SWASEY #4A SQUARE HEAD TURRET LATHE MAZAK QTN350-IIM CNC TURNING CENTERS WITH 48"/60" sset TRAVELS ur A s in o to Y D g o in ll n a r r u s T Asset Sales, Inc. Corporate Headquarters European Headquarters Asset Sales (Canada) Inc. 301 Post Office Drive, Suite C 6 Hill End Close, Norwood Green 4310 Prospect Road Indian Trail, NC 28079 Halifax, West Yorkshire, HX3 8RH Bayside, Nova Scotia, Canada B3Z 1L5 Toll Free 888.800.4442 704.821.4315 Fax 704.821.4325 Tel / Fax 07836.347880 Tel 902.852.5331 Fax 704.821.4325 www.asset-sales.com [email protected] [email protected] [email protected] 103183_Plano.indd 1 11/12/15 10:12 AM MACHINERY INSPECTION DATE & TIME – MONDAY, DECEMBER 7TH FROM 8:00 A.M. - 4:00 P.M. CST 2012 MAZAK QTN-350-II CNC TURNING CENTER 4 AVAIL. AS LATE AS 2006 (4) MAZAK NEXUS QTN-350-IIM CNC TURNING / MILLING CENTERS 4 AVAIL. -

New Processes and Machine Tools for Advanced Metal Alloys
metals Editorial New Processes and Machine Tools for Advanced Metal Alloys Luis Norberto López de Lacalle 1,* and Ainhoa Celaya 2,* 1 Centre of Advanced Manufacturing Technologies for Aeronautics CFAA, Department of Mechanical Engineering, University of the Basque Country (UPV/EHU), Parque Tecnológico de Zamudio 202, 48170 Bilbao, Spain 2 Department of Mechanical Engineering (High Performance Manufacturing Group), University of the Basque Country (UPV/EHU), EIB, Plaza Ingeniero Torres Quevedo, 1, 48013 Bilbao, Spain * Correspondence: [email protected] (L.N.L.d.L.); [email protected] (A.C.) Received: 5 February 2020; Accepted: 5 February 2020; Published: 6 February 2020 Advanced materials are crucial for the development of many industrial sectors such as aerospace, automotive, energy, among others. These materials show superior mechanical characteristics of strength, hardness, toughness, and durability in comparison to conventional materials. However, these materials are also characterized by their complicated primary processes (e.g., casting or forge) and the secondary processes (e.g., machining) because of their low machinability. In addition, the development of new advanced materials requires the use of advanced manufacturing technologies supported on new and high-quality machine tools. In this decade, machine tools are becoming multitasking systems, that is, a combination of milling centers, lathes, and even grinding machines. Thanks to computer numerical control (CNC), users are able to interpolate and synchronize several machine axes, as well as find new mechanical solutions for transmissions based on direct hollow motors, or linear guided ones, including lineal motors. Machine tools are particularly stiff spatial manipulators, in order to achieve tolerances reaching an order of magnitude in the hundredths. -

Fig02 the UHMW Block Marked for Drilling. the Drill Guide Can Be Used Both for Drilling Mortises for Assembly and for a Variety of Decorative Effects
between your tool rest banjo and Drill Guide lathe center, if not use the right hand version. Introduction Now mark the UHMW block for drilling One-Way came out with a woodturning as in Drawing1. Pencil doesn’t do well on accessory called a Drill Wizard several UHMW, so I used a ultra-fine line marker. years ago. I bought one and liked what I Pencil on masking tape would also work could do with it (to the extent that I well. On one long face measure in 1” from dedicated an extra drill and foot switch to the center of a shorter edge and mark for it), but in a stock configuration it won’t fit tap drilling for the attachment post. Then on my One-Way 1018 lathe, much less measure in 3/8” from the opposite short other mini-lathes. This article describes a edge and 1/2” in from each long edge and Drill Guide that can do most of the Drill mark for the adjustment bolts holes. Last Wizard functions but is engineered quite Fig1 Crosscutting the UHMW on a long face at right angles to the already differently. Instead of mounting a drill on block to length with table saw and marked face, measure in 1” from center of a moveable cradle, it takes advantage of sled. the adjustment hole end and mark for the the low speed bearing capabilities, both shaft hole. The marked UHMW block is rotary and linear, of Ultra High Molecular shown in Fig02. At this point if you have a small lathe you Weight Polyethylene (UHMW is easily may wish to measure the distance between workable with woodworking tools). -

Grinding Machines: (14 Metal Buildup:And (15) the (Shipboard) Repair Department and Repair Work
DOCUMENT RESUME ED 203 130 CE 029 243 AUTHOR Bynum, Michael H.: Taylor, Edward A. TITLE Machinery Repairman 3 6 2. Rate TrainingManual and Nonresident Career Course. Revised. INSTITUTION Naval Education and Training Command,Washington, D.C. REPORT NO NAVEDTRA-10530-E PUB DATE 81 NOTE 671p.: Photographs andsome diagrams will not reproduce well. EDRS PRICE MF03/PC27 Plus Postage. DESCRIPTORS Behavioral Objectives; CorrespondenceStudy; *Equipment Maintenance: Rand Tools;Independent Study: Instructional Materials: LearningActivities: Machine Repairers: *Machine Tools;*Mechanics (Process): Military Training: Postsecondary Education: *Repair: Textbooks: *Tradeand Industrial Education IDENTIFIERS Navy ABSTRACT This Rate Training Manual (textbook)and Nonresident Career Course form a correspondence self-studypackage to teach the theoretical knowledge and mental skillsneeded by the Machinery Repairman Third Class and Second Class. The15 chapters in the textbook are (1)Scope of the Machinery Repairman Rating:(2) Toolrooms and Tools:(3) Layout and Benchwork: (4) Metals and Plastics:(51 Power Saws and Drilling Machines:(6) Offhand Grinding of Tools:(7) Lathes and Attachments:(8) Basic Engine Lathe Operations:(9) Advanced Engine Lathe Operations: (10)Turret Lathes and Turret Lathe Operations:(11) Milling Machines and Milling Operations:(121 Shapers, Planers, and Engravers: (13)Precision Grinding Machines: (14 Metal Buildup:and (15) The (Shipboard) Repair Department and Repair Work. Appendixesinclude Tabular Tnformation of Benefit to Machinery Repairman(23 tables), Formulas. for Spur Gearing, Formulas for DiametralPitch System, and Glossary. The Nonresident Career Course follows theindex. It contains T1 assignments, which are organized into thefollowing format: textbook assignment and learning objectives withrelated sets of teaching items to be answered. (YLB) *********************************************************************** Peproductions supplied by EDRSare the best that can be made from the original document. -

Portable Mini Wood Lathe Machine Umakant Mahajan1, Mayank Patidar2, Shubham Viswakarma3, Shubham Wasnik4, Atal Singh5, Akash Khare6, Ashish Chaturvedi7
INTERNATIONAL JOURNAL OF INNOVATIVE TRENDS IN ENGINEERING (IJITE) ISSN: 2395-2946 ISSUE: 61, VOLUME 40, NUMBER 01, APRIL 2018 Portable Mini Wood Lathe Machine Umakant Mahajan1, Mayank Patidar2, Shubham Viswakarma3, Shubham Wasnik4, Atal Singh5, Akash Khare6, Ashish Chaturvedi7 1-6Research Scholar, 7Research Guide Department Of Mechanical Engineering, Oriental College Of Technology Bhopal. Abstract -To achieve the aim of producing a functional Portable consist of a ball bearing which is allowed to free rotation wood lathe machine. We analyzed and as well synthesized the and support of job from the other side. It also consist a different possible design solutions and concepts. We carried out holder to hold the desired tool and this holder can slide the analysis of different component part of the machine to over bed in parallel to axis of job rotation. We use chuck determine their suitable dimensions based on loading and attached to drilling machine shaft in order to rotate the job. stresses due to them. We used available local material and tool from workshop. We also made use of some machine tools in the The machine is build to hold the work piece and move the college workshop. Finally, the parts were assemble and the tool in sliding mechanism, so as to achieve a desired machine test – run. To ensure the achievement of best operations. The machine outer face is design to hold the performance, interactive procedures, were carried out. The work piece firmly with tool in place so as to achieve material, labour and overhead costs were determined to get the desired operations with ease. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations